
射出成型不良-頂針應力痕與頂凸頂白
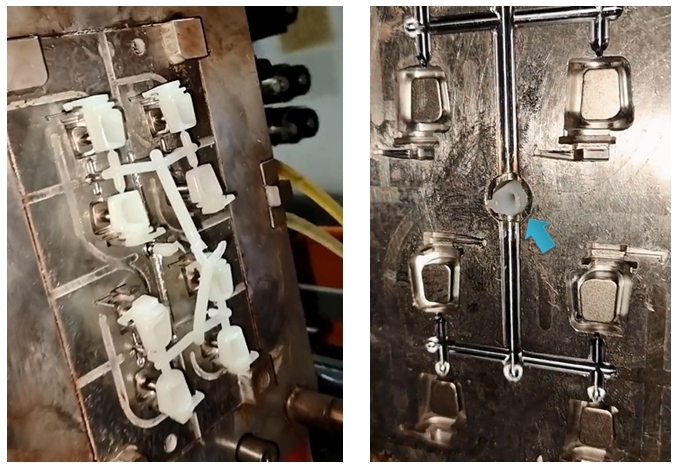
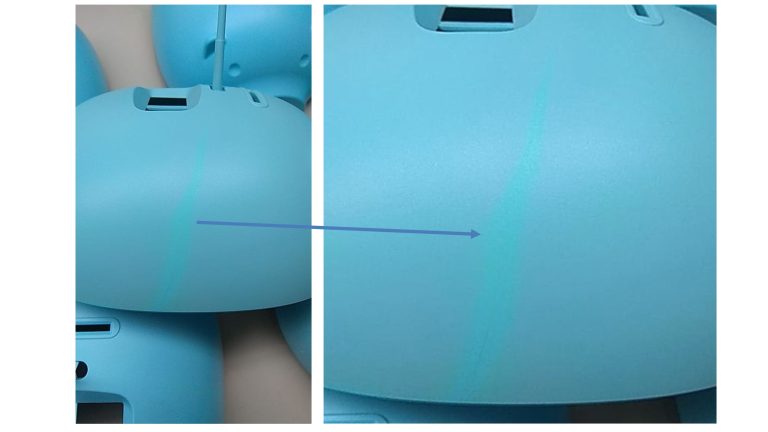
頂針印是塑料產品表面不希望出現的凹痕或印記,它們通常位於頂針接觸產品的部位。這些印記不僅破壞了產品的外觀,有時還會影響產品的結構強度。
在塑料射出成型中,頂針印的形成大致可分為兩種情形,分別是針應力痕與頂凸頂白。
頂針印是塑料產品表面不希望出現的凹痕或印記,它們通常位於頂針接觸產品的部位。這些印記不僅破壞了產品的外觀,有時還會影響產品的結構強度。
在塑料射出成型中,頂針印的形成大致可分為兩種情形,分別是針應力痕與頂凸頂白。

受密碼保護的文章不會產生內容摘要。

在塑膠或樹脂射出成型的過程中,樹脂被加熱到一定溫度並被注入模具內。這個過程中,樹脂中的氣體會釋放出來,如果這些氣體不能迅速且有效地通過模具的排氣槽排出,就會在模具內形成壓力,進而引起氣體燒焦。這不僅會影響產品的外觀,還會影響其性能,甚至可能導致產品報廢。
在試模或是生產過程中,開模後流道凝料(水口料)粘在模具流道內不能脫離出來的現象稱為水口料粘模(料頭黏膜)。如果長時間施加保壓以致主流道尺寸增大,或模具的主流道部分有傷,則會產生阻力,從而使流道凝料在開模時不能脫落。

在塑料熔體充填型腔時,多股熔體前鋒包裹形成的空穴或者熔體充填末端由於氣體無法排出導致氣體被熔體包裹住在熔體,就會在塑件上形成氣泡,也稱為氣穴。

在射出過程中,熱塑膠融體有時會從噴嘴頭部或與料管連接的噴嘴螺紋處滲出,此現象被稱為射嘴漏膠。此種漏膠情況會對射出生產流程帶來負面影響,會導致產品重量或質量的波動。嚴重的情況可能會導致塑膠件出現縮水、缺膠等問題,從而影響產品的外觀質量,導致不良率上升,浪費原料。
色差(光澤差別)與異色是塑件的表面或流動方向的部位會產生局部區域顏色偏差(混色)現象,因配套件顏色差別造成射出成品整批報廢的情況並不少見。色差影響因素眾多,因此色差控制技術同時也是射出中公認較難掌握技術之一。

真空泡是在製品內部形成的空隙,一般所謂的氣泡是製品冷卻時體積收縮差在厚度較大的部位形成空洞,或塑料中的水分、揮發分解揮發而成為氣泡被封入製品內部。

翹曲變形作為衡量塑件產品品質的主要指標之一,為了改善和減少產品的翹曲變形,已經成為射出工藝和模具結構的優化重點問題。影響射出塑件翹曲變形的因素很多,根據現在塑料製品的翹曲理論,分為四大類,包括塑膠材料、產品形狀及結構、模具結構和成型條件。

射出成型後,塑膠件表面有絲狀裂紋、微裂、開裂及因塑件黏模、流道黏模而造成創傷性開裂,這些開裂可分為脫模開裂和應力開裂。



