內容目錄
1. 絞牙模具機構介紹與設計
瓶蓋、管件與螺母等產品常具有螺紋倒扣結構,無法使用一般頂出方式直接脫模,因此模具設計時需搭配齒輪、油壓缸或馬達等自動脫螺紋機構,使型芯與產品之間產生相對旋轉,讓產品能在不損傷螺牙的情況下順利退出模具。此類模具與機構常見的說法包括絞牙模具、螺紋模具、螺紋抽芯機構、Unscrewing Mold 等。
如想進一步了解絞牙模具的原理說明與設計應用,可參考以下連結【螺紋抽芯與脫螺紋模具機構介紹與模具設計案例指南】(按圖連結文章)。本文彙整了部落格中有關絞牙模具的文章、圖片與影片教學內容,協助各位更完整理解螺紋抽芯與脫螺紋模具機構的設計重點。
2. 塑件結構分析
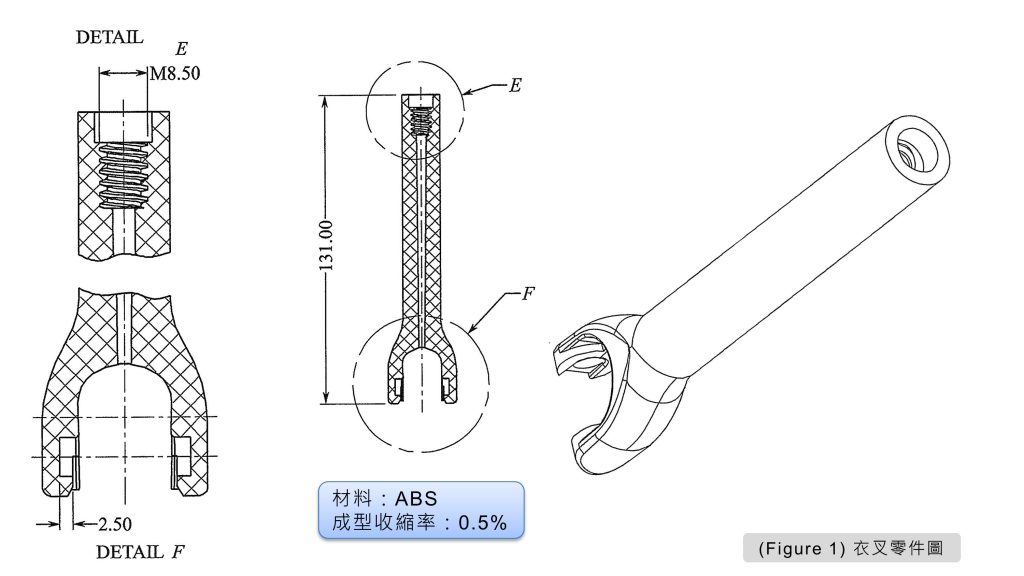
本塑件為叉架類零件,外形結構如(Figure 1)所示,材料為《ABS》,成型收縮率為 0.5%。塑件頭部設有兩處內側盲孔,尾部則有一段內螺紋孔。由於塑件同時具有內螺紋、內側盲孔與複雜曲面外形,脫模方向不單一,因此螺紋脫模、母模側抽芯及外形側向抽芯是本模具設計的主要難點。
3. 模具結構分析
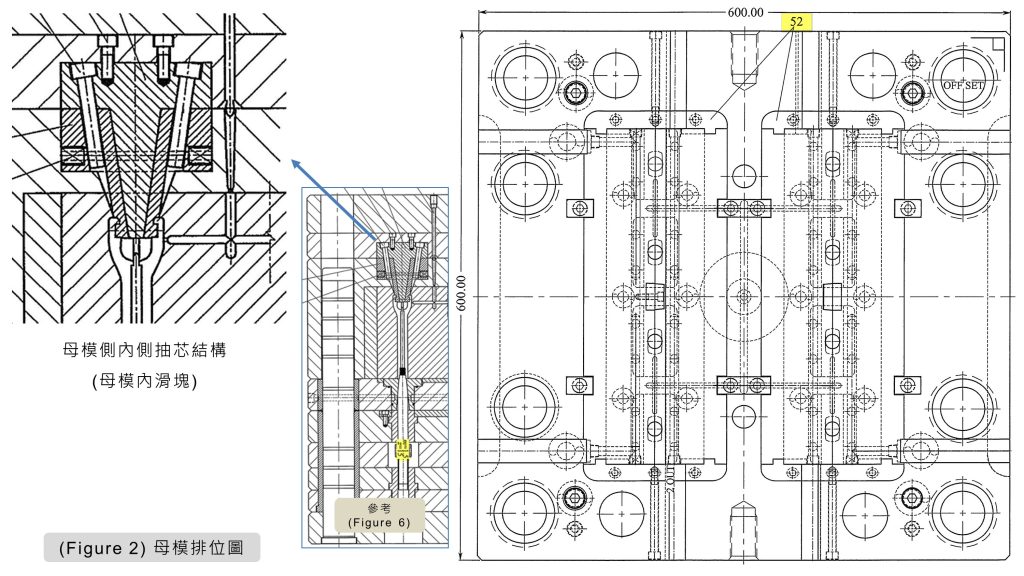
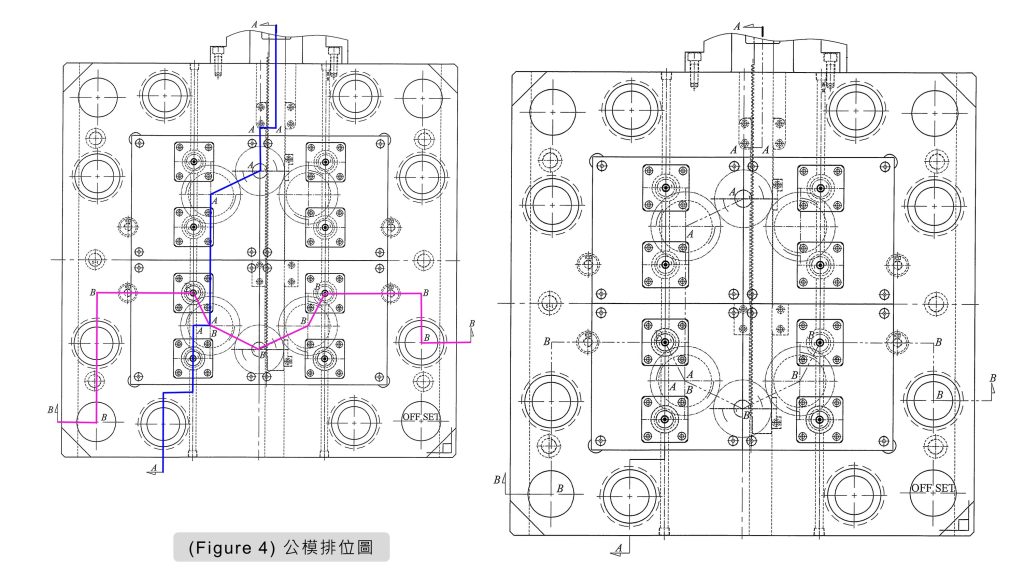
依據產品訂單需求,本模具採用一模八穴設計。塑件材料為《ABS》,尾部內螺紋孔採用自動脫螺紋機構處理,該機構設置於公模一側;頭部兩處內側盲孔則採用母模側內側抽芯結構處理(Figure 2 -母模內滑塊)。由於塑件頭部尺寸較大,且外部曲面較複雜,外形脫模還需增加哈夫斜滑塊抽芯機構,以避免塑件在開模時產生倒扣干涉。
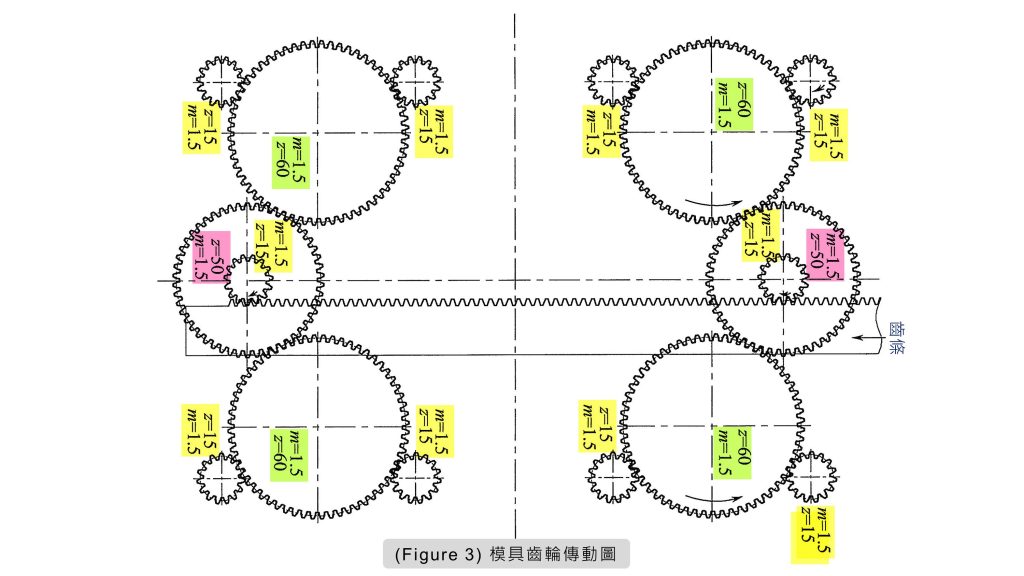
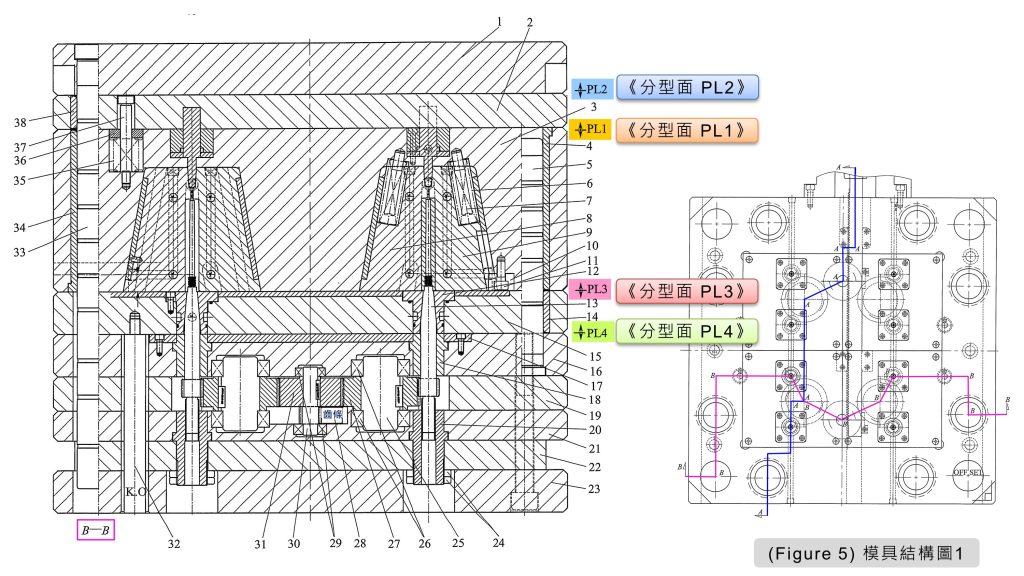
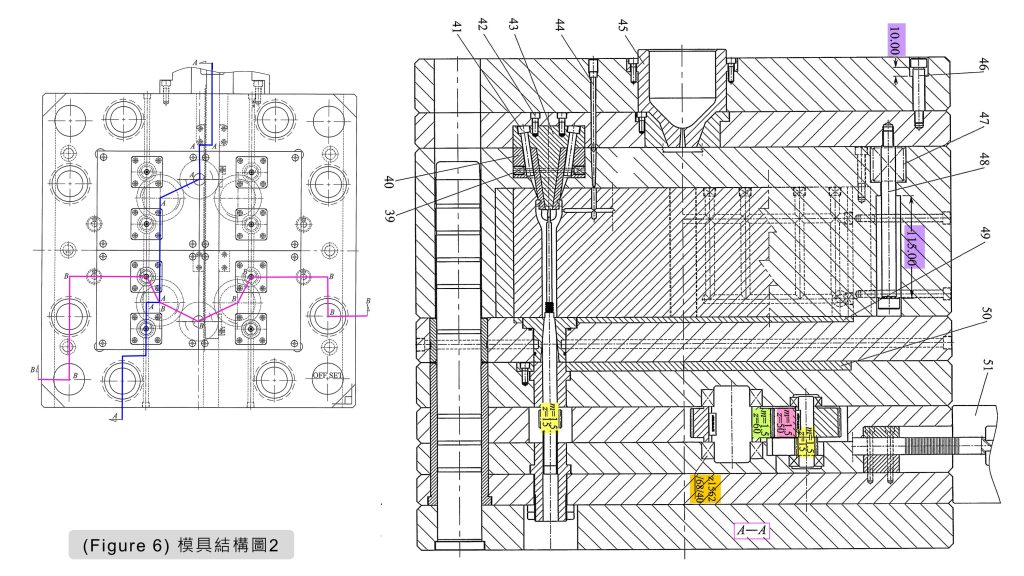
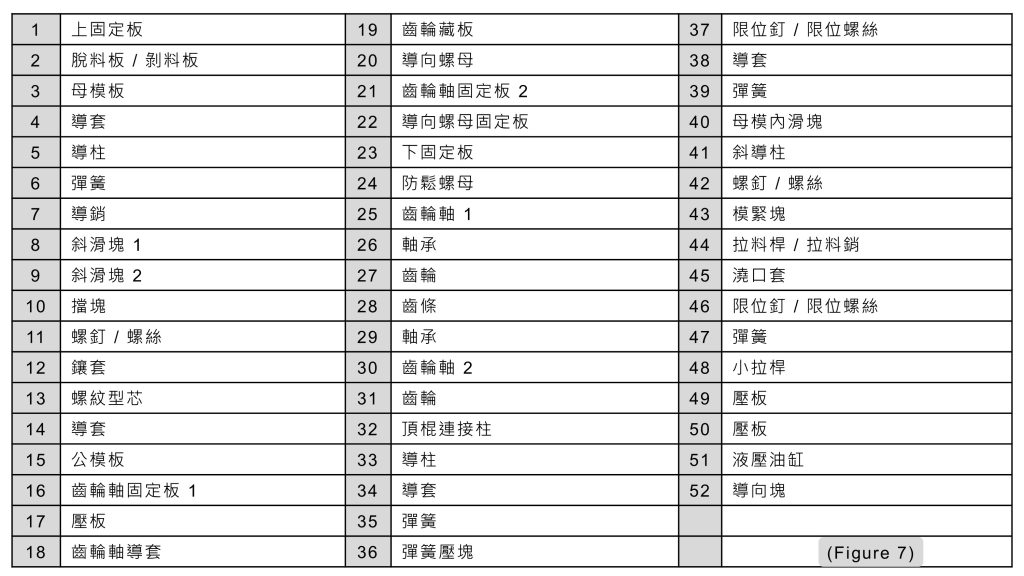
模具整體採用三板模模架系統,澆注系統為點澆口澆注系統轉側澆口澆注系統。熔體經主流道與分流道後,從兩個哈夫滑塊之間進入型腔,使塑件在型腔內完成充填、保壓、冷卻與固化。模具齒輪傳動示意如(Figure 3)所示,模具詳細結構如(Figure 3) (Figure 4) (Figure 5) (Figure 6) (Figure 7)所示。
4. 模具工作過程
熔體首先經過主流道、分流道,最後由兩哈夫塊之間進入型腔。待塑件在型腔中冷卻固化,並達到足夠剛性後,模具開始進入脫模流程。本模具的脫模重點包括:尾部內螺紋自動脫模、三板模分型面順序開模、哈夫斜滑塊側向抽芯,以及推板頂出塑件。
(4-1) 母模/公模側內螺紋自動脫模步驟
本模具的內螺紋自動脫模機構設置於公模一側,主要透過液壓油缸、齒條、齒輪組與螺紋型芯完成旋轉退牙。
- (a) 塑件冷卻固化後,《液壓油缸51》開始動作,推動《齒條 28》作直線運動。
- (b) 《齒條 28》與《齒輪軸 30》嚙合,將直線推力轉換為《齒輪軸 30》的旋轉運動。
- (c) 《齒輪軸 30》通過鍵連接帶動《齒輪 31》旋轉,使旋轉動力繼續傳遞。
- (d) 《齒輪 31》再帶動《齒輪 27》旋轉,形成螺紋脫模所需的齒輪傳動。
- (e) 《齒輪 27》最後帶動《螺紋型芯 13》轉動。此時《螺紋型芯 13》一邊旋轉,一邊在導向《螺母 20》的導引下向後退。
- (f) 當《螺紋型芯 13》的螺紋部分完全退出並脫離塑件尾部內螺紋孔後,《液壓油缸51》停止推動《齒條 28》,完成內螺紋自動脫模。
(4-2) 三板模分型面開模與澆注系統脫料步驟
完成內螺紋退牙後,模具在射出機拉動下依序開模。此階段重點是讓點澆口凝料、側澆口凝料與塑件依照分型面順序分離。
- (a) 模具首先從《分型面 PL1》處開模,使點澆口澆注系統凝料與側澆口澆注系統凝料分離,同時母模側抽芯結構(母模內滑塊)進行退模動作。
- (b) 隨後模具從《分型面 PL2》處打開,點澆口澆注系統凝料受到推板作用,被強制推落。
- (c) 接著模具再從《分型面 PL3》處打開,為後續哈夫滑塊側向抽芯與塑件頂出創造空間。
(4-3) 哈夫斜滑塊側向抽芯步驟
由於塑件頭部外形較大且曲面複雜,外形脫模需利用哈夫斜滑塊完成側向抽芯。
- (a) 當模具從《分型面 PL3》處打開後,哈夫滑塊解除合模時的約束。
- (b) 哈夫滑塊在彈簧推動下,沿著斜嚮導槽向側向移動。
- (c) 哈夫滑塊側向移動時,逐步脫離塑件外形倒扣與複雜曲面區域。
- (d) 當哈夫滑塊完全讓開塑件外形後,塑件才具備被推出模具的條件。
(4-4) 頂針/推板頂出步驟
當內螺紋型芯已退出、澆注系統凝料已分離,且哈夫斜滑塊完成側向抽芯後,塑件進入最終推出階段。
- (a) 射出機頂棍開始動作,推動《分型面 PL4》模具推板前進。
- (b) 推板將塑件從型芯或成型位置上頂出。
- (c) 塑件完全脫離模具後,完成一次射出成型循環。
(4-5) 合模復位步驟
塑件取出後,模具進入復位與合模準備階段。復位順序會直接影響齒輪傳動可靠性、螺紋型芯位置精度,以及哈夫滑塊是否能正確回到成型位置。
- (a) 《液壓油缸51》首先反向拉動《齒條 28》。
- (b) 《齒條 28》帶動《齒輪軸 30》反向旋轉。
- (c) 《齒輪軸 30》通過鍵帶動《齒輪 31》反向旋轉。
- (d) 《齒輪 31》再帶動《齒輪 27》反向旋轉。
- (e) 《齒輪 27》帶動《螺紋型芯 13》反向轉動,使《螺紋型芯 13》在導向《螺母 20》的配合下回到成型位置。
- (f) 合模時,斜滑塊由公模板推動復位,使哈夫滑塊重新閉合並回到外形成型位置。
- (g) 各分型面依序閉合,澆注系統、成型零件、螺紋型芯與哈夫滑塊均復位後,模具進入下一次射出循環。
5. 模具設計與操作注意事項
本模具的設計重點在於內螺紋自動退牙與側向抽芯動作的可靠配合。齒輪傳動部分需確保《液壓油缸51》、《齒條 28》、《齒輪軸 30》、《齒輪 31》、《齒輪 27》與《螺紋型芯 13》之間傳動平穩,避免退牙不到位而造成內螺紋拉傷。
哈夫滑塊側向抽芯需確認開模後能順利沿斜嚮導槽移動,彈簧推力要足夠,否則可能導致滑塊抽芯不完全。合模復位時,公模板必須可靠推動斜滑塊回位,避免滑塊未復位造成壓模風險。



