內容目錄
1. 螺紋抽芯機構與脫模方式
螺紋連接是結構件相互固定時最常見的連接方式之一,具有連接可靠、拆卸方便、不易破壞連接件,並且可反覆拆裝使用等優點,因此廣泛應用於各類塑膠製品中。常見如瓶蓋、管件、螺母、接頭、外殼固定件等產品,皆可能透過內螺紋或外螺紋結構來達到組裝、鎖固或密封的目的。
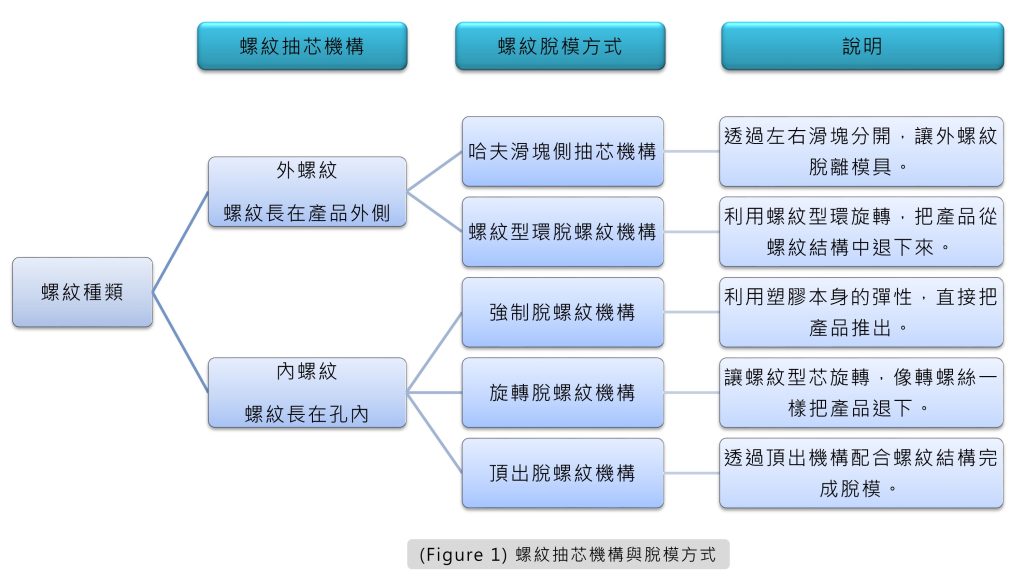
然而,螺紋結構在射出成型模具中通常屬於倒扣特徵,成型後無法像一般塑膠件一樣直接以直線頂出方式脫模。因此,模具設計時必須依據產品的螺紋形式、螺牙深度、材料特性、精度需求與量產效率,規劃相對應的螺紋抽芯機構與脫模方式。不同產品設計需求,也會延伸出強制脫螺紋、手動脫螺紋、齒輪齒條、馬達驅動、液壓缸驅動、蝸輪蝸桿等不同機構形式,常見的螺紋種類與脫出機構可參考(Figure 1)。
以下文章內容將整理本部落格中與螺紋抽芯機構相關的文章說明、設計案例與影片教學,協助各位了解螺紋模具設計、成型脫模與機構選用上的重點,進一步提升對螺紋模具設計的理解與應用能力。
2. 螺紋產品設計與螺紋抽芯模具設計相關文章
(2-1) 絞牙模具|螺紋模具Unscrewing Mold-模具結構設計
螺紋塑膠件在射出成型後,常會因內螺紋或外螺紋與模具結構產生干涉,導致成品無法直接脫模。因此,在模具設計時必須依據螺紋形式、產品材質、螺牙深度與生產效率,選擇合適的脫螺紋機構。本文將分為上下兩篇,詳細介紹常見的螺紋脫模方式與機構原理,包含強制脫螺紋、活動螺紋型芯、手動脫螺紋、齒輪齒條、馬達、電動機、液壓缸與蝸輪蝸桿等機構。(按圖連結文章)
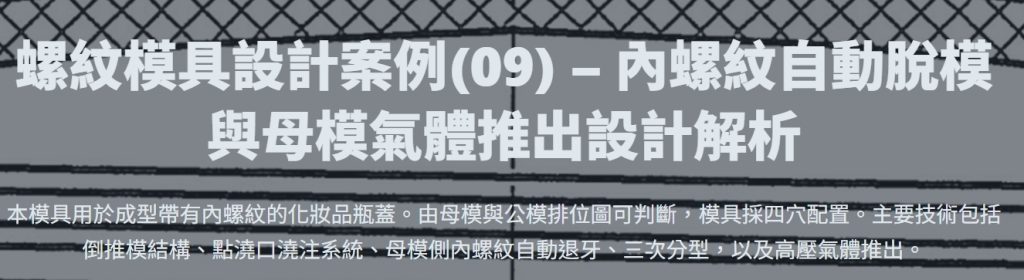
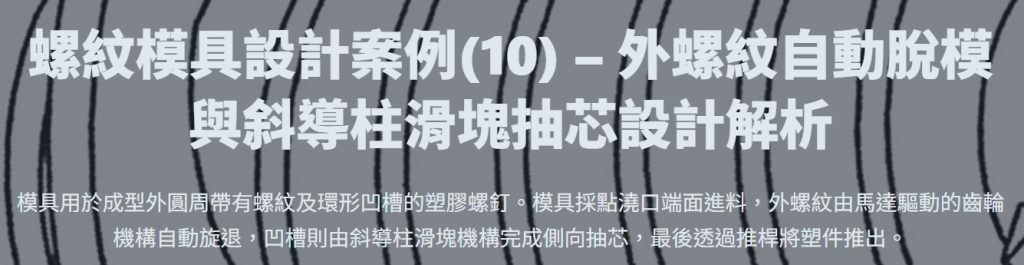
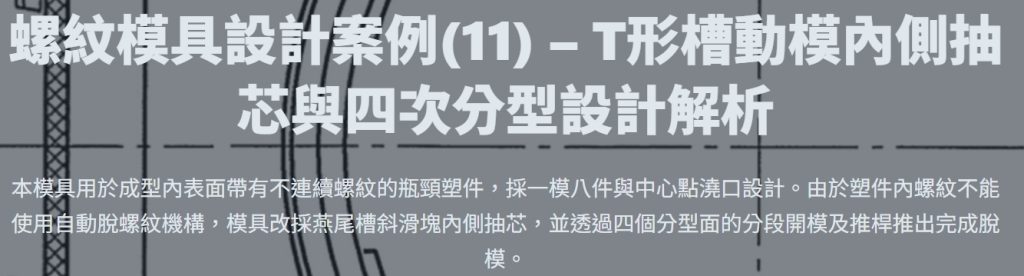
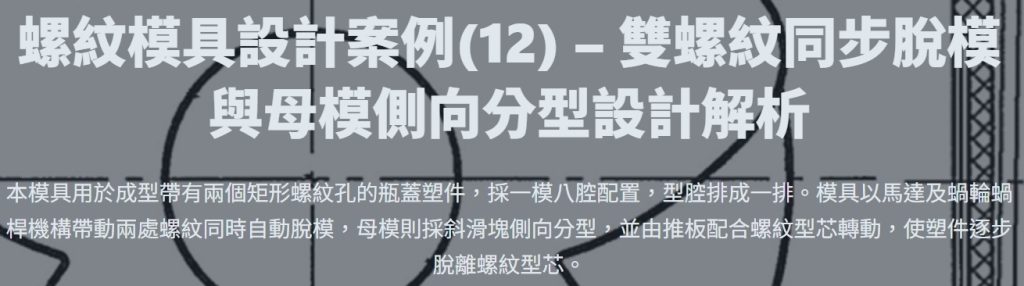
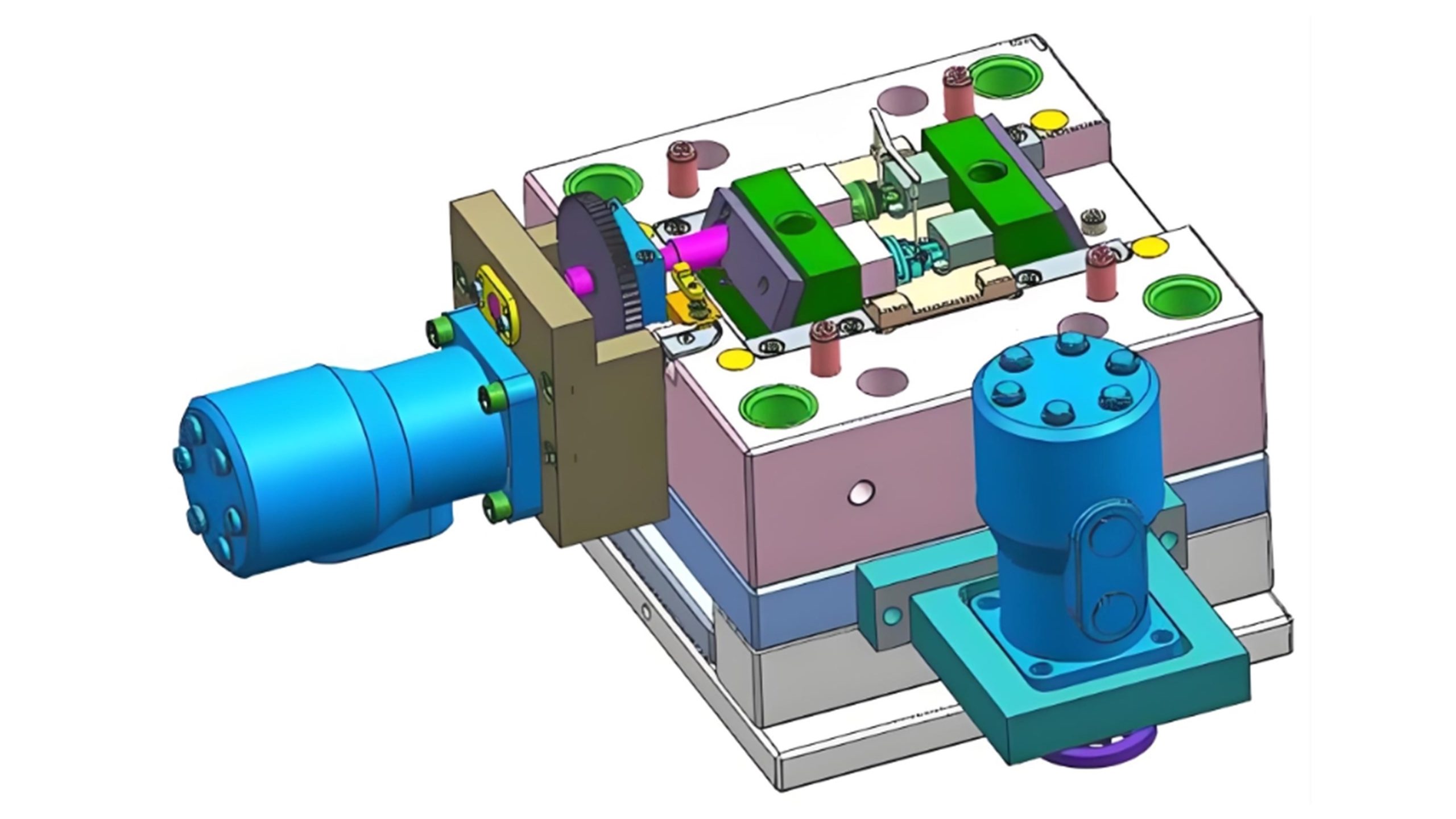
(2-2) 絞牙模具|螺紋模具|螺紋抽芯機構-模具設計案例
以下的模具設計案例將針對絞牙模具的結構配置、作動原理與設計重點進行說明,幫助各位了解螺紋塑膠件在模具開發時,如何依產品螺紋方向、牙距、深度及脫模空間,選擇合適的螺紋抽芯方式。(按圖連結文章)