
內容目錄
1. 螺紋抽芯機構
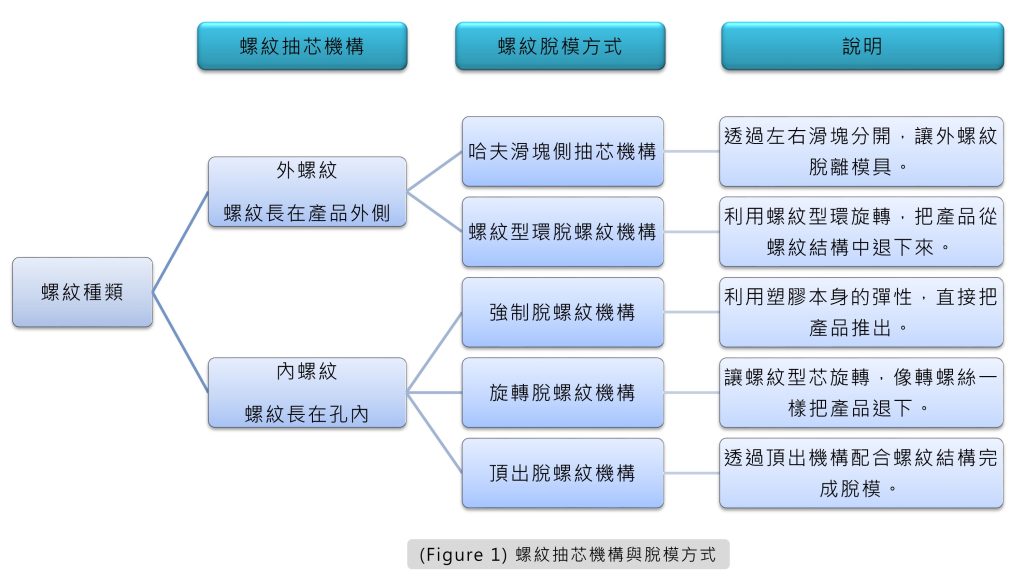
塑膠製品的螺紋模具,又常稱為絞牙模具或 Unscrewing Mold,主要應用於瓶蓋、管件、螺母等具有內螺紋或外螺紋結構的塑膠零件生產。由於螺紋結構在模具中屬於「倒扣」特徵,成型後無法以一般直線頂出方式脫模,因此必須搭配特殊的脫螺紋機構,才能順利將成品取出。常見的螺紋種類與對應脫出機構,可參考(Figure 1)。
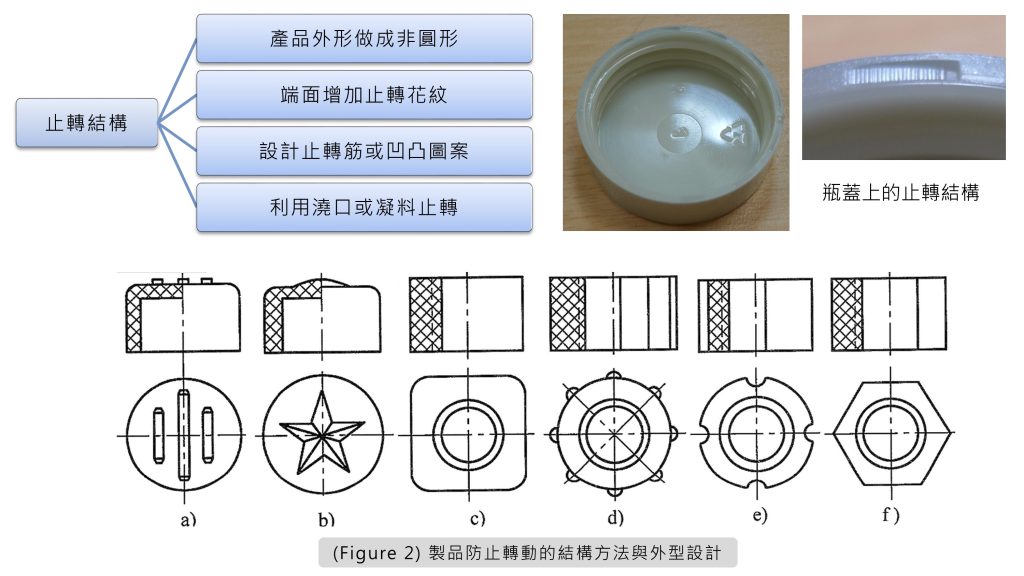
在旋轉脫螺紋機構中,螺紋型芯或型環必須和產品產生相對旋轉,產品才能順利脫出。如果型芯在轉,產品也跟著一起轉,就會變成「空轉」,螺紋無法退出。因此,產品必須設計止轉結構,也就是防止產品跟著螺紋型芯一起旋轉。常見止轉方式如(Figure 2)所示。
(1-1) 螺紋脫模扭矩的計算
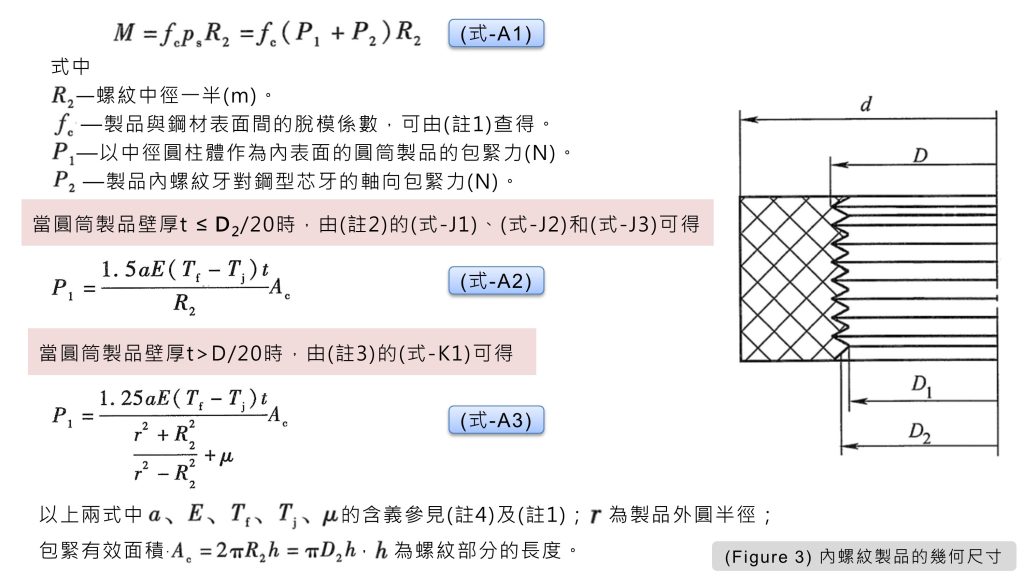
螺紋脫模時,模具需要克服產品包住螺紋型芯的力量。可以假設產品對螺紋型芯的《總包緊力 P》,作用在螺紋中徑的圓柱面上。
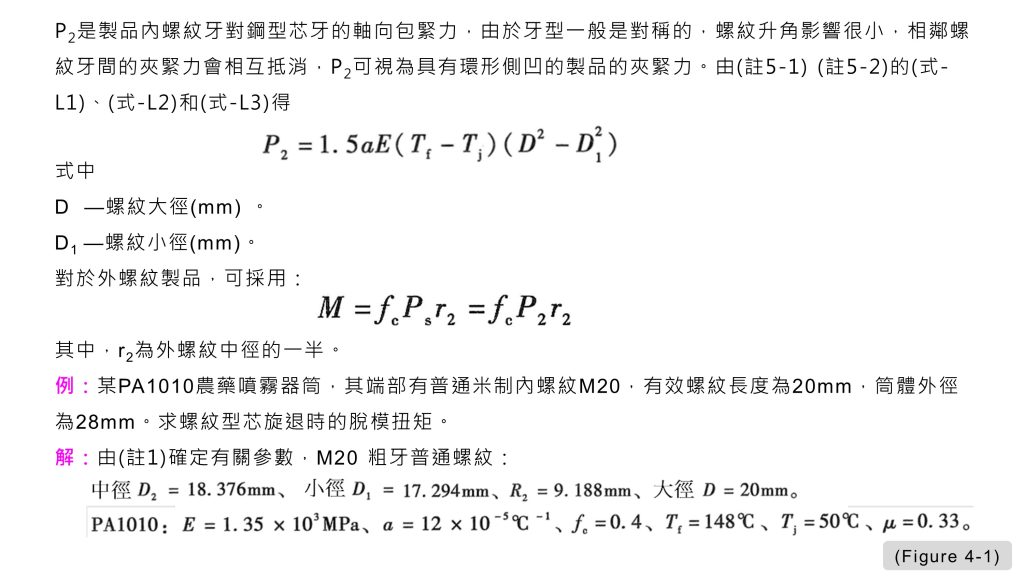
簡單來說,包得越緊、螺紋越深、摩擦越大,需要的旋轉力量就越大。這個旋轉力量就是脫模扭矩,相關示意如(Figure 3) 、(Figure 4-1) 、 (Figure 4-2)所示。
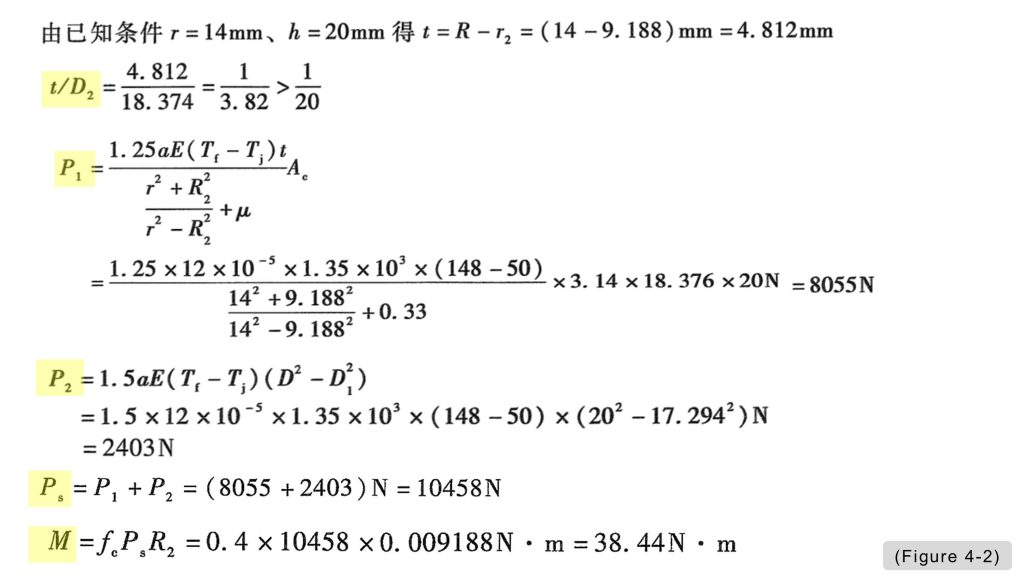
(1-2) 螺紋脫模功率的計算
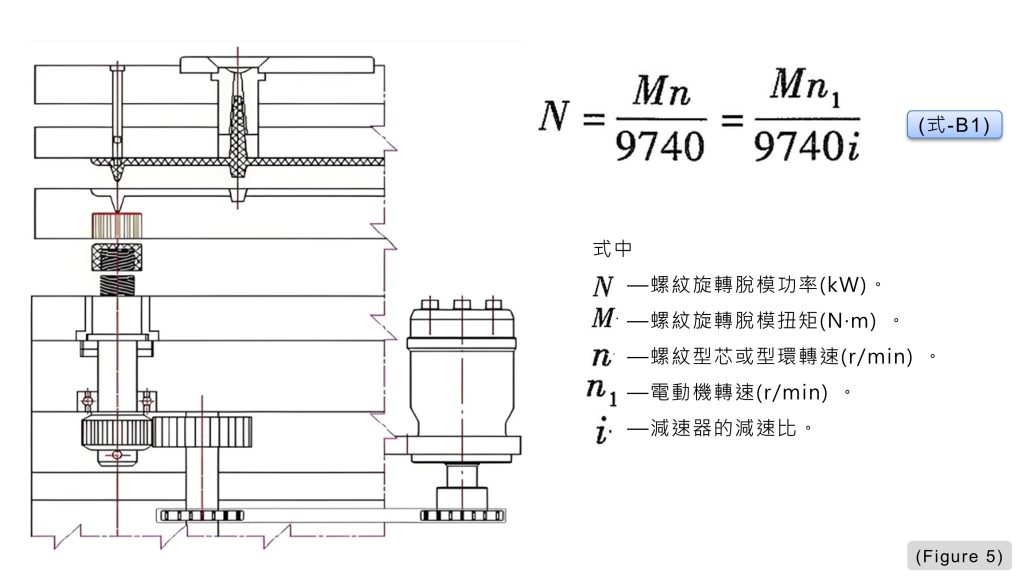
當脫模扭矩計算完成後,還需要依照旋轉速度計算所需功率。白話來說,扭矩代表「轉得動的力量」,功率則代表「在一定時間內完成旋轉脫模所需的能力」。旋轉越快、阻力越大,需要的功率就越高。相關計算可參考(Figure 5)。
2. 強制脫螺紋
強制脫螺紋是利用塑膠在脫模溫度下仍具有彈性的特性,直接將產品從螺紋型芯或型環上推出。內螺紋產品在推出時會被短暫撐大;外螺紋產品則會被短暫壓縮。等產品離開螺紋型芯後,再靠材料本身的彈性恢復形狀。這種方式的模具結構比較簡單,但不是所有螺紋都適合。
(2-1) 強制脫螺紋的適用條件
適合強制脫螺紋的產品,通常要符合以下條件:
- (a) 螺紋精度要求不高。
- (b) 材料本身有彈性。
- (c) 螺牙側面有足夠斜度。
- (d) 螺紋倒扣量不能太大。
- (e) 最好採用圓牙或較圓滑的螺紋形狀。
如果是矩形螺紋或接近矩形的螺牙,強制推出時容易把螺牙剪斷。若是標準三角牙螺紋,因為牙尖較薄,強制脫模時也容易變形、刮傷,甚至造成牙尖缺損。
(2-2) 常見強制脫模方式
如下所示,強制脫螺紋一般可分為兩種。這類方式常用於 PE、PP 等彈性較好的塑膠材料。一般建議倒扣長度《H ≤ 0.8 mm》。
- (a) 利用塑膠塑性變形強制脫模。
- (b) 利用橡膠彈性變形強制脫模。
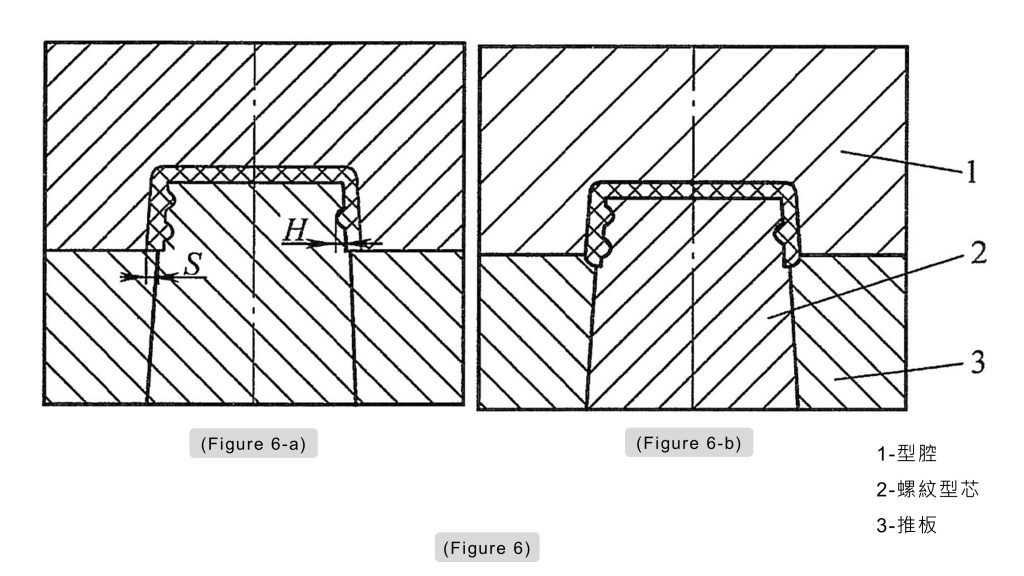
設計時,應盡量使用(Figure 6-a)所示的平面作為頂出面,並讓頂出段《S ≥ 0.8 mm》。應避免使用(Figure 6-b)所示的圓弧端面作為頂出面,因為圓弧面容易打滑,導致產品不易推出。
(2-3) 矽橡膠螺紋型芯強制脫模
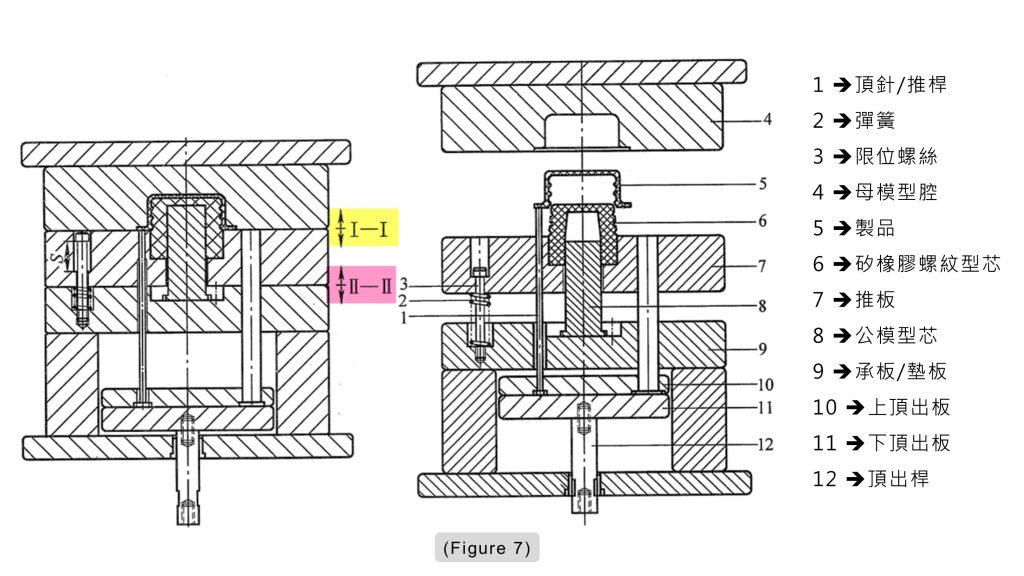
(Figure 7)所示為利用矽橡膠彈性變形的強制脫模機構。開模時,分型處《I-I》先打開,避免產品黏在母模上。接著分型處《II-II》打開,《公模鑲件8》逐漸退出矽橡膠《螺紋型芯6》,讓矽橡膠型芯有空間向內收縮。最後再由頂針將產品推出。
這種結構的優點是模具簡單,但缺點是矽橡膠螺紋型芯壽命較短,因此較適合小批量生產。
3. 活動螺紋型芯或型環的形式
產品上的內螺紋孔,通常由螺紋型芯成型;產品上的外螺紋,則由螺紋型環成型。活動式螺紋型芯或型環可以在成型後自動或手動取出,操作上比較靈活,適合部分中小型產品。
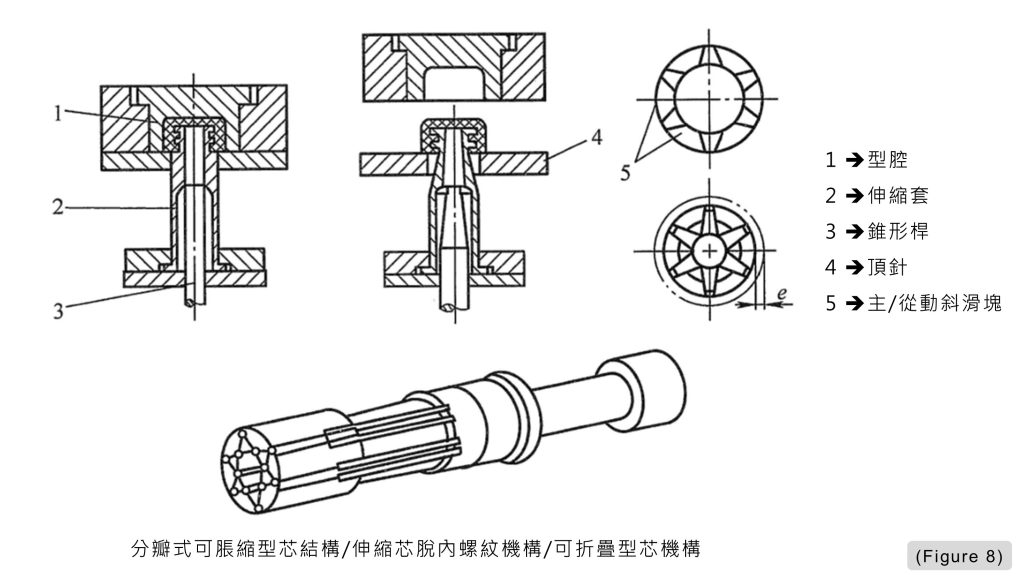
(3-1) 分瓣式可脹縮型芯
(Figure 8)所示為分瓣式可脹縮型芯,常用於中小型產品的內螺紋成型。它的原理是利用組合式型芯,中間有一支錐形桿。當錐形桿插入時,周圍各瓣型芯會被撐開並排列成完整圓形,螺紋加工在外表面,用來成型產品的內螺紋。
成型完成後,先抽回中心錐形桿,各瓣型芯因彈性向內縮回,與產品螺紋分離。《縮回距離為 e》,之後再配合推件板將產品推出。這種結構也可以用來成型其他內側凹槽,但缺點是產品內表面可能會留下少量拼合線痕跡。
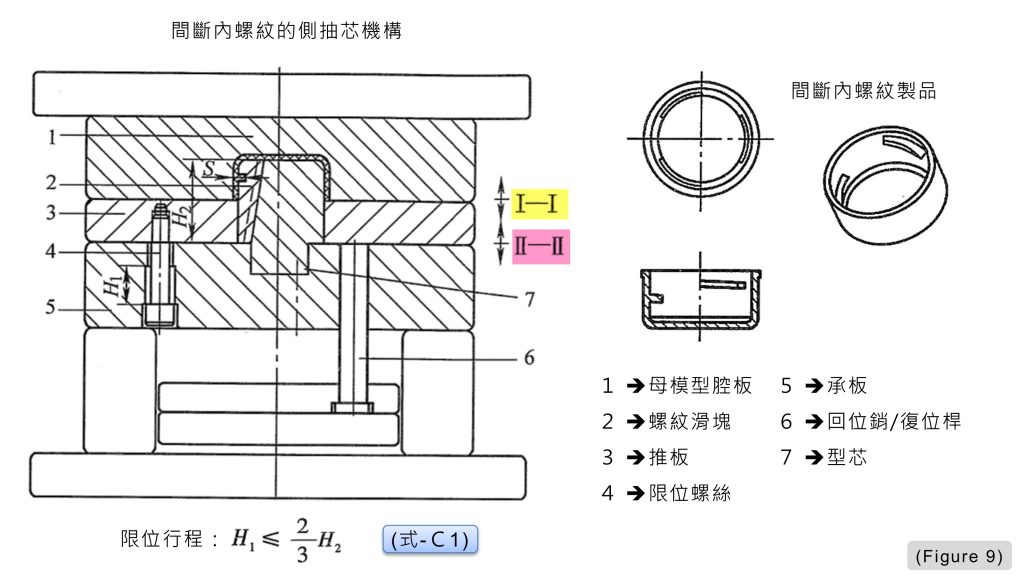
(3-2) 間斷內螺紋側抽芯機構
(Figure 9)所示為間斷內螺紋的側抽芯機構。當產品的內螺紋不是完整一圈,而是在圓周上分成三個局部段時,可以在模具內設計三個內抽滑塊。
開模時,公模與母模先在《I-I》處分型,產品脫離《母模型腔板1》。接著《推板3》與《承板5》在《II-II》處開模,《型芯7》的 T 形槽會帶動《螺紋滑塊2》向中心移動,使其逐漸脫離產品倒扣。最後由推板推出產品。
設計時要注意,《螺紋滑塊2》不能完全脫離《主型芯7》,限位行程可參考(Figure 9)的《式-C1》。同時,主型芯直徑要夠大,才能容納螺紋滑塊。
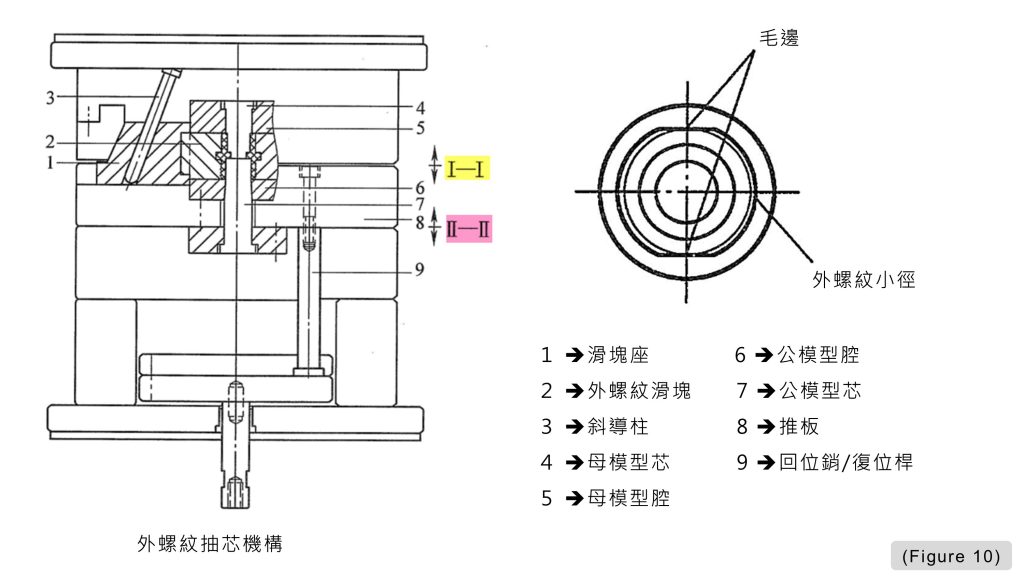
(3-3) 外螺紋抽芯機構
(Figure 10)所示為外螺紋抽芯機構。開模時,公模與母模先在《I-I》處分開,《母模型芯4》與《母模型腔5》逐漸脫離產品。同時,固定在定模側的《斜導柱3》帶動《滑塊座1》,使《外螺紋滑塊2》向外抽芯。當抽芯完成後,《復位桿9》推動《推板8》,由公模《型腔6》將產品推出。
這種結構屬於瓣合模抽芯機構,也就是常說的哈夫滑塊模具。它的優點是結構簡單、生產效率高;缺點是精度較差,螺紋分模處可能產生毛邊或段差。若擔心毛邊影響裝配,可在外螺紋處設計兩小段平面,降低裝配干涉。
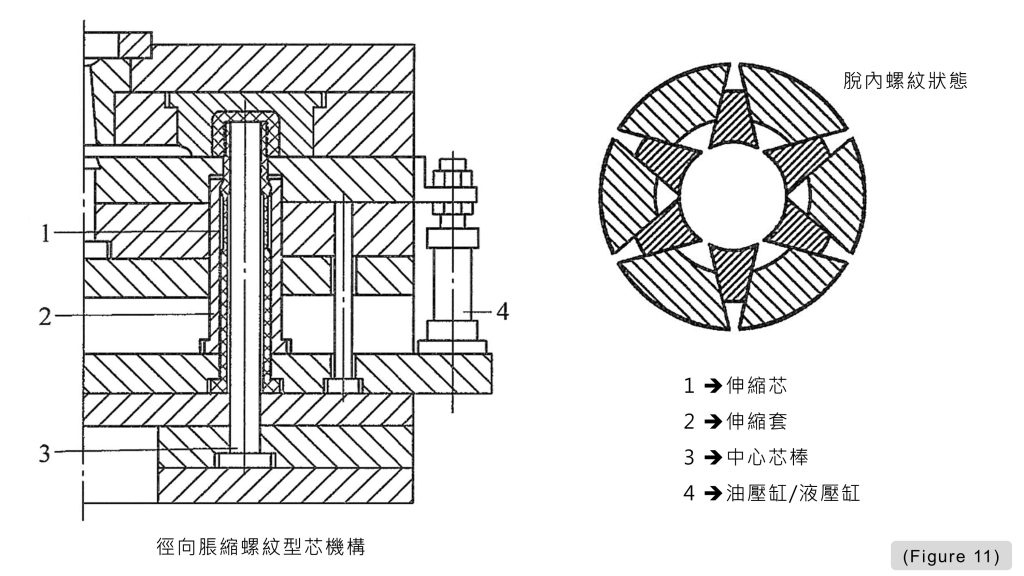
(3-4) 徑向脹縮螺紋型芯機構
(Figure 11)所示為徑向脹縮螺紋型芯機構。伸縮套的成型部分被切成多片縱向條片,具有彈性,可以自行收縮。當中心芯棒插入時,伸縮套被撐開,形成完整內螺紋。當中心芯棒退出後,伸縮套向內收縮,再由推板推出產品與澆注系統凝料。對於連續內螺紋,也可以採用這類徑向內縮式抽芯機構。
4. 手動脫螺紋機構
手動脫螺紋的生產效率較低,但模具結構簡單、製作成本較低,適合小批量生產或試產產品。手動脫螺紋一般可分為:
- (a) 模內手動脫螺紋機構。
- (b) 模外手動脫螺紋機構。
(4-1) 模內手動脫螺紋型芯
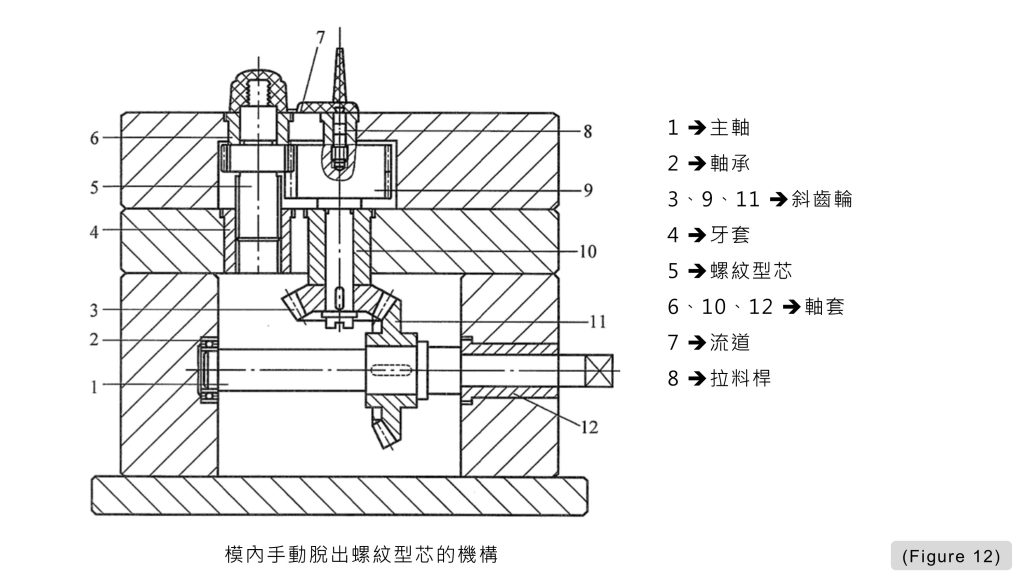
(Figure 12)所示為模內手動脫螺紋型芯機構。開模後,操作人員搖動《主軸1》,透過《斜齒輪3、9、11》傳動,使《螺紋型芯5》一邊旋轉,一邊沿軸向移動退出產品。
此時,產品壓在《軸套6》端面上,並依靠側澆口防止產品跟著螺紋型芯轉動。同時,《拉料桿8》在《斜齒輪9》帶動下後移,讓《螺紋型芯5》與《拉料桿8》同時脫離產品。
設計時要特別注意:《螺紋型芯5》非成型端的螺距與旋出方向,必須和成型端一致,否則產品可能被拉壞或扭壞。
(4-2) 手動旋轉脫螺紋機構
(Figure 13-a)所示為手動旋轉脫螺紋機構。開模後,操作《手輪轉動軸1》,帶動《螺紋型芯7》旋轉,產品沿軸向退出。由於《彈簧4》的力量,《活動型芯6》會與產品同步右移,並把產品推離《螺紋型芯7》。
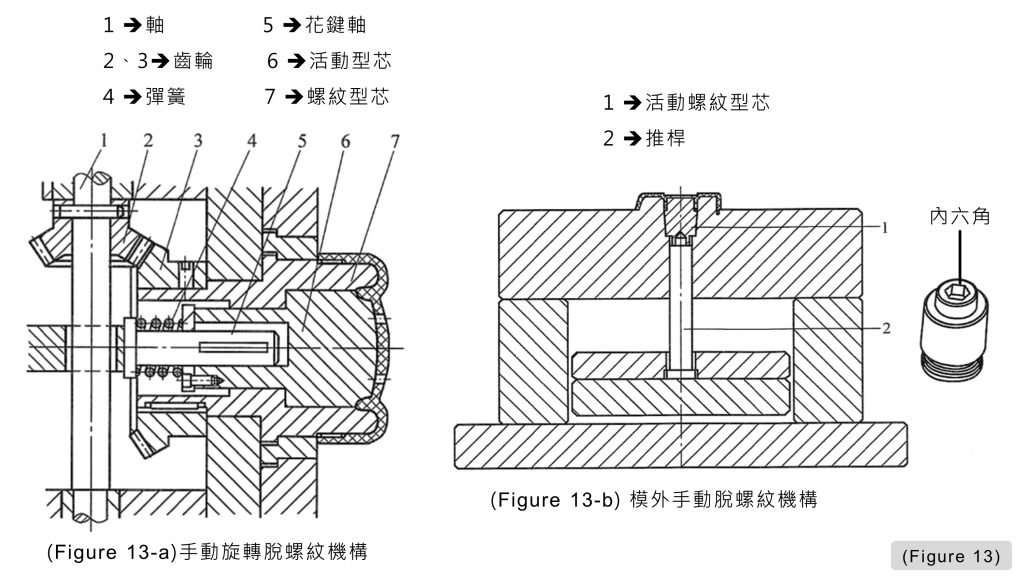
(4-3) 模外手動脫螺紋機構
(Figure 13-b)所示為模外手動脫螺紋機構。推出時,《頂針2》將《活動螺紋型芯1》連同產品一起推出。之後再由人工將活動螺紋型芯從產品上旋出。
為了方便操作,通常會在《活動螺紋型芯1》下方加工內六角,讓操作人員可用扳手直接旋出。
(4-4) 端面止轉花紋手動脫模
(Figure 14-a)所示為利用端面止轉花紋脫模的手動脫螺紋機構。開模後搖動手柄,透過錐齒輪帶動螺紋型芯旋轉。端面止轉推件板在彈簧作用下,跟著產品移動,直到產品脫出。限位螺絲則用來控制推板的最終位置。
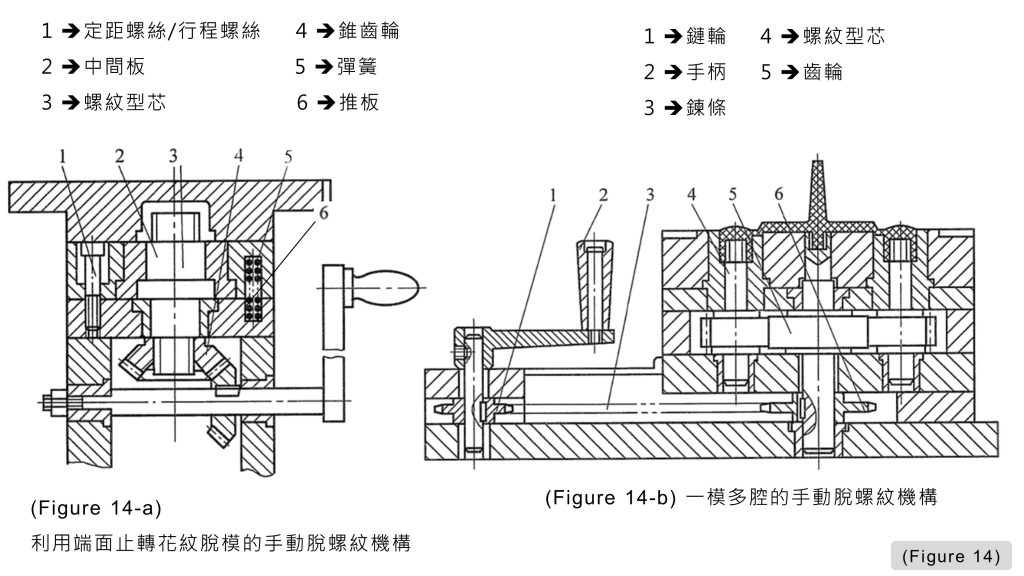
(4-5) 一模多腔手動脫螺紋機構
(Figure 14-b)所示為一模多腔手動脫螺紋機構。開模時,內螺紋產品依靠澆注系統凝料止轉,並沿軸向退出。需要注意的是,產品內螺紋與冷料穴螺紋方向必須相反,才能順利脫模。
5. 彈板式螺紋抽芯機構
彈板式螺紋抽芯機構,是利用彈簧推動推板,配合螺紋型芯旋轉,讓產品沿軸向逐漸退出。
(5-1) 彈板式螺紋抽芯機構一
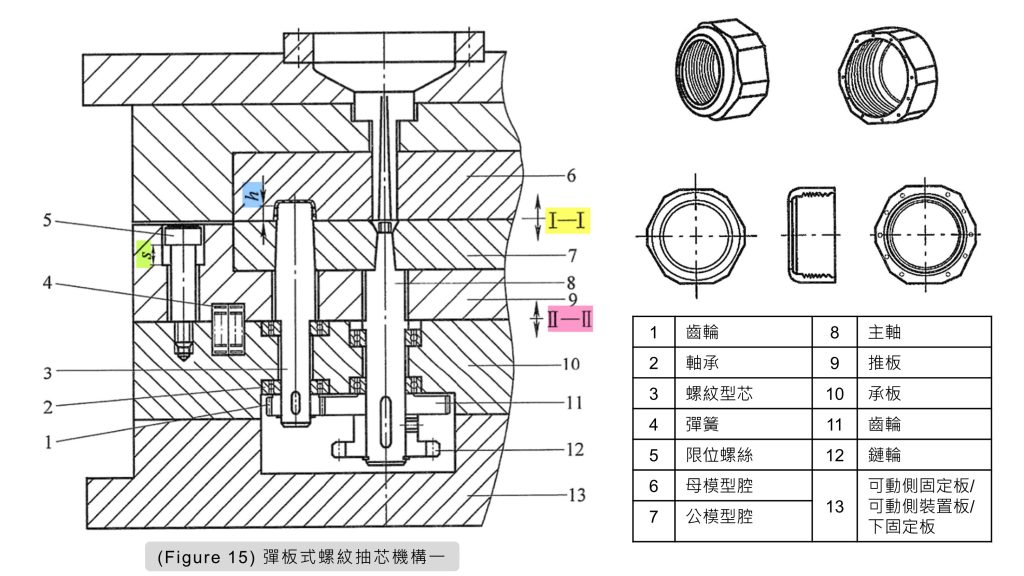
(Figure 15)所示為彈板式螺紋抽芯機構一。模具先從公、母模《I-I》分型處打開,產品脫離母模型腔。接著由動力源帶動《鏈輪12》,再帶動《齒輪11》與《齒輪1》轉動,使《螺紋型芯3》開始旋轉。
同時,《推板9》在《彈簧4》的彈力作用下,使分型面《II-II》分開,推動產品沿軸向移動,讓產品逐漸脫離《螺紋型芯3》。由於止轉結構較淺,產品脫離後可依靠重力自動離開推板。
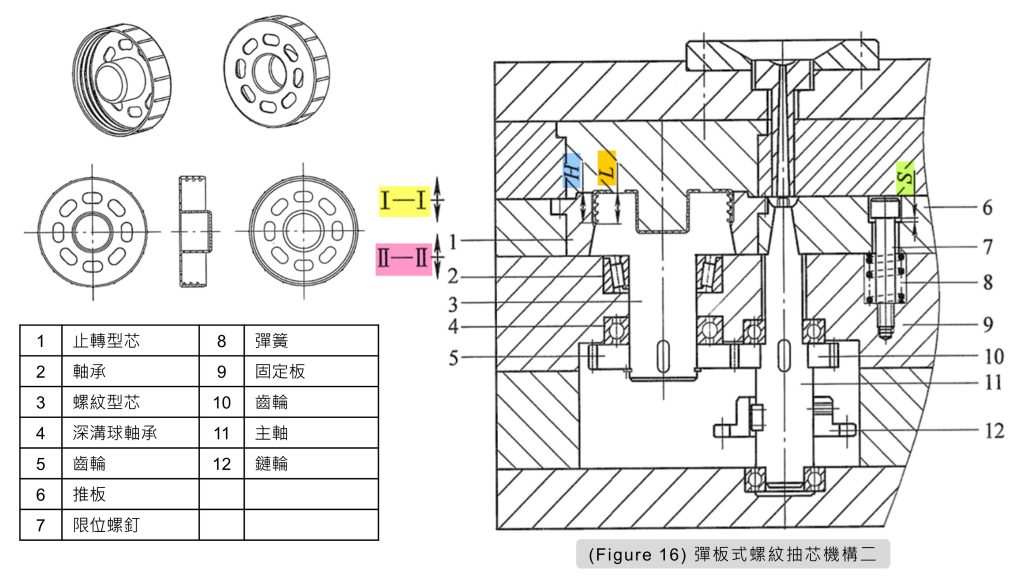
(5-2) 彈板式螺紋抽芯機構二
(Figure 16)所示為彈板式螺紋抽芯機構二。模具同樣先從《I-I》分型處打開,使產品脫離母模型腔。接著由動力源帶動《鏈輪12》,再帶動《齒輪10》與《齒輪5》轉動,使《螺紋型芯3》旋轉。
同時,《推板6》在《彈簧8》的作用下推動產品沿軸向移動,讓產品脫離《螺紋型芯3》。當《止轉花紋深度H = L》時,產品即可自動脫離螺紋型芯。
✰✰✰ 附註 ✰✰✰
以下是文章內的附註說明






✰✰✰ 其他參考資料及文章 ✰✰✰
(✰) 螺紋抽芯與脫螺紋模具機構介紹與模具設計指南
螺紋連接具有結合可靠、拆卸方便、不易損傷連接件,且可重複拆裝使用等優點,因此廣泛應用於各類塑膠製品中。由於塑膠件常設計內螺紋或外螺紋結構,模具設計時需依產品螺紋形式、使用需求與脫模條件,規劃合適的螺紋成型方式及脫模機構。(按圖連結文章)
(✰) 模具可折疊型芯機構 (按圖超連結)
可折疊型芯機構(Collapsible Core)是一種特殊脫模結構,常用於塑膠射出或壓鑄模具中。當產品具有整圈內側倒扣、深螺紋或環形凹槽時,型芯可在開模時向內收縮,使瓶蓋、管接頭等零件順利脫模,避免強行頂出造成變形、刮傷或模具損壞。(按圖連結文章)

✰✰✰ 參考文獻及資料下載 ✰✰✰
● 【壓縮檔裡的檔案內容】
播放清單裡面的教學影片是2013年以前的設計教學(中國大陸的教材)。因此,影片中所使用的軟體版本都是舊版。雖然這是舊的軟體版本,但是模具設計的概念和拆模方法仍然適用,主要的區別在於軟體的操作介面和指令有所不同。我以前做模具設計時,是用Proe拆模,但是Proe在模具設計這方面的教學資源較少,所以那時我是看著UG的影片,找Proe相類似的指令去練習拆模。




