
內容目錄
6. 齒輪齒條脫螺紋模具機構
螺紋模具齒輪齒條脫螺紋機構,是利用開模時的直線運動,透過齒條帶動齒輪旋轉,再讓螺紋型芯旋轉退出產品。簡單來說,就是把「開模的直線動作」轉換成「螺紋型芯的旋轉動作」。這種機構模內結構較複雜,但生產效率高,適合自動化生產,因此在實務上應用相當普遍。
(6-1) 齒輪齒條脫螺紋機構一
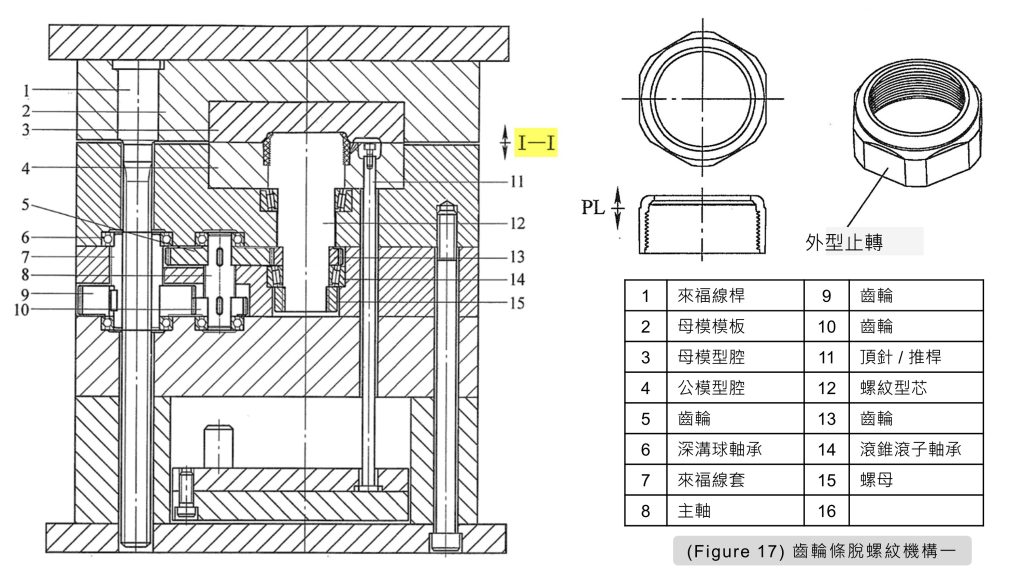
(Figure 17)所示為齒輪齒條脫螺紋機構一,適用於產品外部有止轉結構、內部有螺紋的情況。
開模時,模具先從《I-I》分型處打開。安裝在《母模模板2》上的《來福線桿1》帶動《來福線套7》轉動。來福線套再透過鍵帶動《齒輪9》、《齒輪10》、《主軸8》、《齒輪5》與《齒輪13》轉動,最後帶動《螺紋型芯12》依照旋出方向旋轉。
產品因為外形有止轉設計,所以不會跟著螺紋型芯一起旋轉,能夠逐漸脫離《螺紋型芯12》。脫螺紋完成後,再由《頂針11》推出流道凝料。
(6-2) 齒輪齒條脫螺紋機構二
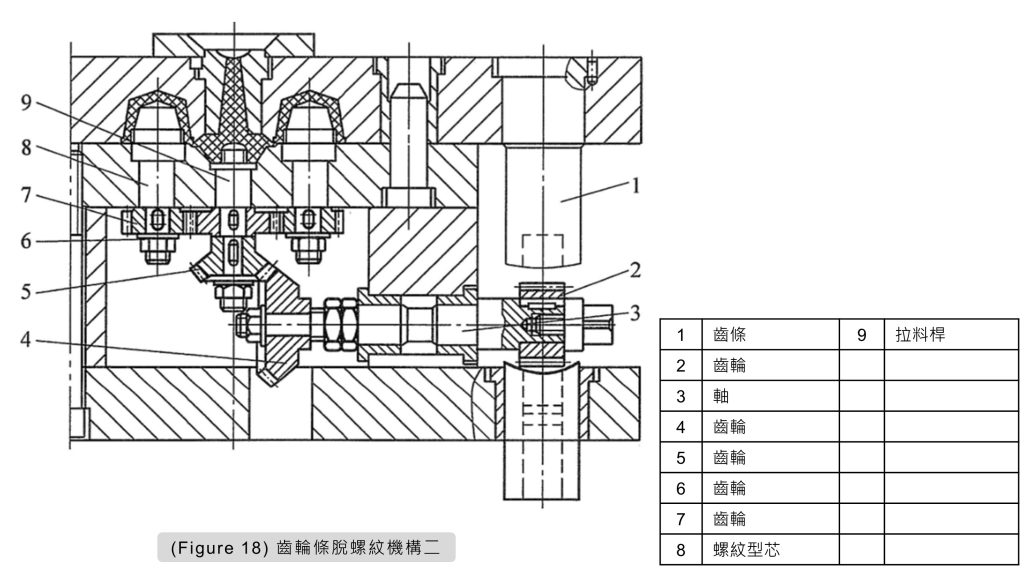
(Figure 18)所示為齒輪齒條脫螺紋機構二。開模時,《齒條1》帶動《齒輪2》,透過《軸3》與《齒輪4、5、6、7》傳動,使螺紋型芯依照旋出方向旋轉。拉料桿也會同步轉動,使產品與澆口同時脫出。
此機構中,產品主要依靠澆口止轉。若需要,也可以透過《軸3》改為手動操作。設計時要注意,《螺紋型芯8》與《拉料桿9》上的螺紋方向必須一致,且兩者螺距應相等,否則會造成產品拉傷或脫模不順。
7. 馬達脫螺紋模具機構
馬達脫螺紋機構通常使用低速大扭矩馬達。這類馬達的特點是轉矩大、轉速範圍寬、調速穩定、低速運轉平順,並且具有較好的超載保護能力。加上效率高、壽命長、體積小、重量輕,因此很適合安裝在射出模具上,與射出機動作配合。
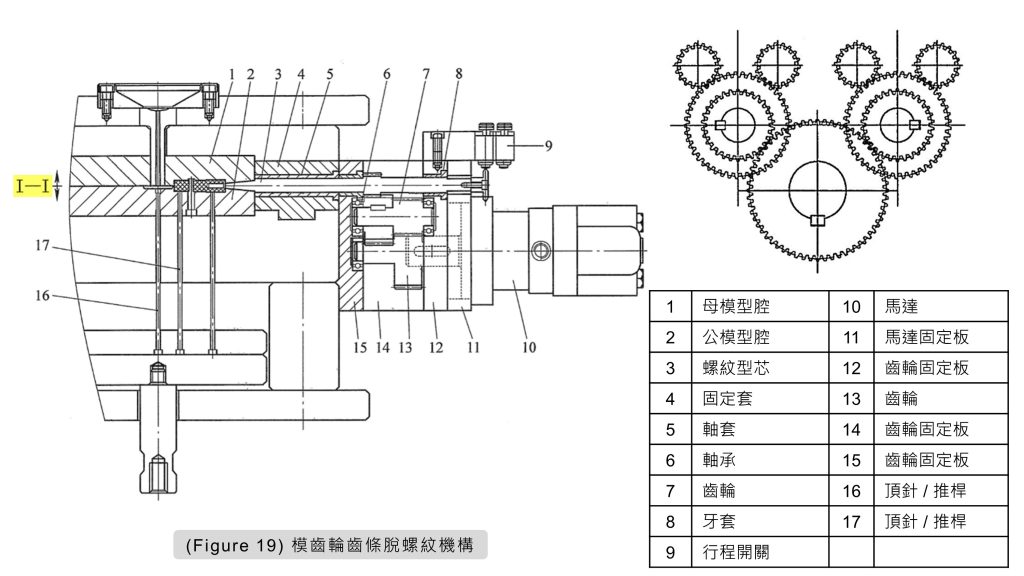
母模側馬達脫螺紋機構(Figure 19)所示為母模齒輪齒條脫螺紋機構,也是一種馬達脫螺紋機構。開模前,《馬達10》先帶動《齒輪13》旋轉,再依序帶動《齒輪7》與《螺紋型芯3》轉動。《螺紋型芯3》的非成型段在《牙套8》內旋轉,同時沿軸向移動,讓螺紋逐漸退出產品。
脫螺紋完成後,模具再從《I-I》分型面打開,最後由《頂針16》、《頂針17》推出流道凝料與產品。這種方式的優點是動作穩定,適合需要自動化脫螺紋的產品。
8. 電動機脫螺紋模具機構
電動機脫螺紋機構,是以電動機作為動力源,透過齒輪、鏈條與鏈輪傳動,帶動螺紋型芯旋轉,使產品脫離螺紋。
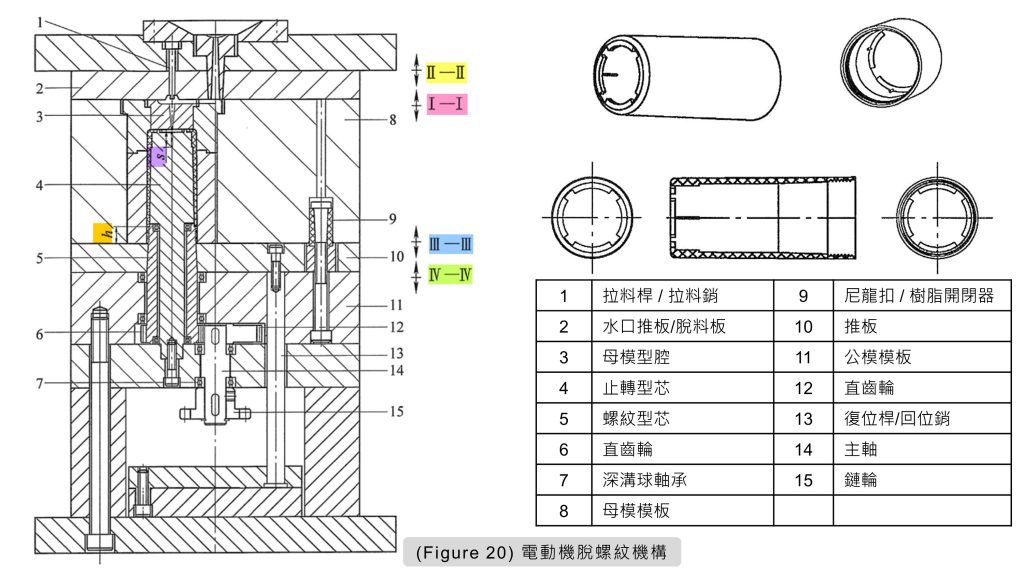
不過,這類機構不太容易精準限位,也比較難與射出機的動作指令完全配合,因此通常用在對開模時間要求不高的場合。(Figure 20)所示為電動機脫螺紋機構,適用於內螺紋產品內部頂面具有止轉結構的情況。
由於《尼龍扣9》的作用,加上《拉料桿1》拉住流道凝料,模具會先從《I-I》分型處打開,使固化的流道凝料與產品分離。
當開模空間足夠取出流道凝料時,透過限位桿限制開模距離。模具繼續開啟時,《II-II》處打開,《脫料板2》彈開一段距離,將流道凝料從《拉料桿1》上強制脫下。接著,當開模力足以克服《樹脂開閉器9》的鎖緊力時,模具從《III-III》處分開,產品脫離母模型腔。
開啟一段距離後,動力源帶動《鏈輪15》轉動,再透過《直齒輪12》與《齒輪6》,使螺紋《型芯5》旋轉。產品則依靠《止轉型芯4》防止旋轉,並逐漸脫離推板與《螺紋型芯5》。
因為產品型腔較深,脫出螺紋後仍會掛在《止轉型芯4》上,最後由《推板10》推出產品。模具在《IV-IV》處分開後,產品即可落下。
9. 液壓缸齒條脫螺紋模具機構
液壓缸齒條脫螺紋機構,是利用液壓缸推動齒條,再由齒條帶動齒輪旋轉,讓螺紋型芯退出產品。這種機構的優點是推力大、動作穩定,適合需要較大脫模力量的螺紋產品。
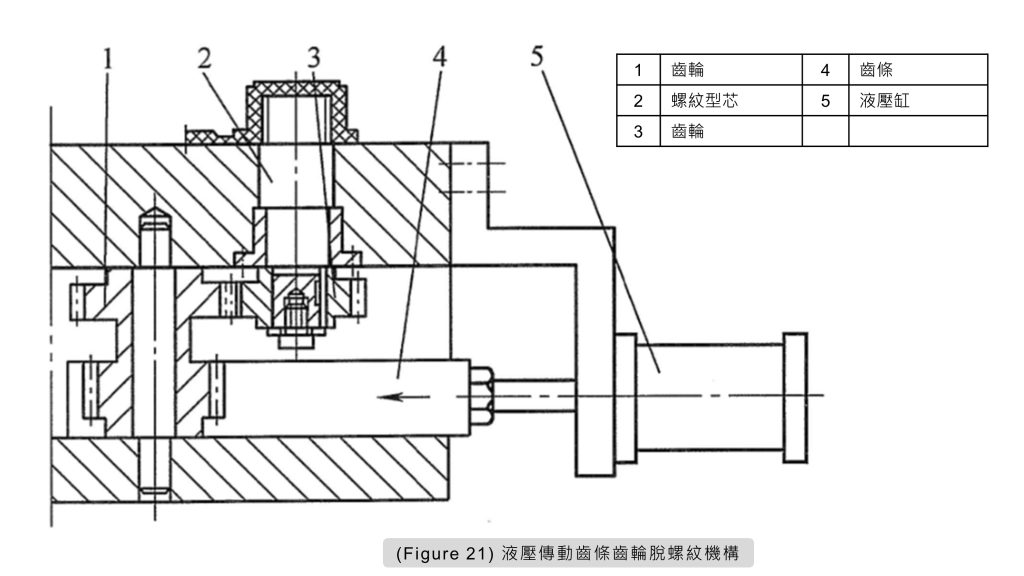
(9-1) 液壓傳動齒條齒輪脫螺紋機構
(Figure 21)所示為液壓傳動齒條齒輪脫螺紋機構。開模後,《液壓缸5》的活塞桿推動《齒條4》,齒條再透過《齒輪1》與《齒輪3》傳動,使《螺紋型芯2》依照旋出方向旋轉。產品依靠澆注系統凝料止轉,並沿軸向逐漸退出。
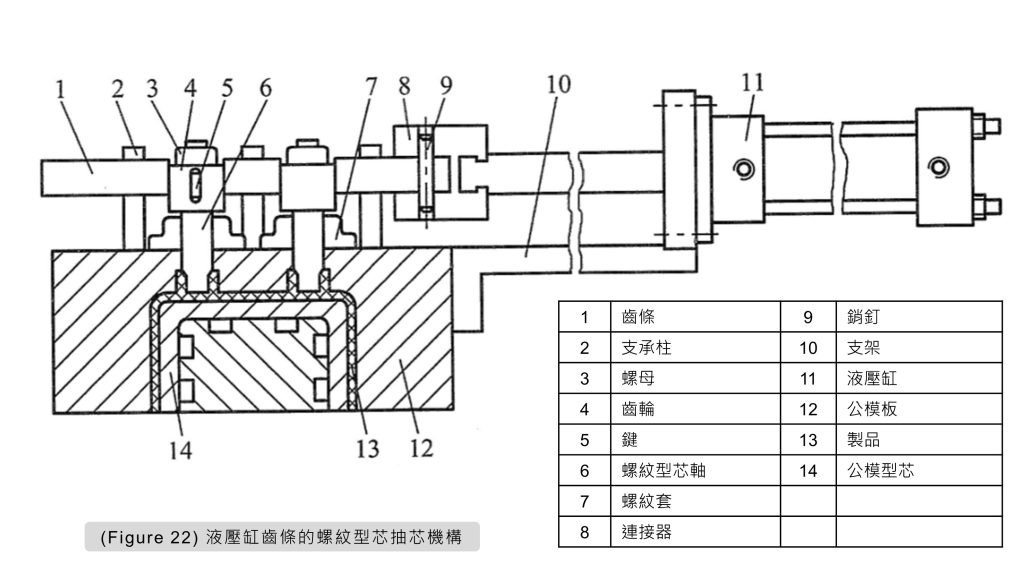
(9-2) 液壓缸齒條螺紋型芯抽芯機構
(Figure 22)所示為液壓缸齒條螺紋型芯抽芯機構。開模前,《液壓缸11》透過《齒條1》帶動與其嚙合的《齒輪4》,再由《齒輪4》帶動《螺紋型芯軸6》旋轉。
《螺紋型芯軸6》會以《螺紋套7》上的螺紋作為導向,一邊旋轉一邊移動。需要注意的是,螺紋套上的螺距必須與螺紋型芯的螺距相同,否則會造成螺紋干涉,甚至損壞產品。當內螺紋完全脫出後,模具再開模,最後由公模推出機構將產品推出。
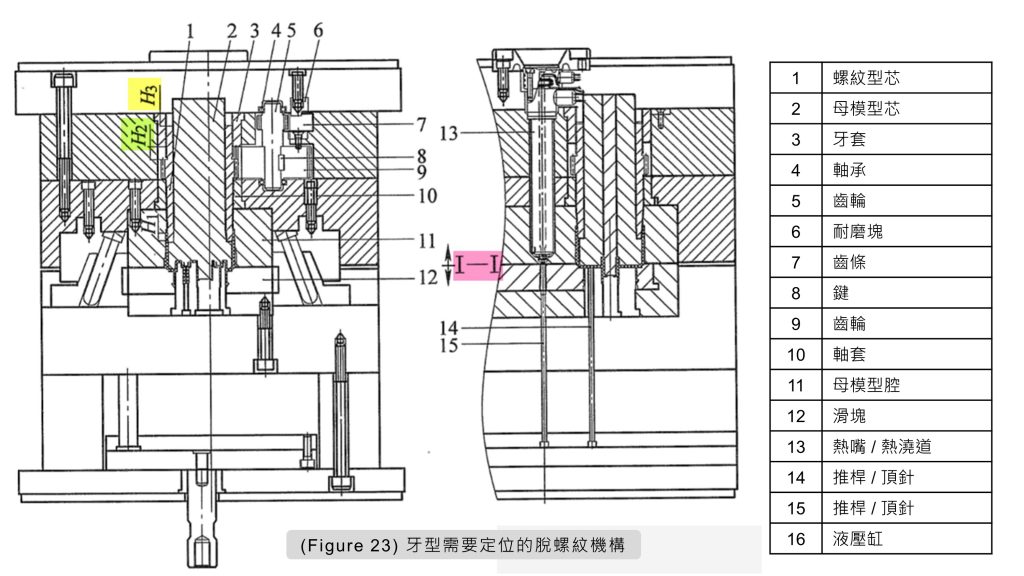
10. 牙型需要定位的脫螺紋模具機構
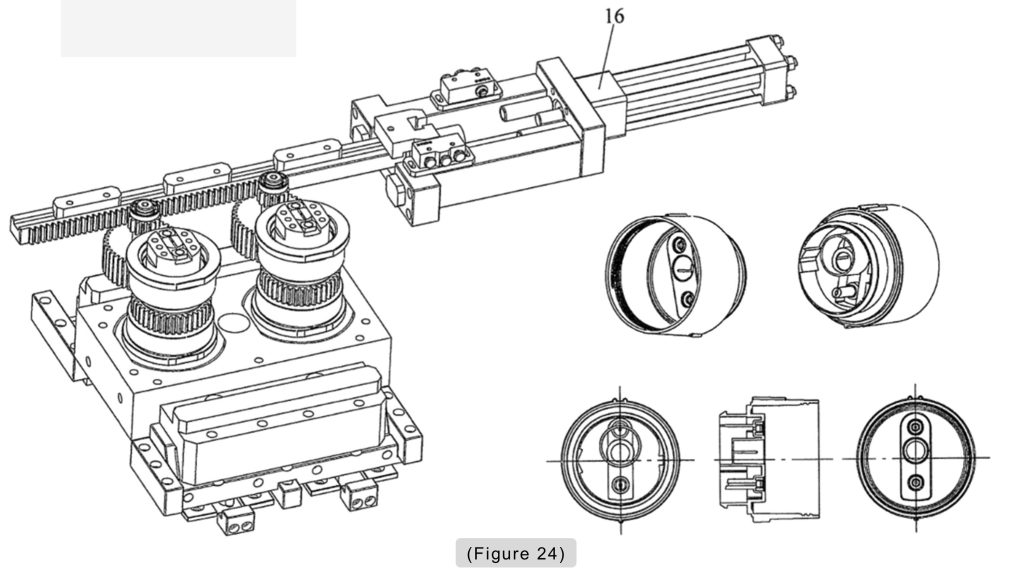
有些產品的螺紋牙型需要固定在特定位置,不能隨機停止。這時就需要設計具有定位功能的脫螺紋機構。(Figure 23)、(Figure 24)所示為牙型需要定位的脫螺紋機構。
開模前,由《液壓缸16》抽動《齒條7》,再依序帶動《齒輪5》、《齒輪9》與《螺紋型芯1》旋轉。《螺紋型芯1》的非成型段在《牙套3》內旋轉並作軸向移動,逐漸脫離產品螺紋。
脫螺紋完成後,模具從《I-I》分型面開模,接著開始抽芯。抽芯完成後,再由《頂針14》與《頂針15》推出流道凝料及產品。
此機構的設計重點:這類齒輪齒條脫螺紋機構屬於母模側脫螺紋機構,因此母模厚度通常會增加。母模變厚後,流道長度也會變長。一般建議流道長度小於 100 mm,否則容易造成較大的壓力損失。若流道過長,通常建議搭配熱流道系統,降低射出壓力損失與材料浪費。
另外,因為《螺紋型芯1》在旋轉的同時,還需要在《牙套3》作用下沿軸向移動,所以牙套螺紋的螺距必須和產品螺紋的螺距一致。若螺距不同,產品螺牙可能會被拉傷或破壞。
11. 蝸輪脫螺紋模具機構
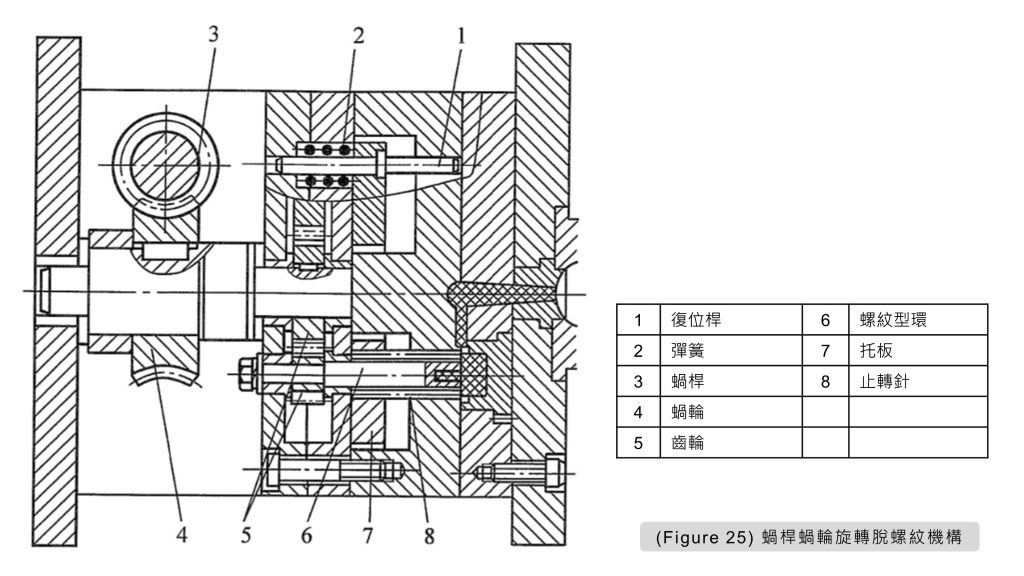
蝸輪蝸桿脫螺紋機構,是利用蝸桿帶動蝸輪或齒輪旋轉,再驅動螺紋型環完成脫模。這種機構適合需要穩定傳動、同步多腔脫螺紋的模具。(Figure 25)所示為電動機驅動的一模六腔蝸輪蝸桿旋轉脫模機構。
開模後,由《蝸桿》3驅動《齒輪5》,使《螺紋型環6》旋轉。在彈簧作用下,《止轉針8》會持續與螺紋產品同步右移,使產品沿軸向退出。蝸輪蝸桿機構的優點是傳動穩定、減速效果佳,適合多腔產品同步脫螺紋。不過結構相對複雜,加工與組裝精度也需要特別注意。
✰✰✰ 延伸閱讀 ✰✰✰
(✰) 螺紋抽芯與脫螺紋模具機構介紹與模具設計指南
螺紋連接具有結合可靠、拆卸方便、不易損傷連接件,且可重複拆裝使用等優點,因此廣泛應用於各類塑膠製品中。由於塑膠件常設計內螺紋或外螺紋結構,模具設計時需依產品螺紋形式、使用需求與脫模條件,規劃合適的螺紋成型方式及脫模機構。(按圖連結文章)
(✰) 模具可折疊型芯機構 (按圖超連結)
可折疊型芯機構(Collapsible Core)是一種特殊脫模結構,常用於塑膠射出或壓鑄模具中。當產品具有整圈內側倒扣、深螺紋或環形凹槽時,型芯可在開模時向內收縮,使瓶蓋、管接頭等零件順利脫模,避免強行頂出造成變形、刮傷或模具損壞。(按圖連結文章)

✰✰✰ 參考文獻及資料下載 ✰✰✰
● 【壓縮檔裡的檔案內容】
播放清單裡面的教學影片是2013年以前的設計教學(中國大陸的教材)。因此,影片中所使用的軟體版本都是舊版。雖然這是舊的軟體版本,但是模具設計的概念和拆模方法仍然適用,主要的區別在於軟體的操作介面和指令有所不同。我以前做模具設計時,是用Proe拆模,但是Proe在模具設計這方面的教學資源較少,所以那時我是看著UG的影片,找Proe相類似的指令去練習拆模。




