產品結構設計入門與設計指南

在日常生活中,我們每天都會接觸各式各樣的產品,例如手機、玩具、家電、燈具或醫療相關用品。這些產品看似只是外觀造型不同,但真正影響它們能不能正常使用、是否安全、是否方便操作的關鍵,往往藏在「產品結構設計」之中。
產品結構設計不像外觀設計那樣容易被看見,也不像功能操作那樣能直接感受,但它與產品品質密切相關。任何產品在正式生產前,都需要先思考零件如何組合、材料如何選用、使用時是否安全、產品是否方便操作等問題。這些內容,正是產品結構設計需要處理的範圍。
在日常生活中,我們每天都會接觸各式各樣的產品,例如手機、玩具、家電、燈具或醫療相關用品。這些產品看似只是外觀造型不同,但真正影響它們能不能正常使用、是否安全、是否方便操作的關鍵,往往藏在「產品結構設計」之中。
產品結構設計不像外觀設計那樣容易被看見,也不像功能操作那樣能直接感受,但它與產品品質密切相關。任何產品在正式生產前,都需要先思考零件如何組合、材料如何選用、使用時是否安全、產品是否方便操作等問題。這些內容,正是產品結構設計需要處理的範圍。
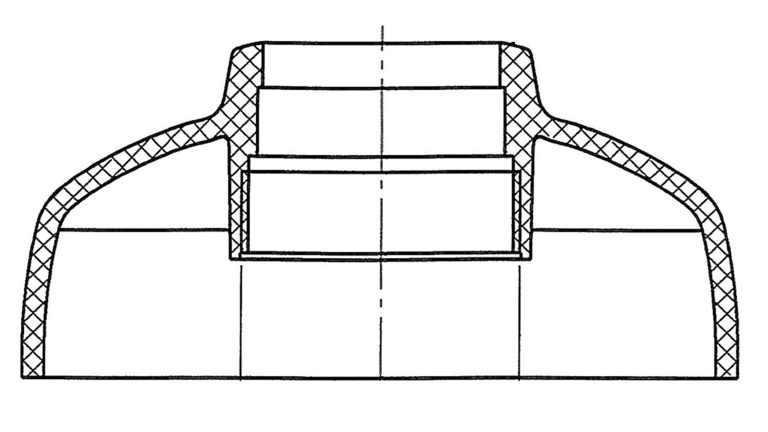
本模具用於成型帶有兩個矩形螺紋孔的瓶蓋塑件,採一模八腔配置,型腔排成一排。模具以馬達及蝸輪蝸桿機構帶動兩處螺紋同時自動脫模,母模則採斜滑塊側向分型,並由推板配合螺紋型芯轉動,使塑件逐步脫離螺紋型芯。
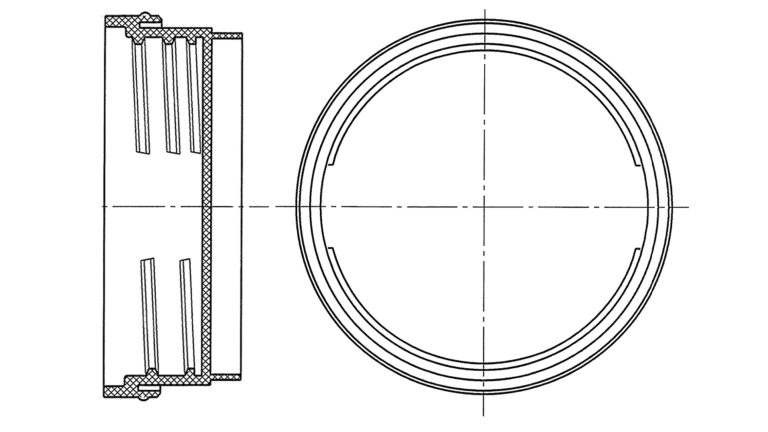
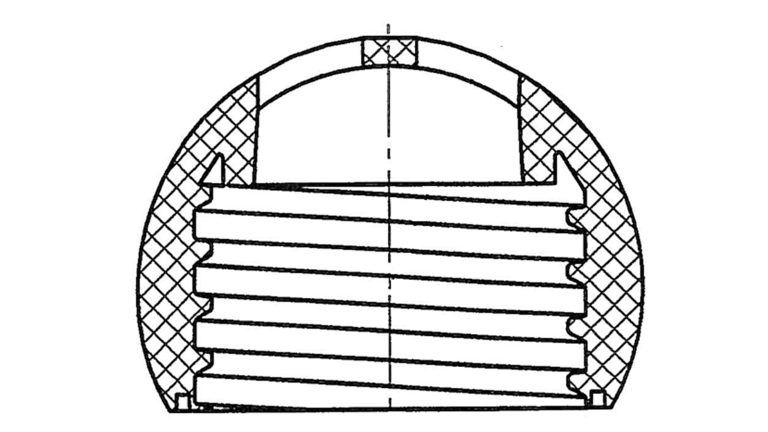
本模具用於成型內表面帶有不連續螺紋的瓶頸塑件,採一模八件與中心點澆口設計。由於塑件內螺紋不能使用自動脫螺紋機構,模具改採燕尾槽斜滑塊內側抽芯,並透過四個分型面的分段開模及推桿推出完成脫模。
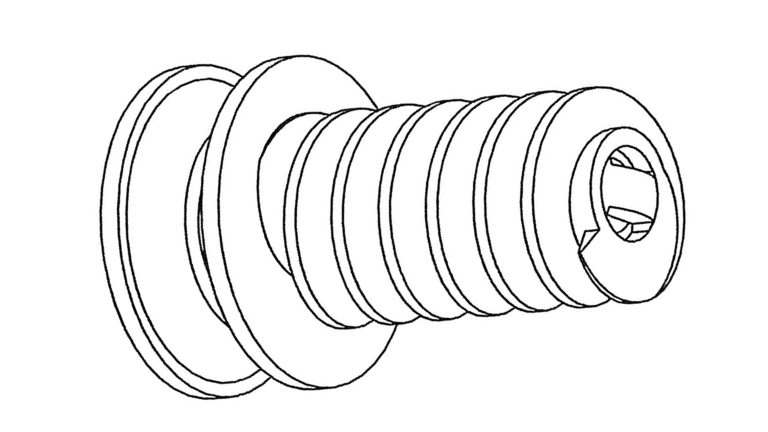
模具用於成型外圓周帶有螺紋及環形凹槽的塑膠螺釘。模具採點澆口端面進料,外螺紋由馬達驅動的齒輪機構自動旋退,凹槽則由斜導柱滑塊機構完成側向抽芯,最後透過推桿將塑件推出。

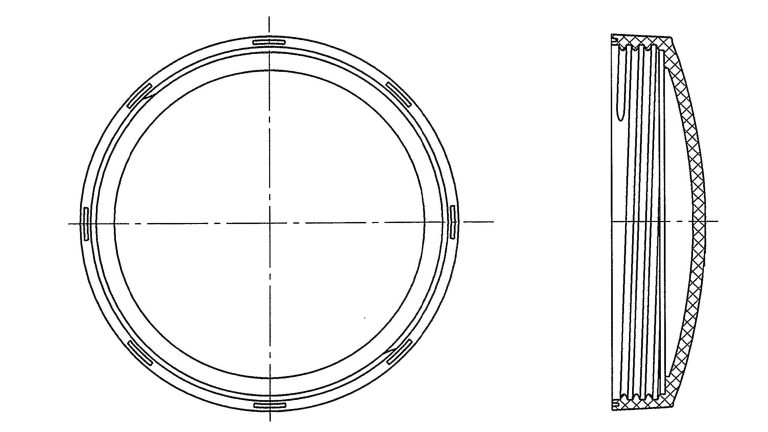
本模具用於成型帶有內螺紋的化妝品瓶蓋。由母模與公模排位圖可判斷,模具採四穴配置。主要技術包括倒推模結構、點澆口澆注系統、母模側內螺紋自動退牙、三次分型,以及高壓氣體推出。
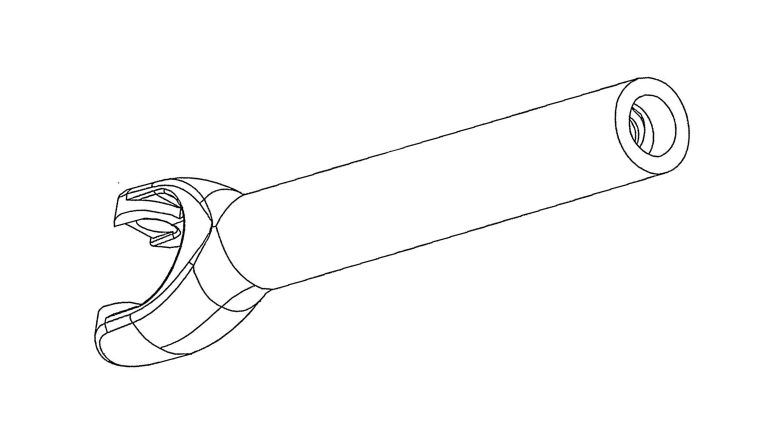
本文是衣叉塑件模具的結構設計與工作流程,重點說明內螺紋自動退牙、三板模分段開模、哈夫滑塊側向抽芯、推板頂出及合模復位的動作順序,協助各位掌握各機構之間的配合關係、脫模邏輯與重點。
本文整理螺紋蓋來福線螺桿內螺紋自動脫模熱流道射出模的設計重點。此模具採用一模四件配置,結合熱流道澆注系統、潛伏式澆口、來福線螺桿驅動脫螺紋機構,以及兩組推桿板推出結構。
本文介紹一款球頭手柄塑件的射出模設計重點。此類塑件因內部具有梯形螺紋,無法採用強制脫模方式,必須透過來福線螺桿與齒輪傳動機構,使螺紋型芯在開模時同步旋轉並後退,完成內螺紋自動脫模。
本文介紹一款「螺紋手柄」射出模具設計案例,重點放在塑件結構分析、點澆口澆注系統、油缸齒條齒輪傳動、內螺紋自動脫模機構,以及推管頂出與合模復位流程。此類塑件的關鍵在於內螺紋脫模時,螺紋型芯必須同步完成旋轉與後退,才能避免螺紋拉傷或產品變形。
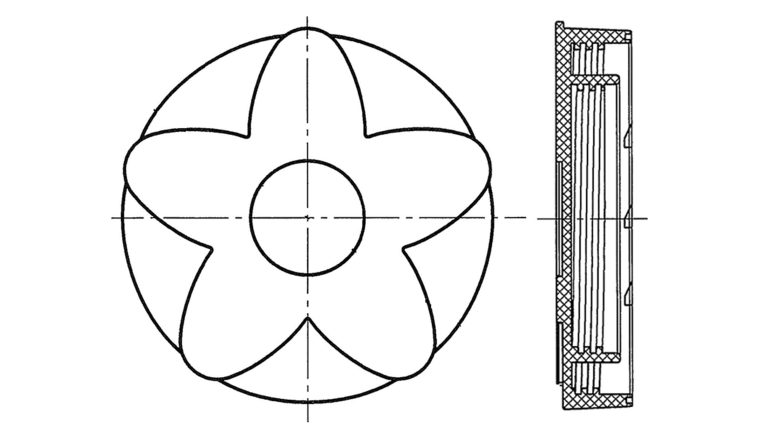
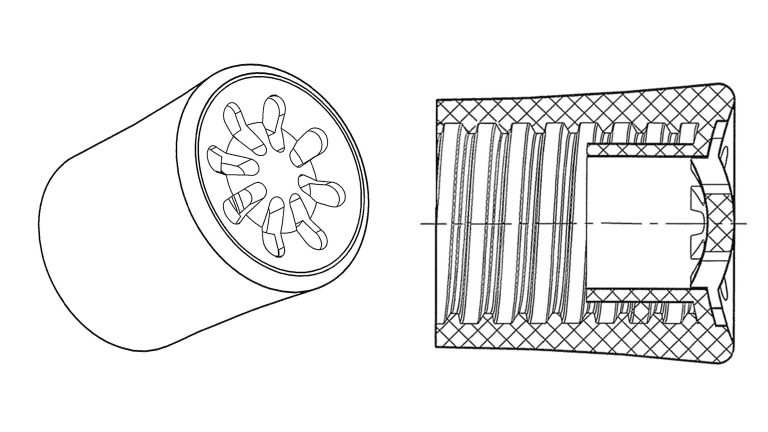
本塑件為端蓋類零件,內圓周表面設有多圈內螺紋。成型後若採用強行脫模,容易造成螺紋拉傷、變形,甚至導致產品報廢,因此需配置自動脫螺紋機構。塑件端面設有八處方槽,可在螺紋脫模過程中起到止轉作用,確保塑件不會隨螺紋型芯同步旋轉,使內螺紋能穩定、順利地脫離型芯。



