
內容目錄
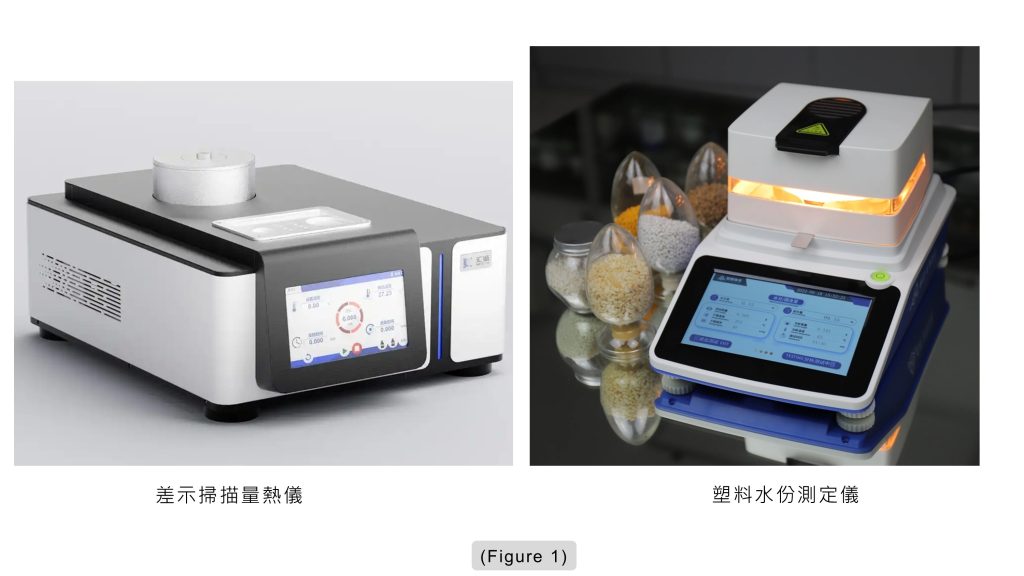
1. 熱塑性塑膠材料的熱敏性與水敏性
塑膠的熱敏性是指材料在加工受熱時,容易產生熱分解反應。常見熱敏性塑膠包括 PVC、PVDC、PVA、CPE、CPVC、POM 等。為避免成型過程中分解,通常需添加熱穩定劑,並在設備與模具設計上避免使用點澆口,同時採用較小的螺桿壓縮比,以降低剪切熱與滯料風險。
塑膠的水敏性則是指材料含水量過高時,容易在加工中發生水解反應。常見水敏性塑膠包括 PVA、PA、PET 等。這類材料在成型前必須充分乾燥,盡量降低含水量,以減少氣泡、銀絲、脆化與強度下降等問題,進而提升塑件的成型品質與加工穩定性。
以下將常用熱塑性塑膠材料分為「材料特性」、「成型問題」與「加工重點」三部分說明,協助各位快速掌握各類塑膠的加工特性,並作為射出成型與模具設計時的重要參考。
2. 硬聚氯乙烯
(2-1) 材料特性
- (a) UPVC 熱穩定性較差,若料溫過高、剪切過大或材料在料管內滯留時間過長,容易發生熱分解。
- (b) UPVC 的加工溫度範圍較窄,接近或超過 200°C 且滯留時間過長時,會分解並釋放腐蝕性與刺激性氣體。
(2-2) 成型問題
- (a) UPVC 熱穩定性較差,若料溫過高、剪切過大或材料在料管內滯留時間過長,容易發生熱分解。
- (b) UPVC 的加工溫度範圍較窄,接近或超過 200°C 且滯留時間過長時,會分解並釋放腐蝕性與刺激性氣體。
(2-3) 加工重點
- (a) UPVC 的模具澆注系統宜採用粗短設計,澆口截面應適當加大,並避免急轉彎、死角與滯料區。
- (b) 模具表面可進行鍍鉻或其他耐腐蝕處理,以提升耐腐蝕性、脫模性與表面品質。
- (c) 使用螺桿式射出機與直通式射嘴時,射嘴孔徑宜適當加大,避免滯料分解。若發生滯料,應及時清除。
3. 高密度聚乙烯
(3-1) 材料特性
- (a) 高密度聚乙烯(High-Density Polyethylene,簡稱 HDPE)屬於結晶性塑膠。
- (b) HDPE 吸濕性小、流動性良好,且熔膠流動行為會受射出壓力與剪切速率影響;射出成型時可依產品肉厚與流動長度,採用適當射出壓力與填充速度。
(3-2) 成型問題
- (a) HDPE 結晶性高,成型收縮率較大,且方向性明顯,容易產生縮孔、尺寸不穩、變形與翹曲。
- (b) 其結晶度、模具溫度、冷卻均勻性與保壓條件都會影響收縮率,因此成型時應控制模溫,並保持冷卻均勻穩定。
(3-3) 加工重點
- (a) HDPE 成型時應保持料溫均勻,並依產品結構採用適當較快的填充速度與充分保壓,以改善充填與補縮效果。
- (b) 模具宜設置冷料穴與穩定、均勻的冷卻系統,以降低收縮不均、尺寸變化與翹曲風險。
- (c) 加工時應避免料溫過高或材料在料管內滯留時間過長,以降低熱劣化、變色或異味風險。
4. 聚丙烯
(4-1) 材料特性
- (a) 聚丙烯(Polypropylene,簡稱 PP)是常見的結晶性塑膠。
- (b) PP 吸濕性小、流動性良好,成型加工性佳;但因結晶收縮影響,成型收縮率較大,且方向性明顯。
(4-2) 成型問題
- (a) PP 成型時容易產生縮孔、凹痕、尺寸不穩、變形與翹曲。
- (b) 若模具溫度過低或冷卻過快,塑件表面可能失去光澤,並容易出現熔接線明顯、流痕或充填不良。
- (c) 若料溫過高、冷卻不均或保壓不足,可能增加收縮差異與翹曲變形風險。
(4-3) 加工重點
- (a) PP 成型時應注意料溫與模溫控制。
- (b) 澆注系統與冷卻設計應避免冷卻不均或局部急冷,使材料能均勻散熱,以降低收縮差異與翹曲變形。
5. 聚苯乙烯
(5-1) 材料特性
- (a) 聚苯乙烯(Polystyrene,簡稱 PS)屬於無定形塑膠。
- (b) PS 吸濕性小、流動性良好、成型性佳,通常適合使用螺桿式射出機成型。
- (c) PS 材質透明性佳,但剛性高、韌性較低,產品設計不當時容易產生脆裂。
(5-2) 成型問題
- (a) PS 材質較脆,若塑件有尖角、缺口、肉厚急劇變化或頂出不均,容易產生開裂。
- (b) 由於熱膨脹係數較大,若成型條件不當,容易產生殘留內應力,進而導致變形、縮孔、應力白化或開裂。
- (c) 若料溫過高,產品表面容易出現銀絲;若料溫過低或脫模劑過多,則可能影響透明性。
(5-3) 加工重點
- (a) PS 適合採用較高料溫與適當模溫成型;在料溫與流動性充足的前提下,可採用相對較低的射出壓力,以減少成型應力。
- (b) 適當控制注射時間與保壓條件,有助於降低內應力、減少縮孔與變形。
- (c) 澆口與塑件連接處宜採圓弧過渡,以分散應力集中,避免去除澆口時因 PS 脆性而造成破裂。
6. 苯乙烯-丙烯共聚物
(6-1) 材料特性
- (a) SAN / AS(Styrene-Acrylonitrile Copolymer,苯乙烯-丙烯腈共聚物)屬於無定形塑膠。
- (b) SAN 具有良好的透明性、剛性、尺寸穩定性與耐化學性,熱穩定性較好,不易分解。
- (c) SAN 具一定吸濕性,成型前通常建議乾燥,以降低銀絲、氣泡與表面缺陷風險。
(6-2) 成型問題
- (a) SAN 的流動性通常比 ABS 好,但剛性高、韌性較低,若成型條件或產品設計不當,容易產生裂紋。
- (b) 裂紋通常容易發生在澆口附近、尖角、缺口、頂出位置與肉厚急變處,因此塑件設計、澆口位置與頂出方式需特別注意。
(6-3) 加工重點
- (a) SAN 塑件應避免缺口、尖角與肉厚急劇變化,以降低應力集中與開裂風險。
- (b) 澆口位置應避免造成局部高剪切或過大殘留應力,必要時可適度增加澆口截面或調整澆口形式。
- (c) 成型後頂出必須均勻,脫模斜度也應適當加大,以降低頂出應力與開裂風險。
7. 苯乙烯-丁二烯-丙烯腈共聚物
(7-1) 材料特性
- (a) ABS(Acrylonitrile-Butadiene-Styrene,丙烯腈-丁二烯-苯乙烯共聚物)屬於無定形塑膠。
- (b) ABS 的流動性中等,通常比 PS 與 AS 差,但比 PC 與 PSU 好。
- (c) ABS 具有一定吸濕性,加工前通常需充分乾燥,以避免表面缺陷與成型不良。
(7-2) 成型問題
- (a) 若 ABS 乾燥不足,產品表面容易產生銀絲、氣泡、霧痕或光澤不良。
- (b) 成型時若料溫過高、剪切過大或材料在料管內滯留時間過長,可能造成熱劣化、變色、黑點、燒焦或分解。
(7-3) 加工重點
- (a) ABS 成型時應依材料牌號、產品肉厚、流動長度與外觀要求,適當控制料溫、模溫、射出壓力與射出速度。
- (b) 模溫一般可控制在約 40~80°C;若產品要求較高表面光澤、降低熔接痕或改善外觀,可提高至約 60~90°C,實際仍應參考材料物性表與供應商建議。
- (c) 成型前應充分乾燥,並避免料溫過高或長時間滯留,以降低銀絲、氣泡、變色與熱劣化風險。
8. 聚甲基丙烯酸甲酯
(8-1) 材料特性
- (a) 聚甲基丙烯酸甲酯(Polymethyl Methacrylate,簡稱 PMMA,俗稱壓克力或有機玻璃)屬於無定形塑膠。
- (b) PMMA 具有良好的透明性、並具一定吸濕性,成型前需充分乾燥。
(8-2) 成型問題
- (a) PMMA 的流動性中等,射出成型時容易產生填充不良、縮孔、凹痕與熔接痕。
- (b) 若模具排氣不良,也可能造成氣泡、銀絲與透明度下降。
(8-3) 加工重點
- (a) PMMA 成型前應充分乾燥,實際條件依材料牌號與含水狀態調整。
- (b) PMMA 可採用適當較高的射出壓力,以改善充填性,但需避免過高壓力、過快射速或過度保壓造成內應力。
- (c) 模具澆注系統表面應光潔,並具備良好排氣設計。
✰✰✰延伸閱讀✰✰✰
(✰) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(✰) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。



