內容目錄
1. 模具流道系統
模具流道系統是塑膠射出模具中的一個核心部分,負責引導熔化的塑膠材料從射出機噴嘴流入模具內部的各個部分。正確的流道設計對於確保產品質量、縮短循環時間和節省材料都有重要的影響。
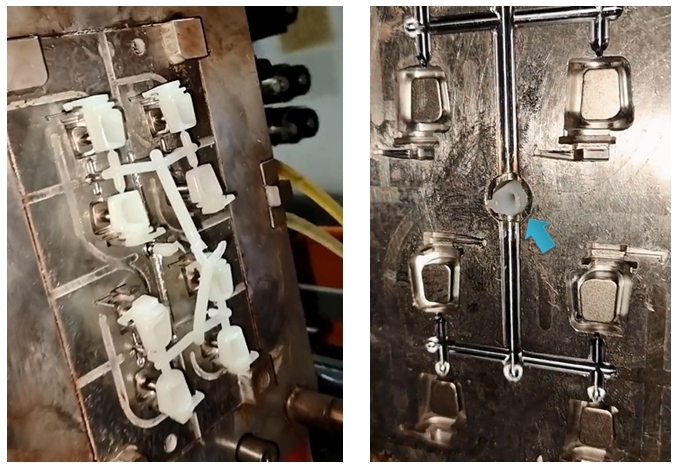
射出模具的流道系統主要是由豎澆道(主流道)、分流道、澆口、冷料井等組成(圖1)(圖2),是將料管中塑化的材料引入模具型腔而設立的。其中澆口形式各式各樣,都有著各自的功能,分為潛伏式澆口、點澆口、側澆口、扇形澆口、搭接式澆口、護耳式澆口。模具設計師會根據產品的形狀和性能以及客戶要求選取合適的澆口。


2. 流道凝料黏模的原因及對策
塑膠射出成型是一個複雜的過程,涉及多個因素和變數。其中,流道凝料黏模是製造中經常遇到的問題,它會導致生產中斷、降低效率和增加生產成本。要有效地解決這個問題,首先需要了解其背後的原因,然後採取適當的對策。
●【流道凝料(料頭|水口)黏模】
(2-1) 豎澆道固化不充分
● 原因:
豎澆道尚未完全固化時,由於此刻的收縮量很小,豎澆道緊貼模具,強度也偏低,因此如果此時就要使豎澆道退出,則會非常容易折斷。這樣一來,豎澆道就殘留下來了。樹脂溫度、模具溫度以及週期(冷卻時間)等對豎澆道固化都有影響。
● 對策:
(a) 使豎澆道充分冷卻並固化後再開模。降低模具溫度並延長冷卻時間。特別是對於強度小而固化慢的材料,降低模具溫度會是一種有效方法。
(b) 使用冷卻澆口套(圖3),可縮短成型週期。除了水冷卻之外,也可考慮使用空氣冷卻。此外,另有金屬3D列印螺旋水路灌嘴可應用。

● 【金屬3D列印螺旋水路灌嘴】
(2-2) 過度施加保壓
● 原因:
豎澆道部分離料管射嘴最近,因此便於施加保壓。因此,施加高保壓後,豎澆道的尺寸便會增大,而且脫模時的阻力也會相應地增大,從而容易發生豎澆道粘模。
● 對策:
降低保壓也是有效的。施加在產品模腔上的保壓會在澆口封閉後變為0,因此,如果此後不施加保壓,則豎澆道就不會承受無用的保壓。但過度降低則容易導致射出量不穩定,因此需要注意。
(2-4) 灌嘴小端內孔口部變形
● 原因:
由於灌嘴弧面經常受到射嘴的撞擊,導致嘴口內凹產生倒扣。這種在舊模具生產出現的可能性最高,會比較遇到。
● 對策:
更換灌嘴或灌嘴頭硬化處理增加(圖4)或是灌嘴整修。

●【射出機射嘴與模具灌嘴配合注意事項及案例】
(2-5) 射嘴和模具機嘴配合有空隙
● 原因:
澆口套R角太小與射嘴R角配合不良(圖5),當材料注入時會產生漏膠現象而形成倒扣,而導致豎澆道斷於灌嘴內。
● 對策:
更換穩合的灌嘴射嘴。

(2-6) 流道系統真空泡
● 原因:
由於流道的厚度大於成品厚度,因此流道的體積收縮會較大,因此容易形成空洞。
● 對策:
檢查下斷掉的地方是不是有縮水縮出的洞(圖6),如果有洞就承受不起太大的拉力,建議用保壓試試。

☆ 其他參考資料及文章
●【流道系統之豎澆道設計】(按圖超連結)

● 異型水路介紹及說明】(按圖超連結)




