QC7大手法之直方圖

直方圖(histogram)是常見且非常重要的一種描述數值型資料圖形。它的橫坐標代表變數各組的界限,縱坐標代表各變數值出現的頻數或頻率,各組與相應的頻數就形成了一個矩形,即直方圖。
直方圖(histogram)是常見且非常重要的一種描述數值型資料圖形。它的橫坐標代表變數各組的界限,縱坐標代表各變數值出現的頻數或頻率,各組與相應的頻數就形成了一個矩形,即直方圖。
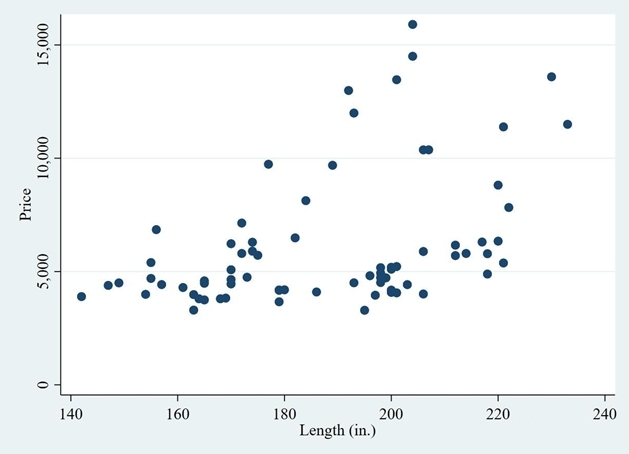
以縱軸表示結果,以橫軸表示原因:用點表示出分佈形態,根據分佈的形態判斷對應之間的相互關係的圖型,稱為散佈圖。

不管什麼零件都要有公差才能生產,設計者以及加工者都需要充分理解和懂組配公差才能生產,會標上精確的公差是工程師,不會標的就只能是個繪圖員。

表面淬火作為強化金屬零件的手段之一不僅提高表面硬度和耐磨性,而且與適當預先處理的心部組織相結合,可以獲得高的疲勞強度和強韌性。表面淬火工藝簡單,強化效果顯著,熱處理後變形小。

在選擇模具材料時,重要的是要認識到沒有一種材料能在每一方面都表現出色。這一過程本質上是一種平衡的藝術,旨在發揮材料的長處,同時盡可能減少其短處的影響。因此,選擇合適的材料不僅僅是看它的性能指標,更重要的是要考慮它在特定應用中的優勢與限制,從而做出適當的選用。

隨著塑膠產品在各行各業以及我們的日常生活中扮演著越來越重要的角色,對於塑膠模具的需求也隨之增加。在製造塑膠產品的過程中,模具的質量直接關係到最終產品的品質。如今,塑膠模具正朝著更高精度、更大尺寸及多腔體設計的趨勢發展,這就對模具用的鋼材提出了更高的要求。根據不同的塑膠種類、產品用途、生產量、尺寸精準度以及表面質感等因素,選擇合適的模具鋼材變得至關重要。
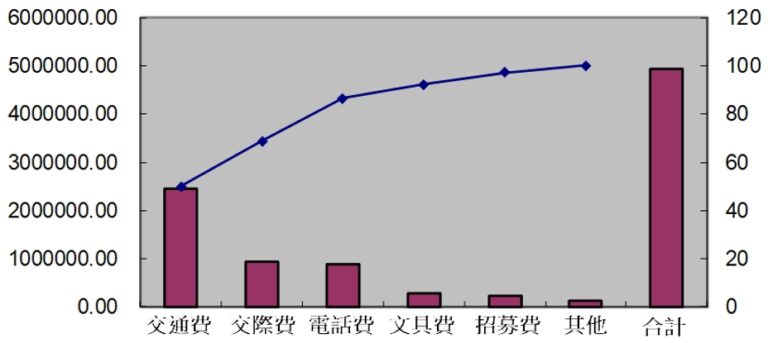
柏拉圖是將一定期間所收集的不良數、缺點數…….等資料,依專案類別、原因別(查檢表的項目)加以分類,按其出現大小(大→小)順序排列的圖形。柏拉圖通常用來區分造成品質問題之少數重要原因,及多數不重要原因。它是一個通用工具,亦可使用在其他領域。

DFM報告是指對產品設計和製造過程進行分析和評估的報告。它是為了評估產品設計是否符合製造要求和製造能力。DFM報告通常由工程師或製造專家編寫,他們會對產品設計進行全面的分析,重點關注產品製造的可行性、效率和成本等方面。通過DFM報告,企業可以及早發現和解決潛在的製造問題,避免在實際生產中遇到困難和延誤。

由於各種塑料的品種不同、性能各異,且各種塑料製品的尺寸、形狀、複雜程度、尺寸精度、表面粗糙度和生產批量等各方面的要求也不同,對塑料成型用模具材料提出了各種不同的要求,因此,選擇塑料模具材料時,要依據依定的原則進行,大致有按加工方式選材、按服役條件選材、按製品質量選材、按製品批量選材等幾個方面去做選擇。

層別法就是針對部門別、人別、工作方法別、設備、地點等所收集的數據,按照它們共同的特徵加以分類統計的一種分析方法。也就是為了區別各種不同原因對結果的影響,而以個別原因為主,分別統計分析的一種方法。



