射出成型不良-包風困氣

在塑料熔體充填型腔時,多股熔體前鋒包裹形成的空穴或者熔體充填末端由於氣體無法排出導致氣體被熔體包裹住在熔體,就會在塑件上形成氣泡,也稱為氣穴。

在塑料熔體充填型腔時,多股熔體前鋒包裹形成的空穴或者熔體充填末端由於氣體無法排出導致氣體被熔體包裹住在熔體,就會在塑件上形成氣泡,也稱為氣穴。

塑膠噴砂表面處理技術是用塑膠專用噴砂機配合專用陶瓷珠和添加劑,對塑膠表面直接進行噴砂,性可消除塑膠表面的結合線、流紋、拉模等問題,同時可獲得均勻的啞面效果。

當技術人員希望轉向工程師的角色時,這樣的轉變不僅涉及職稱的改變,更是一次專業技能和思維模式的進階。這邊文章的內容是自己以往工作經歷的一些彙整以及建議,以幫助技術人員順利轉型。
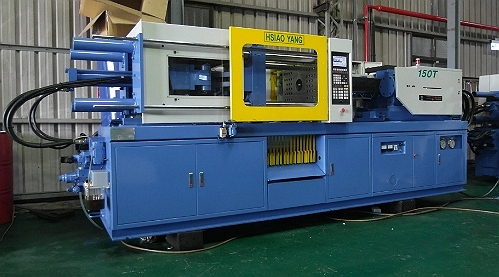
射出模與射出機的結合是製造各種塑膠產品的關鍵。這兩者的關係在塑膠工業中扮演著不可或缺的角色,因為射出機與射出模共同創造出產品的最終形狀和尺寸。當我們設計射出模時,了解其與射出機的基本互動關係尤其重要。

這裡會放置一些比較特別的模具結構資料以及影片說明,這些模具結構反映了模具設計和製造技術的多樣性。它們大部分都是基於特定需求而生,或是在某些特定情境下的最佳選擇。通過這些結構,可以體會到這些工程師和設計師在面對各種設計挑戰時的智慧和努力。

在現代的製造和生產行業中,質量控制被視為核心驅動力,產品質量它不僅關乎消費者的第一印象,還直接影響品牌形象、顧客滿意度和企業的經濟效益。

面向製造和裝配的設計(Design for Manufacturing and Assembly,簡稱面向製造和裝配的設計):在考慮產品外觀、功能和可靠性等前提下,通過提高產品的可製造性和可裝配性,從而保證以更低的成本、更短的時間和更高的品質進行產品設計。

技術人員或工程師主動查看塑膠材料物性表的人並不多,但是有些有關材料的關鍵資訊其實都來自這些物性表。物性表提供了塑膠材料的基本性能數據,例如機械強度、耐熱性、化學穩定性及加工特性等,對於選擇合適的材料至關重要。

防水製程對於許多產品和領域都是非常重要的,從消費性電子產品到建築業,都有不同的防水需求和技術。以消費性電子產品為例,當我們考慮到智慧手機、平板電腦等相關手持式產品,這些裝置常常面臨到沾水或是被雨淋的風險。防水技術可確保這些產品在遇到意外情況時,仍能維持其完整性和功能性,減少損壞的可能性。



