
內容目錄
1. 什麼是潛伏式澆口澆口
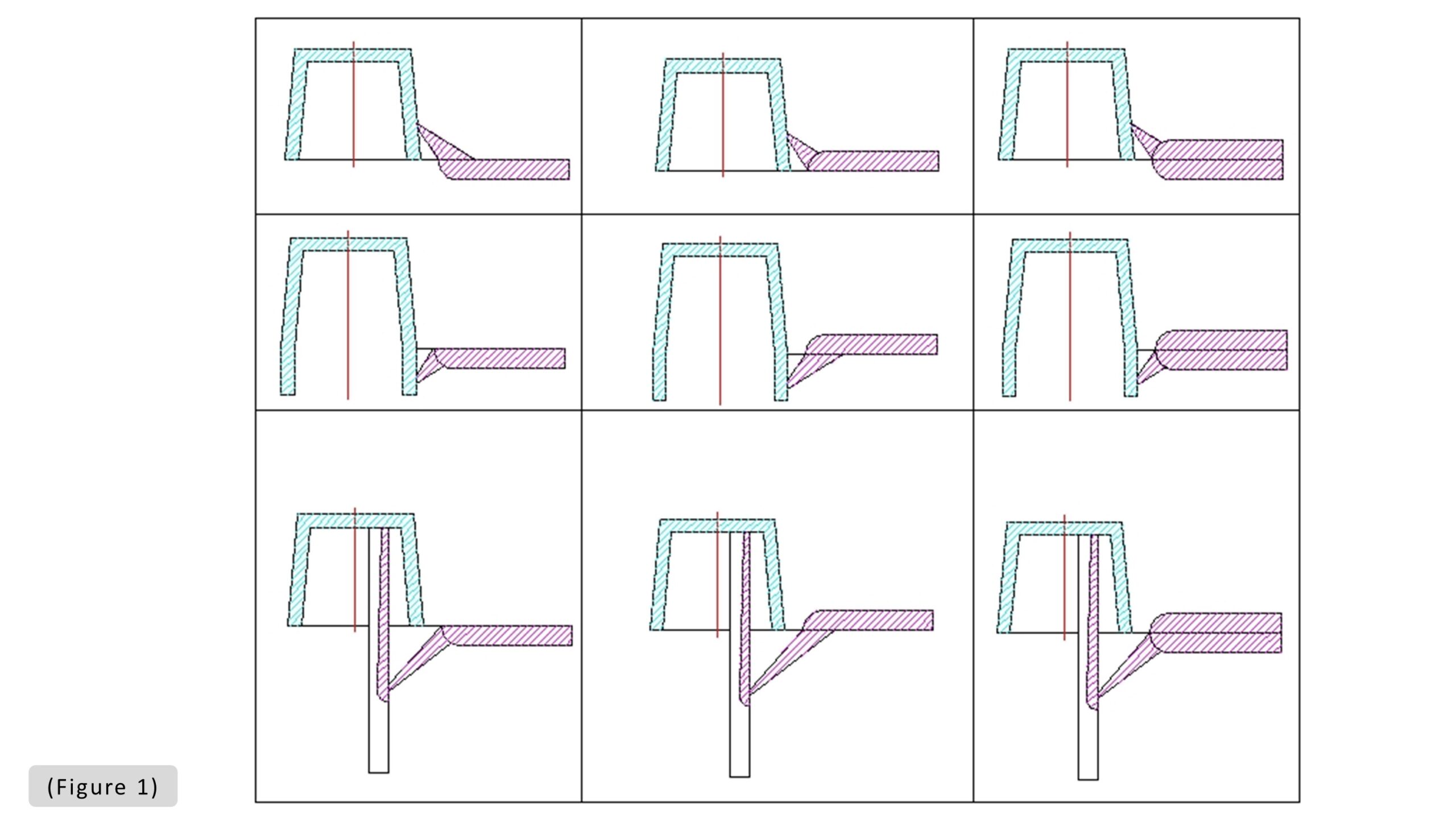
潛伏式進澆(Submarine Gate)又稱為隧道式澆口(Tunnel Gate),是分流道的一部分呈傾斜狀潛伏在分型面下方或上方(Figure 1),進澆口設置於塑膠件內、外側面,脫模時便於流道凝料與塑膠件自動切斷的點狀澆口。
2. 潛伏式澆口的優點
- (a) 潛伏式進澆的位置選擇範圍廣,即可選在塑膠件的外表面、側表面,又可選在端面,背面。由於澆口截面面積較小,所以不會損傷塑膠件的外表面。
- (b) 在開模時可自動切斷澆口凝料(料頭/水口),提高射出效率,避免後加工工序帶來的麻煩,容易實現自動化生產。
- (c) 潛伏式澆口用兩板模一次開模即可取出凝料(料頭/水口),因而使潛伏式澆口凝料在脫模時必須有較大的彈性變形,因此澆口應選用較小的尺寸,以增強其柔軟向,所以不適合用於脆性材料,以免澆口斷裂,堵塞流道通道。
- (d) 潛伏澆口除了有些特殊形狀需放電加工外,絕大部分都可以採用一般加工來進行。
3. 潛伏式澆口的缺點以及注意事項
潛伏式澆口應用非常廣泛,幾乎用於所有塑料的射出成型,在熱固性塑膠上也被採用。但由於潛伏式澆口凝料在脫模時必須有較大幅度的彈性變形,因此澆口應選用較小的尺寸,以增強澆口的柔軟性,所以,不適用於脆性材料,如聚苯乙烯等,以免澆口斷裂,堵塞澆注通道。其他相關說明如下。
- (a) 澆口位置容易產生脫膠粉屑。
- (b) 有些設計需要人工剪除神主牌。
- (c) 從澆口位置到型腔壓力損失較大。
4. 潛伏式澆口結構形式與設計
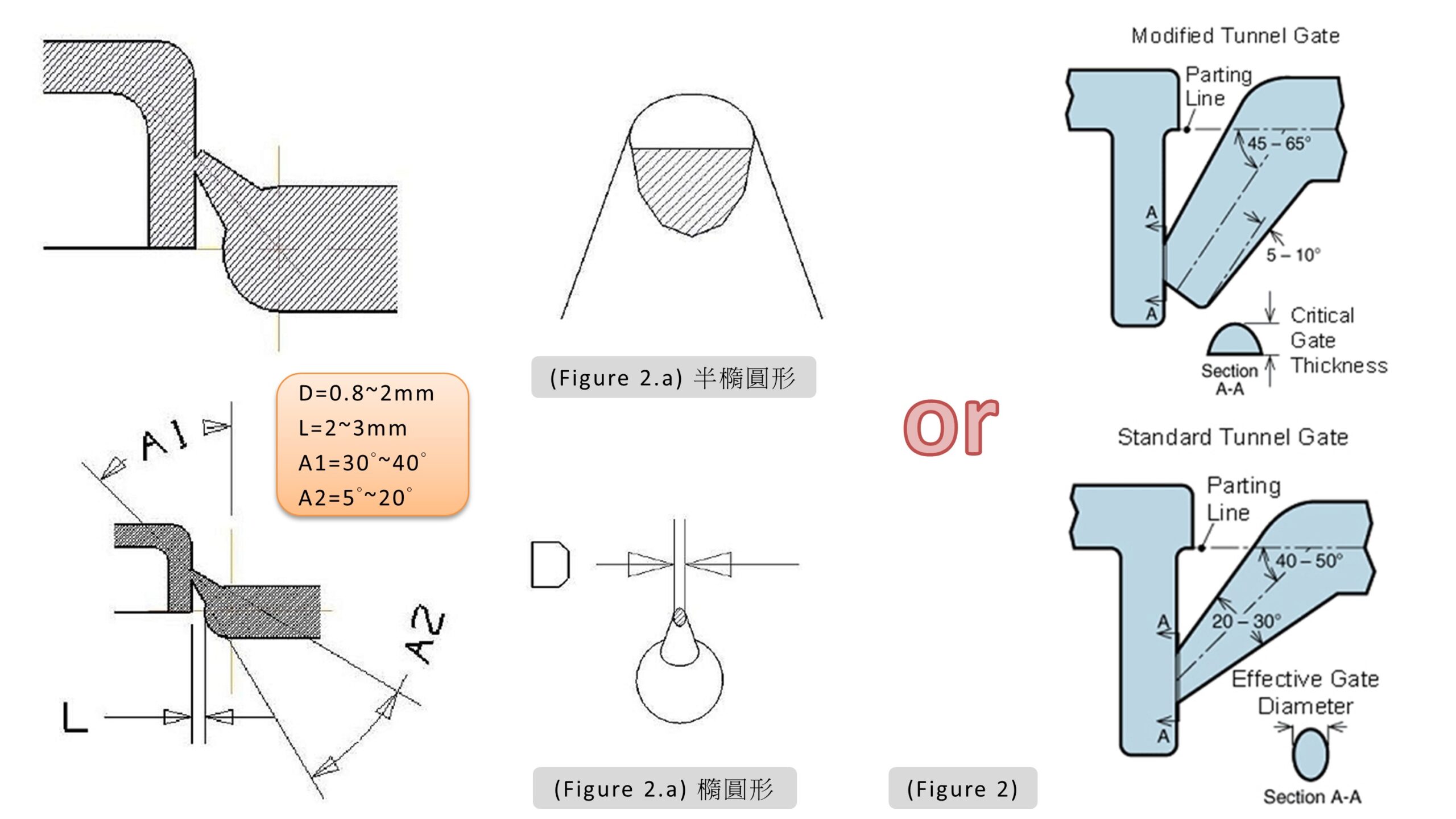
此種澆口頭部常為半橢圓形或是橢圓形(Figure 2),潛伏式澆口的幾種結構形式大體有如下幾種。
(4-1) 拉切式潛伏澆口
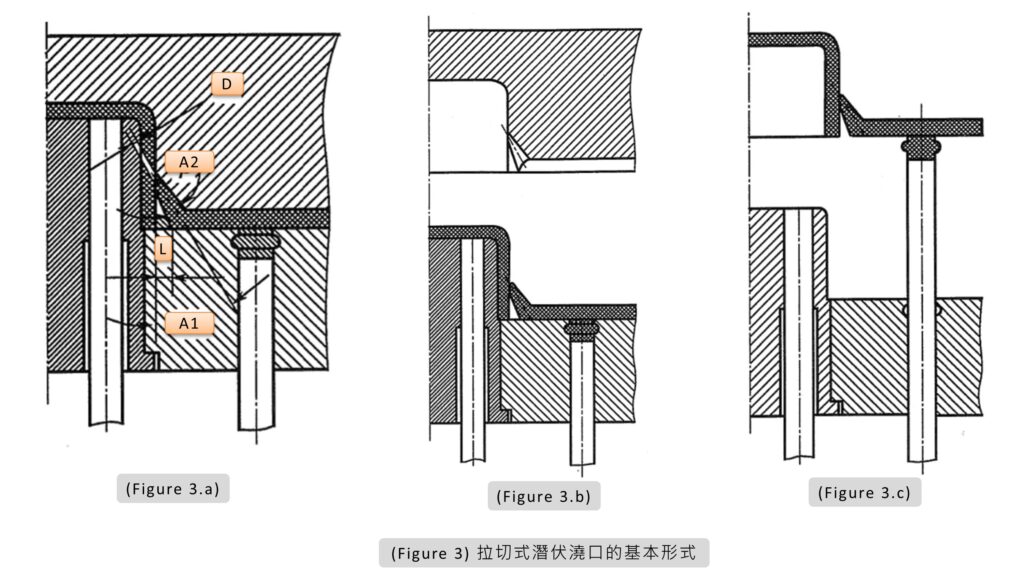
拉切式潛伏澆口是將分流道設在主分型面上,澆口潛入型腔板一側,斜向進入型腔,也就是說,澆口是在塑件外側表面進料的。如(Figure 3)所示。
拉切式潛伏澆口資料的切斷過程是:開模時,模具從主分型面分型,塑件留在公模一側逐漸後移。在鉤料桿的作用下,分流道和澆口凝料被迫隨公模後移,這時,澆口的前端橢圓孔起刀刃的作用,將澆口凝料切斷,澆口又迫使凝料產生彈性變形,與分流道和塑件一起被拉出定模,如(Figure 3.b)所示。頂出過程中頂針和鉤料桿同時將的澆口凝料與塑件一起分別頂出,如(Figure 3.c)所示。
潛伏式澆口的相關尺寸如(Figure 3.a)所示,A1=30°~45°,D=0.8~2mm,A2=5°~20°, L=2~3mm。其中A1在可能的情況下儘量選小值,這樣有利於取出凝料。但應注意的是,A1越小澆口的橢圓程度越大,即澆口的有效截面積將隨之增大。
(4-2) 推切式潛伏澆口
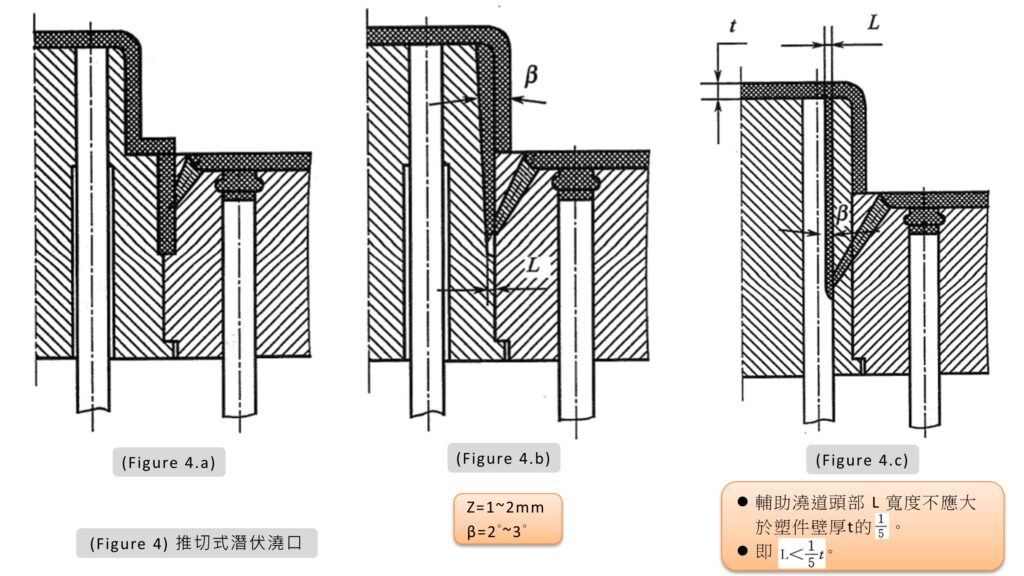
推切式潛伏澆口是將澆口放在動模的一側,如(Figure 4.a)所示。它是在開模塑體脫離型腔後在頂針頂出塑件的同時,分流道頂針在頂出力的作用下強行將澆口凝料推斷並頂出。
在塑件的內表面不影響使用的地方設置護耳,且在護耳上採用潛伏式澆口, 如(Figure 4.b)所示,隨塑件頂出後再將高於底平面的部分折斷。
另一種形式是將澆口安置在止轉推桿上,即在頂針的頂部側面做一個長度適宜深的輔助澆道,它的底部與潛伏式澆口相通,如(Figure 4.c)所示。射出熔料經過潛伏式澆口、扁狀空間進入型腔。開模後,在分澆道頂針的頂出力的作用下將澆口凝料推斷頂出。扁狀塑膠則與塑件同時頂出,再將其拉斷。
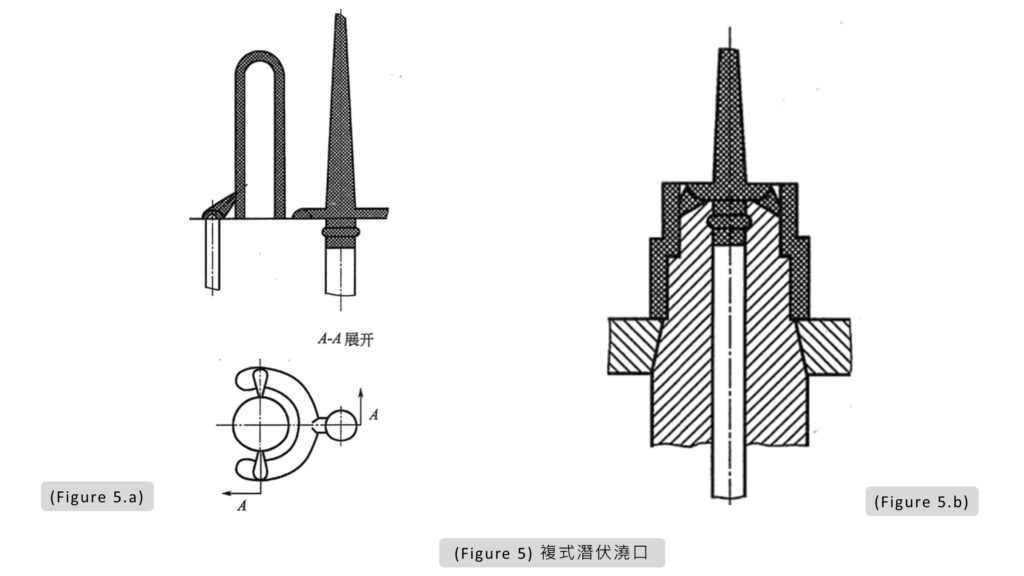
(4-3) 複式澆口
複式澆口多用於細長的塑膠製品,它是在細長塑件的外側底部設兩個均布的潛伏式澆口,如(Figure 5.a)所示。它的特點是可以縮短進料流程,變向次數少,射出壓力損失較少,便於料流的流動,而且從外側兩個澆口同時進料,減少了熔膠對型芯的衝擊,保證塑件的內外同心度。如果使各個澆口同方向偏離塑件圓心一個很小的角度,那麼兩股料流以螺旋方式進入模腔融合,可避免出現明顯的熔接痕。
(Figure 5.b)是在型芯上均勻地設置幾個潛伏式澆口。開模後,推件板頂動塑件,而鉤料桿則強制將凝料切斷並頂出型芯。
(4-4) 潛伏式澆口設計資料
若想進一步瞭解潛伏式澆口的結構形式與設計準則,可至【案例及資料下載】的連結下載相關的資料。
☆ 其他參考資料及文章
★【流道系統之澆口設計】
☆ 案例及資料下載
● 壓縮檔裡的檔案內容




