內容目錄
1. 什麼是針點澆口
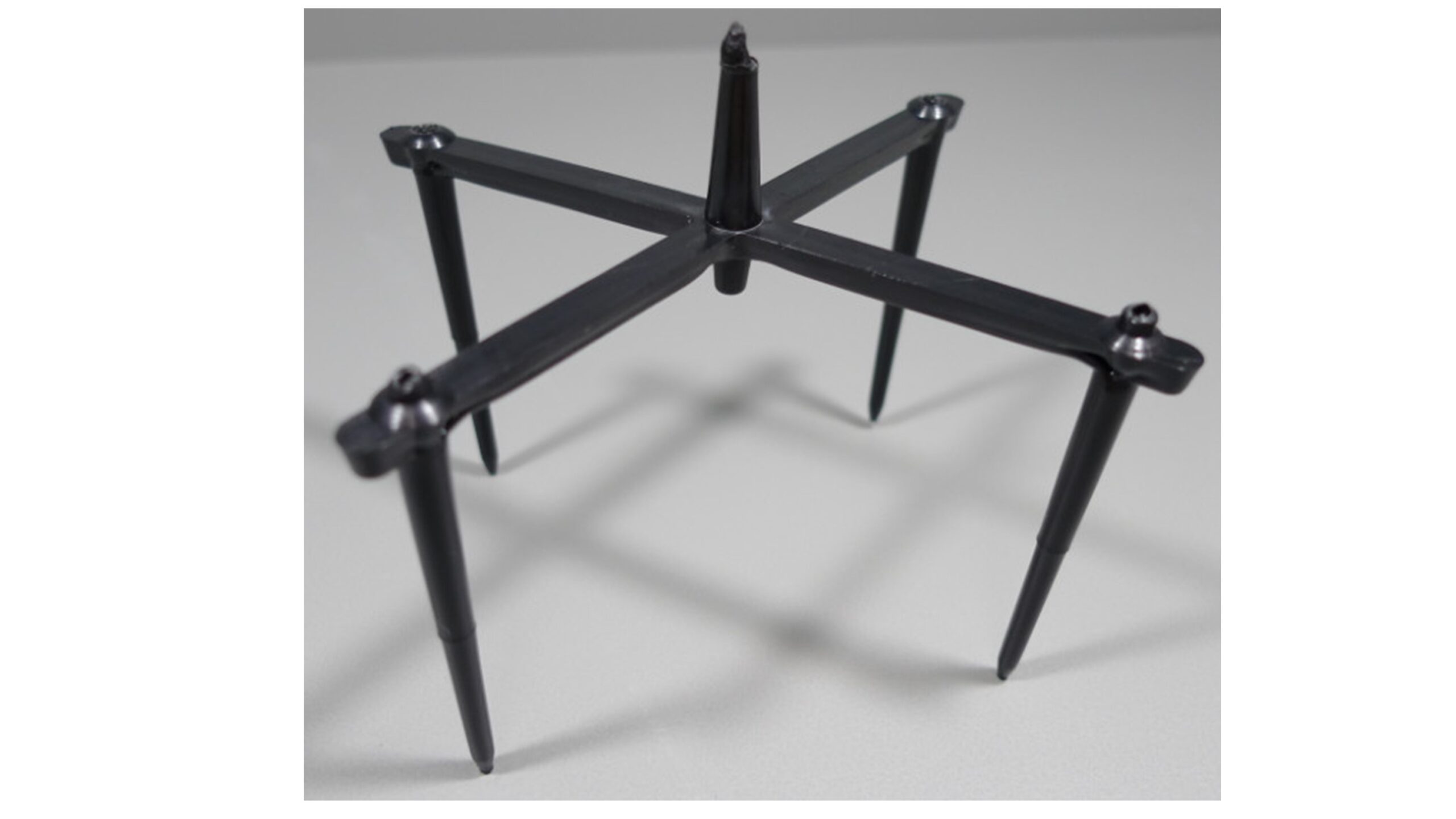
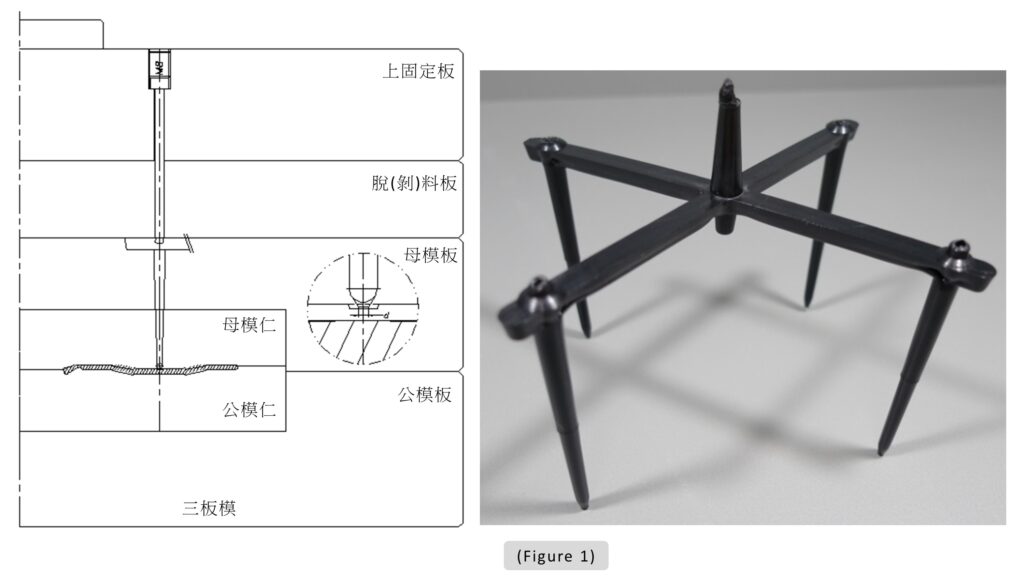
針點澆口(Pin gate)是截面形狀如針點的澆口,又稱為點澆口、針狀澆口、針點式澆口。由於開模時能自行拉斷澆口,留在塑膠件上之澆口殘痕不明顯,所以可以應用於各種形式的塑膠件,因此可實現自動化生產,多數採用三板模(又稱雙分形面)結構 (Figure 1)。
2. 針點澆口的優點
針點澆口通常用於流動性較好的塑膠製品,如聚乙烯、聚丙烯、ABS、聚苯乙烯、尼龍類的塑件。它的優點如下。
(1-1) 提升流動性與產品表面品質
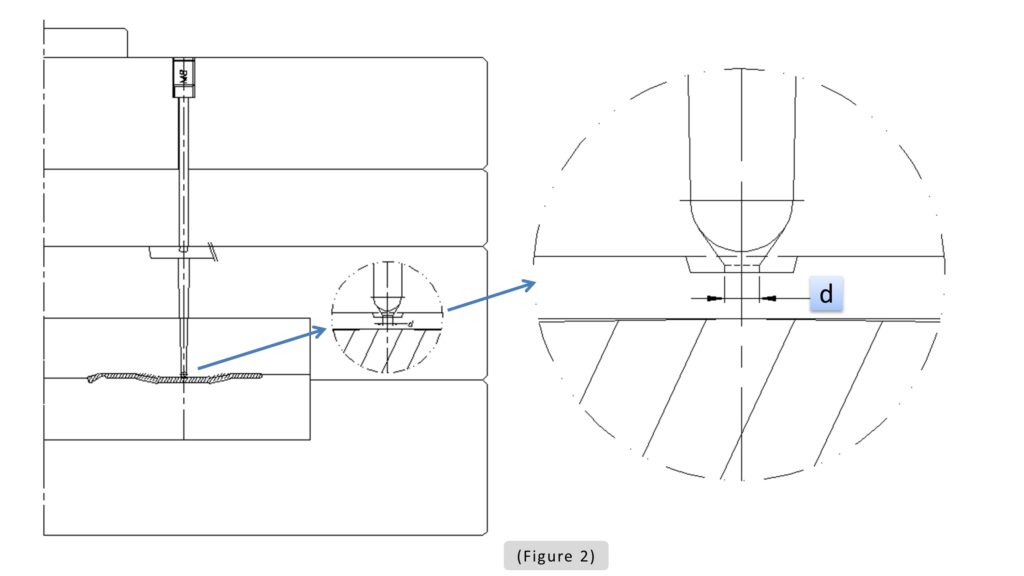
針點澆口的截面尺寸通常設計得很小,一般直徑在0.5到1.8mm之間(Figure 2)。當熔融塑料通過澆口時,會產生很高的剪切速率和大量摩擦力,進而帶來熱能。這些熱能能夠提升熔融料的溫度,使黏度降低、流動性變好。這種流動性不僅幫助塑料快速填充模具,進而製造出外型清晰、表面光澤良好的塑膠製品。
(1-2) 對剪切敏感塑料的成形效益
透過小澆口設計可顯著提升熔體的剪切速率,進而明顯降低黏度以及提升充模效率。此效果對於PE、PP、PS、ABS等對剪切速率特別敏感的非牛頓流體塑料尤為明顯,使其更易於成形並穩定產品品質。
(1-3) 有利於自動化生產
在開模的瞬間,澆口可自動斷裂,無須額外機構處理,有利於提升生產效率。傳統上澆口需要人工修剪,不僅耗費時間,也增加人力成本。現在這種自動拉斷的設計,易實現全自動化,降低人力需求,提升整體產能。
(1-4) 實現多型腔模具進澆平衡
在一模多穴的設計中,每個型腔要同時且均勻地進料,並不是一件容易的事。採用澆口方式能有效實現每個型腔的進料平衡,避免填充不均,確保多腔模具的生產品質一致性。
(1-5) 多點進澆提升塑件成形品質
對於體積較大或結構容易變形的塑膠產品來說,單一進澆點常常無法有效控制成形品質。這時採用多點進澆設計,讓熔融料從多個方向同時灌注,可以減少填充不均、變形或翹曲等問題。
(1-6) 針點澆口的成型優勢
針點澆口常設於塑膠件的頂部,這樣的設計可以讓熔融料的流動路徑更短、彎曲更少,也有助於模具內的氣體順利排出。能有效提升成形效率與品質。
3. 針點澆口的缺點以及注意事項
(3-1) 三板模與撥料板結構
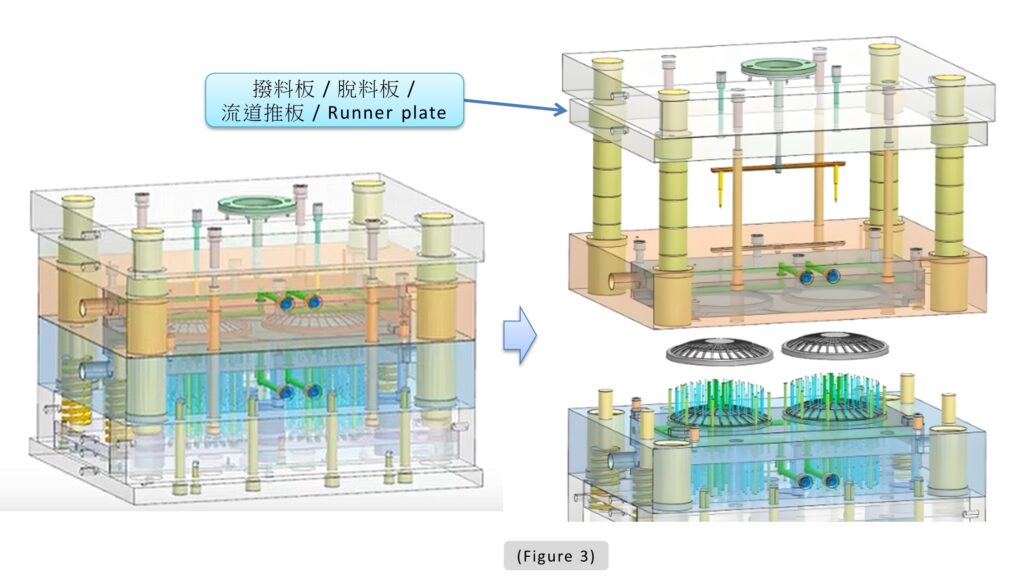
為了順利取出流道凝料(例如料頭或水口),通常需要設置撥料板(Figure 3)來分離產品與澆口。雖然此設計可實現自動脫料,但也導致模具結構複雜。
(3-2) 針點進澆對射出壓力的影響
針點澆口澆口直徑極小,這會造成射出壓力的顯著損失,使熔膠在流動過程中失去動能,導致充模不良,同時因壓力不足而引起較大的收縮率,進而影響尺寸穩定性。
(3-3) 熔融流速對分子取向與裂紋風險的影響
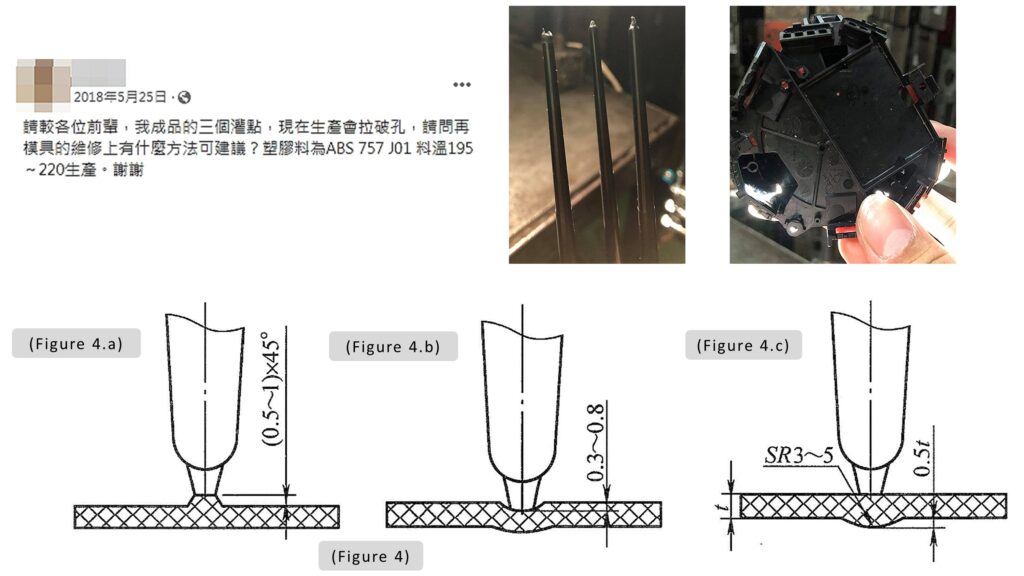
澆口附近熔融流速很高,容易造成分子高度定向,增加局部應力,使薄壁塑膠件容易裂開。薄壁塑膠件的點澆口可採用(Figure 4.a) (Figure 4.b) (Figure 4.c)所示的結構形式,在不影響塑膠件使用性能的前提下,局部加大澆口對面塑膠件的壁厚,並使其呈現圓弧過渡。
(3-4) 對於大型和平薄塑膠件的進澆方式限制
在成型大型入塑膠件時,採用單個的進澆點,由於流長過長,會造成熔接處料溫過低,形成明顯的熔接線(結合線),影響塑膠的強度,這時就要採用多點進澆的形式來彌補以上的不足。
(3-5) 材料特性對點澆口適用性的限制
當使用高黏度或對剪切速率不敏感的塑膠熔體時,不建議採用針點澆口。若產品需求必須使用這類材料並且設計針點澆口,則在模具設計階段必須特別留意,例如需優化水路設計以提升模溫控制效率,確保熔膠順利充填模腔,降低成型缺陷發生的風險。
4. 針點澆口結構形式與設計
(4-1) 針點澆口的結構形式
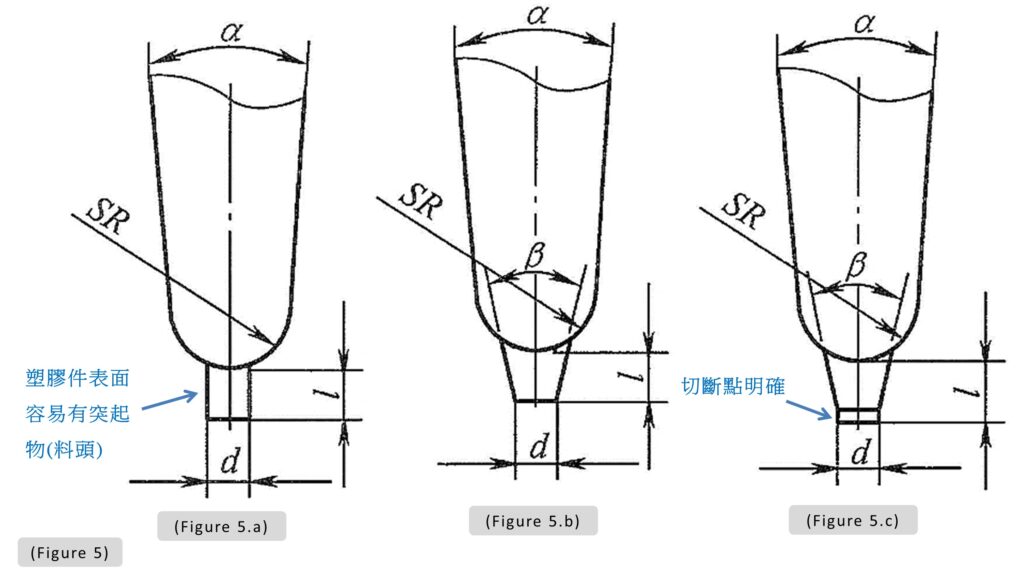
針點澆口的結構如圖(Figure 5)所示,(Figure 5.a)中,由於沒有界限分明的切斷點,澆口處通常會留下一個較長的突起(Figure 6),成型後須修平;(Figure 5.b)所示為較為常用的形式,但難於整修加工和檢測;(Figure 5.c)所示也是一種很常用的形式,切斷點明確,便於整形加工。

(4-2) 拉料桿的設計
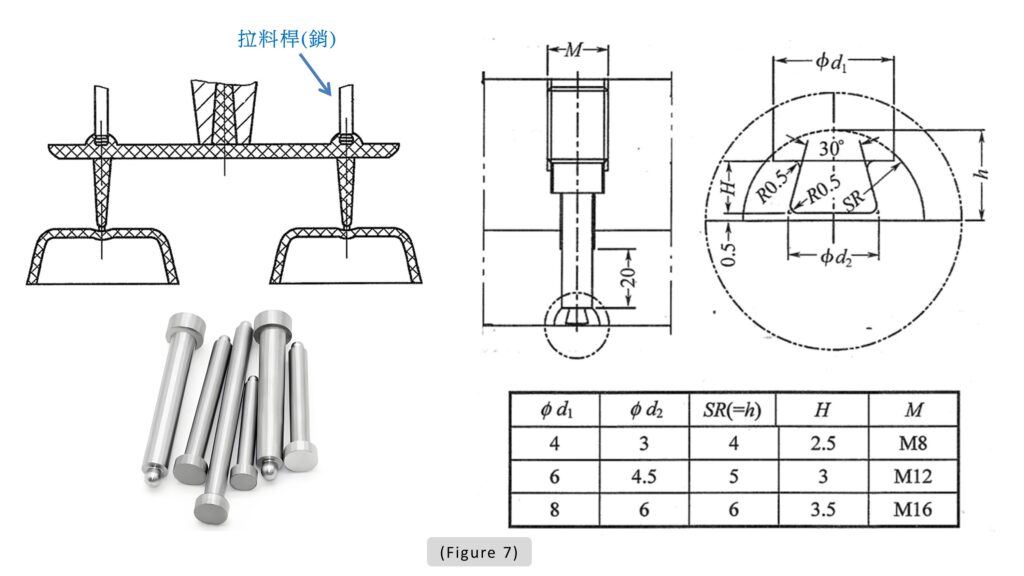
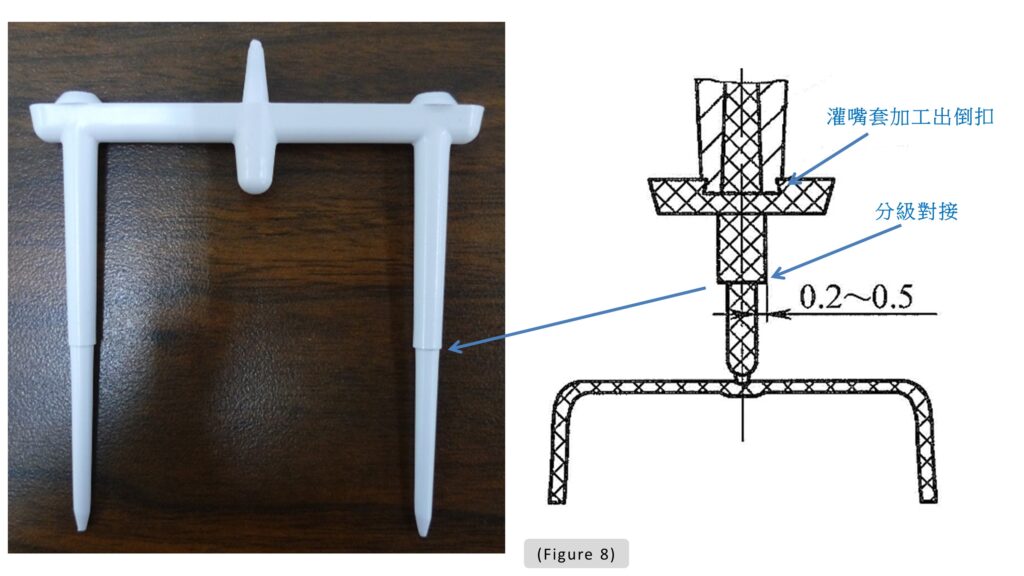
對於採用針點進澆的模具,一般需要設置拉料桿(銷),如(Figure 7)所示。單點澆口由於無法設計拉料桿(銷),可利用灌嘴套加工出倒扣形式, 如(Figure 8)所示當分流道穿過兩塊模板而需要採用分級對接時,為了保證順利脫模,後一級分流道要比對接前一級分流道的單邊直徑減小0.2~0.5mm。
(4-3) 針點澆口設計資料
若想進一步瞭解針點澆口的結構形式與設計準則,可至【案例及資料下載】的連結下載相關的資料。
5. 延伸閱讀
(5-1) 流道系統概述與設計指南
射出模具的流道系統(澆注系統)使聚合物融體平穩有序的充填到模具型腔中,從而獲得外型輪廓清晰的塑件,一般可分為普通流道系統和熱流道系統這兩類。流道系統主要由豎澆道、分流道、澆口、冷料井四部份組成。(按圖連結文章)
(5-2) 流道系統之澆口設計
澆口設計主要包括澆口截面形狀、截面尺寸的確定,以及澆口位置的選擇。影響澆口截面形狀與尺寸的因素,從製品本身來看,包含製品的形狀、尺寸、壁厚、尺寸精度、外觀品質以及力學性能等。而塑膠材料本身的特性,如成型溫度、黏度(流動性)、收縮率及是否含有填充物等,也會對澆口設計產生影響。(按圖連結文章)
(5-3) 三板模針點澆口凸高射出成型條件設定
(5-4) 針點澆口凸高及澆口凍結時間設定
☆ 其他參考資料及文章
★ 【Types of Gates for Injection Molding】(按我連結)
★ 【A Comprehensive Guide to Injection Molding Gates】(按我連結)
★ 【Types Of Gates for Injection Molding: A Complete Design Guide】(按我連結)
★ 【Kruse Training|Mold Design】(按我連結)
★★★★★【案例及資料下載】★★★★★
● 壓縮檔裡的檔案內容