內容目錄
1. 什麼是熔體破裂
在高分子材料加工(例如擠出、射出成型)時,你可能會遇到:明明是同樣的材料、同樣的模具,但只要擠出/射出速率逐漸拉高,產品表面就可能突然從原本的光滑亮面變成霧面粗糙,出現橘皮紋、竹節紋等不規則外觀,嚴重時甚至裂開、碎裂成塊;而且這種失控不只影響外觀,還可能連內在品質一起被破壞。這類「加工速度提高後,外觀與品質突然失控」的現象,統稱為熔體破裂(Melt Fracture)。
★ 【塑料熔体破裂說明與射出成型影響】
2. 熔體破裂會怎麼出現?
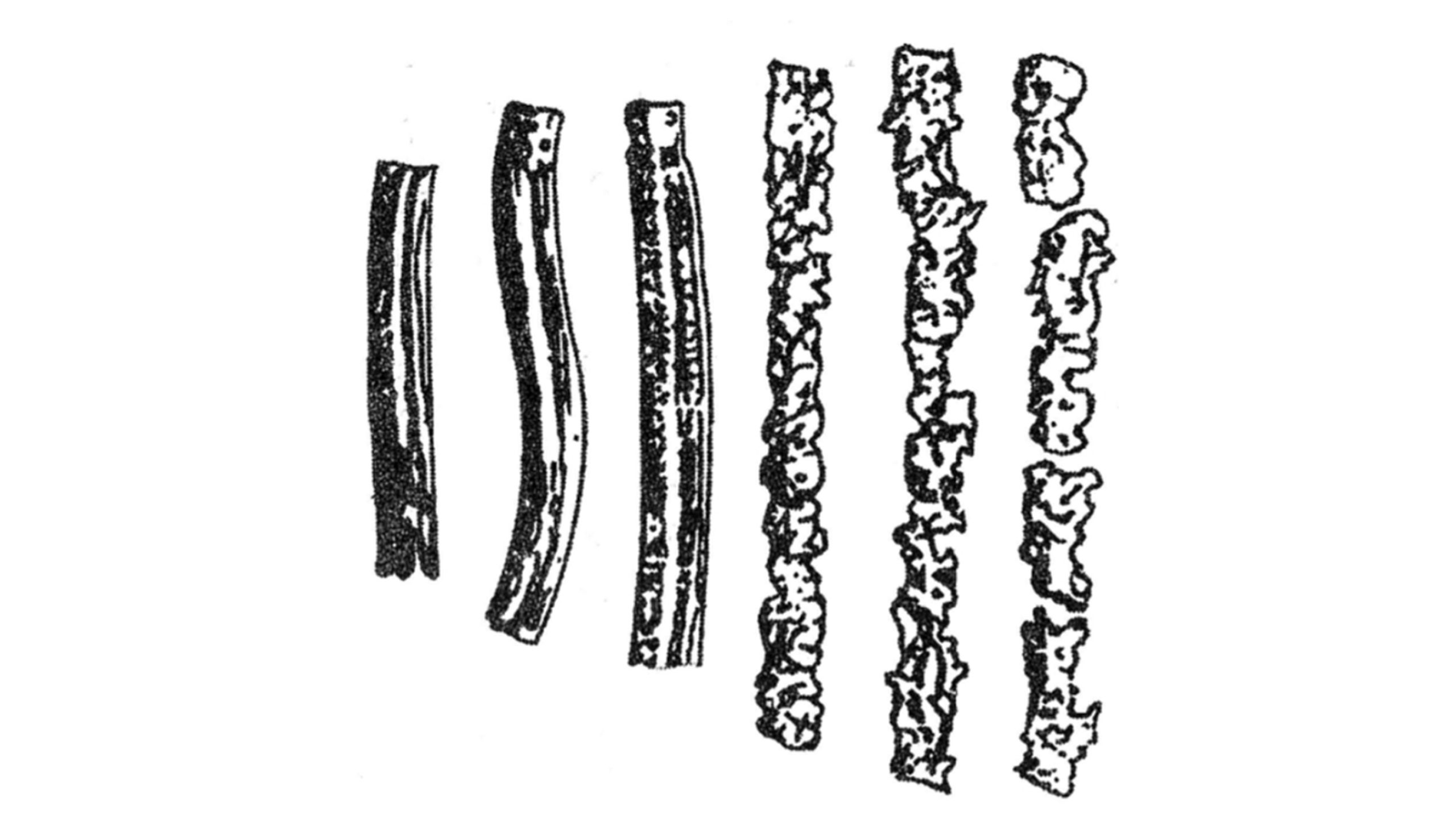
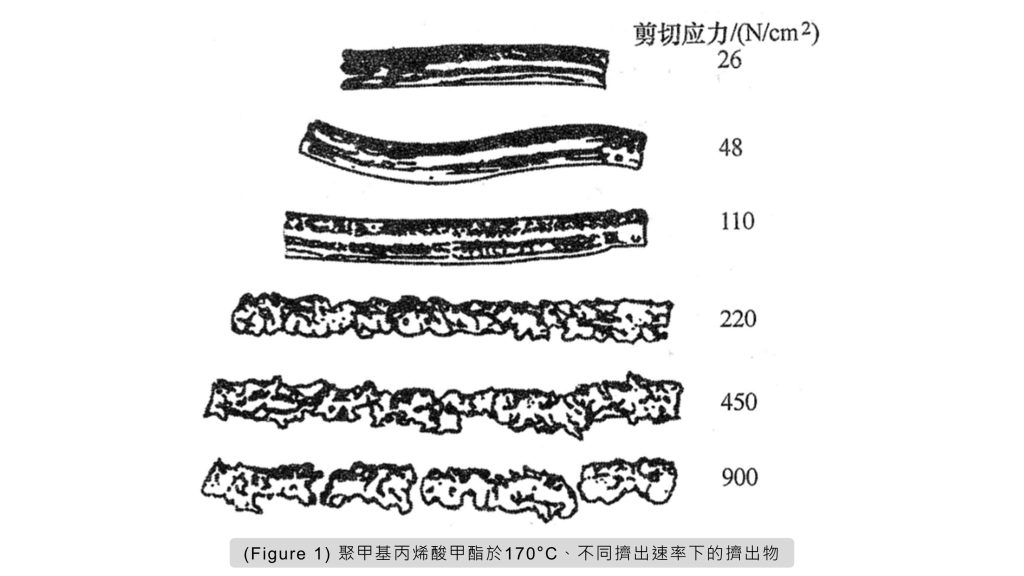
以聚合物熔體自小澆口對空射出的情況為例,其外觀會隨流動與受力條件不同,由輕微變化逐步發展為較明顯的表面異常,呈現由輕到重的外觀差異。其過程如下:
- (a) 擠出速率較低時:擠出物表面光滑、形狀均勻。
- (b) 當擠出速率增加到某個值:表面開始失去光澤、變粗糙,外觀像橘皮紋。
- (c) 擠出速率再升高:表面會出現很多不規則結節、扭曲或竹節紋。
- (d) 更極端時:擠出物可能支離、斷裂,甚至碎成碎片或一段段柱狀。
這整個從「橘皮 ➡ 竹節 ➡ 斷裂碎裂」的演變(Figure 1),就是熔體破裂典型的呈現方式。
3. 熔體破裂為什麼會發生?
由於材料在不同流動速度下,會受到不同機制主導。其形成原理如下:
- (a) 在低剪切應力/低剪切速率下,流動中可能有各種擾動,但會被熔體的黏性(像蜂蜜那種黏)壓制住,所以流動較穩定、表面較平整。
- (b) 在高剪切應力/高剪切速率下,熔體的彈性恢復(白話就是「回彈」)引起的擾動就變得難以抑制,擾動會逐漸放大,最後發展成不穩定流動,造成熔體表面破壞,甚至整體破裂。
一句話:速度越高,熔體越像被拉緊的橡皮筋,出口一放鬆就回彈失控。
4. 熔體破裂不只影響外觀,也會傷到內部
熔體破裂不只是「表面變醜」:
- (a) 外觀可能畸變、粗糙、支離、斷裂。
- (b) 更麻煩的是內部也會被破壞,影響製品品質(例如力學性能、物理性能)。
5. 為什麼會破得那麼嚴重?常見兩種解釋
對於熔體破裂造成嚴重破壞的原因,常見有兩種看法:
(5-1) 彈性剪切應變能轉成表面自由能,導致破壞
熔體在流道/澆口中被強烈剪切,相當於「存了一堆彈性能量」。當熔體離開澆口時,這些能量可能轉變成讓表面變形的能量,結果把表面弄粗糙、弄裂,甚至破碎。
(5-2) 各處受力歷史不同,離開澆口後回彈不一致引發破裂
在澆口及其上游通道內,熔體不同位置承受的應力大小與時間不一樣,所以離開澆口後的彈性恢復(回彈)也不可能一致。若這種不一致的回彈力大到熔體「承受不了」,就會引起熔體破裂。
6. 在射出模內的影響
熔體破裂可以看成是熔體彈性應變與彈性恢復的總結果,是一種綜合現象。在射出模內的流動過程中,不穩定流動與熔體破裂,常會讓製品出現:
- (a) 明顯的流動痕跡
- (b) 力學/物理性能受損
其中一個高風險情境是:熔體從小澆口射入大型型腔,很容易形成蛇形流動,進一步誘發熔體破裂。
不過一般射出件多為薄壁結構,型腔間隙常見 1~3 mm,而矩形澆口高度通常約為製品壁厚的一半。熔體在模具壁面之間的窄縫中流動時,阻力會消耗熔料能量,彈性恢復也受到限制,反而有助於熔體穩定推進。因此,澆口及其位置設計必須把「避免不穩定流動」納入考量。
6. 影響熔體破裂的因素
(6-1) 臨界剪切應力/臨界剪切速率
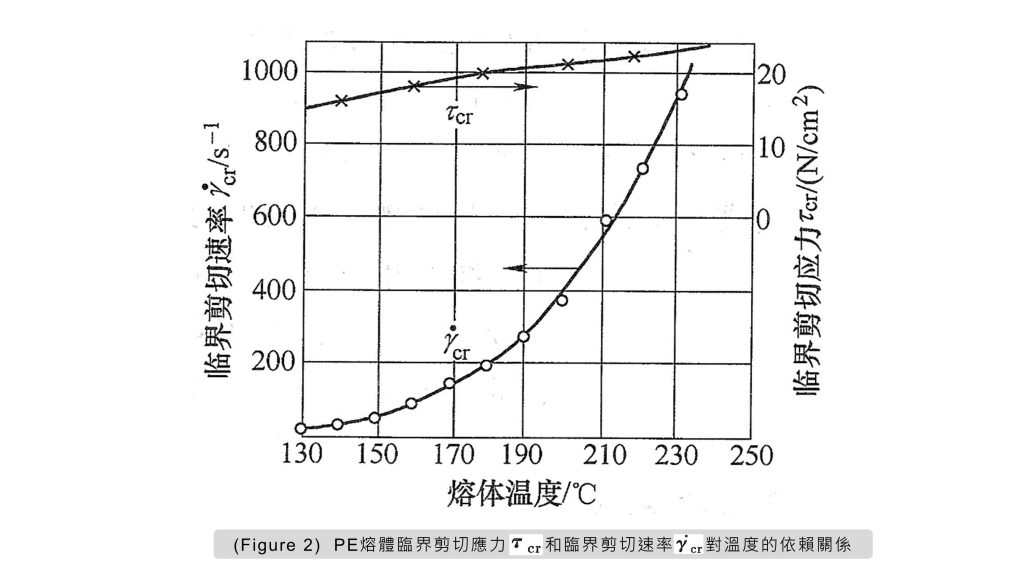
- (a) 發生不穩定流動的臨界剪切應力約在10⁵Pa(≈10 N/cm²)量級。
- (b) 溫度升高時,臨界剪切應力會略有增加(白話:料溫高一點比較不容易那麼快出事)。
- (c) 臨界剪切速率會隨著澆口長徑比增加而增大,也會隨溫度升高而增加。
- (d) 如(Figure 2) 所示,此圖為臨界剪切應力和臨界剪切速率對溫度依賴的關係。
(6-2) 澆口入口角影響很大
- (a) 澆口入口角對臨界剪切速率影響明顯。
- (b) 以 PE 為例,入口角從 180° 改為 30°,臨界剪切速率可提高 10 倍以上。
- (c) 採用流線型結構是防止熔體滯留、降低擠出不穩定的有效方法。
(6-3) 不同聚合物臨界速率差異明顯
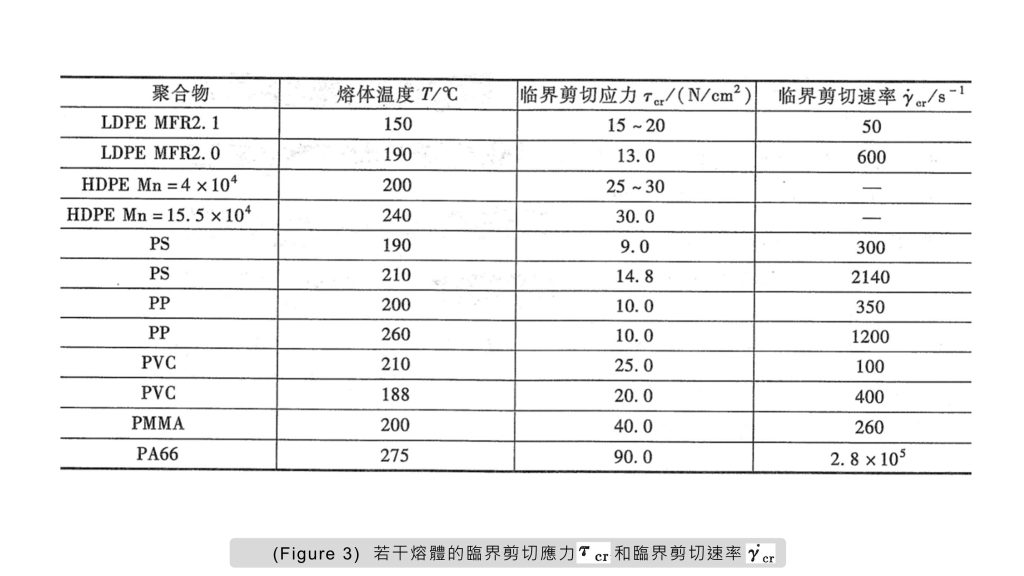
- (a) 各種聚合物熔體的臨界剪切應力大多落在 10⁵~10⁶ Pa範圍內。
- (b) 但不同聚合物種類、不同品級(牌號)會造成臨界剪切速率差異。
- (c) 如(Figure 3) 所示,此表為多種聚合物的臨界剪切應力值和臨界剪切速率值。
(6-4) 分子量越高,也會在較低速率發生熔體破裂
- (a) 臨界剪切速率會隨相對分子量增加而降低。
- (b) 也就是相對分子量大的聚合物,即使在較低剪切速率也可能發生熔體破裂。
- (c) 對射出模而言,臨界剪切速率特別重要。
- (d) 相對分子量較低的熔體通常更適合高速射出模。
☆☆☆ 延伸閱讀 ☆☆☆
(☆) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(☆) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。



