
內容目錄
1. 聚合物流變學
做射出成型、押出、吹塑時,你一定遇過這些狀況:
- (a) 同一支料,今天突然變難充填。
- (b) 射速一拉高,料反而變「比較順」。
- (c) 壓力加很大卻沒想像中好流,還更吃機台。
背後的原因通常都和「聚合物流變」有關(Figure 1)。簡單說:塑膠熔體在流動時,不只像液體會「流」,還像橡皮筋會「回彈」。這種同時具備「黏性+彈性」的行為,就是流變在處理的核心。
2. 先把「黏度」講清楚:它就是材料「有多難流動」
黏度可以用很白話的方式理解:
- (a) 黏度高 → 很稠、很難推動(像麥芽糖)。
- (b) 黏度低 → 很滑、很好流(像水)。
在加工上,黏度幾乎是最重要的指標之一,因為它直接影響:
- (a) 需要多大射出壓力。
- (b) 熔體能不能順利充滿模穴。
- (c) 流道/澆口設計是否合理。
- (d) 會不會有短射、毛邊、熔接線、表面流痕等問題。
3. 牛頓流體 vs 非牛頓流體:為什麼塑膠大多「越推越好流」?
(2-1) 牛頓流體(Newtonian)
特徵:黏度不會因為你推得快或慢而改變。
- (a) 常見例子:水、部分小分子液體(或某些條件下的聚合物流體)。
- (b) 白話:不管你怎麼攪拌,它的「稠度」差不多。
(2-2) 非牛頓流體(Non-Newtonian)
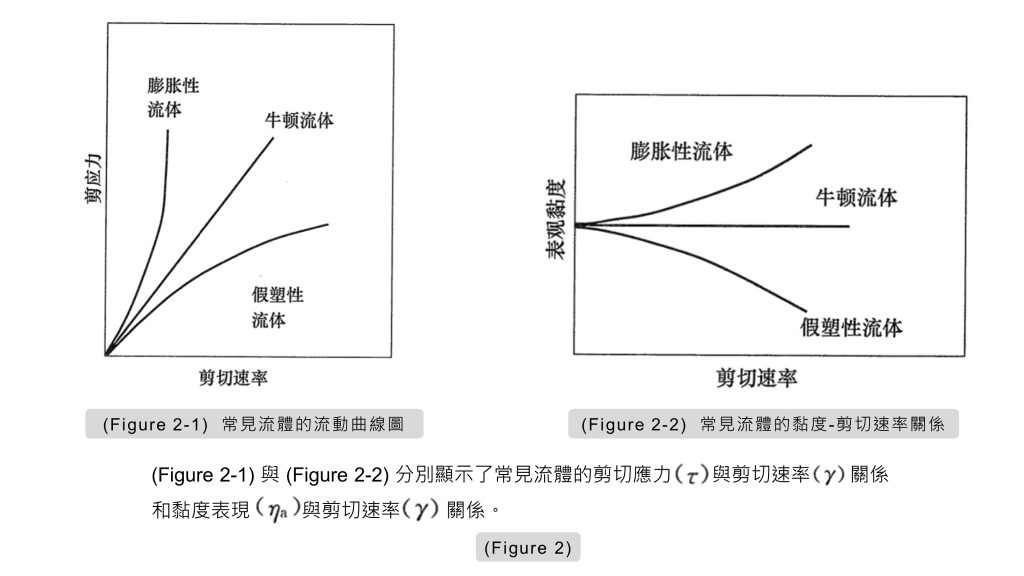
特徵:黏度會隨剪切速率改變(Figure 2)。而聚合物熔體因為分子是「長鏈+互相纏住」,多半都屬於非牛頓。非牛頓又常見兩類:
- (a) 假塑性(剪切變稀):剪切越大,黏度越低(塑膠加工最常見)。
- (b) 膨脹性(剪切變稠(影片-1)):剪切越大,黏度越高(較少見於一般熱塑加工主場景)。
★ 【(影片-1)-非牛頓流體((Non-Newtonian fluid)】
3. 射出成型最常見的關鍵:剪切變稀(Shear Thinning)
在射出成型時,聚合物熔體通常呈現假塑性,也就是:
- (a) 你推得越快(剪切速率越高) → 分子鏈越容易被拉開、滑動、解纏 → 阻力變小 → 黏度下降 → 更好流動。
- (b) 白話:塑膠熔體很像「一團打結的耳機線」,你慢慢拉它很卡,但你用更有效的方向和速度拉,它反而比較容易順開、滑過去。
這個現象對現場調機很重要,因為它解釋了:
- (a) 為什麼提高射速常常能改善充填。
- (b) 為什麼某些料「速度一上去」壓力反而沒那麼誇張。
- (c) 為什麼澆口、流道截面與剪切熱會影響外觀與尺寸。
4. 聚合物黏度為什麼會變?核心只抓兩件事就夠了
聚合物熔體在某個剪切速率下的黏度,常常可以用兩大因素理解:
(4-1) 自由體積(Free Volume)
- (a) 你可以把它想成分子之間「還有多少空隙可以讓鏈段動一動」。
- (b) 自由體積越大 → 分子比較好活動 → 黏度下降 → 更好流。
(4-2) 分子纏結(Entanglement)
- (a) 長鏈分子彼此纏住,就會讓流動變困難。
- (b) 纏結越多越緊 → 越難滑動 → 黏度上升 → 更難流
接下來你看到的「溫度、壓力、剪切速率、分子量、支鏈、添加劑」等影響,很多都能回到這兩件事:是增加自由體積?還是減少纏結?
5. 影響黏度的 4 大因素(加工最常用)
(5-1) 溫度:溫度越高,通常越好流(但別超過分解)
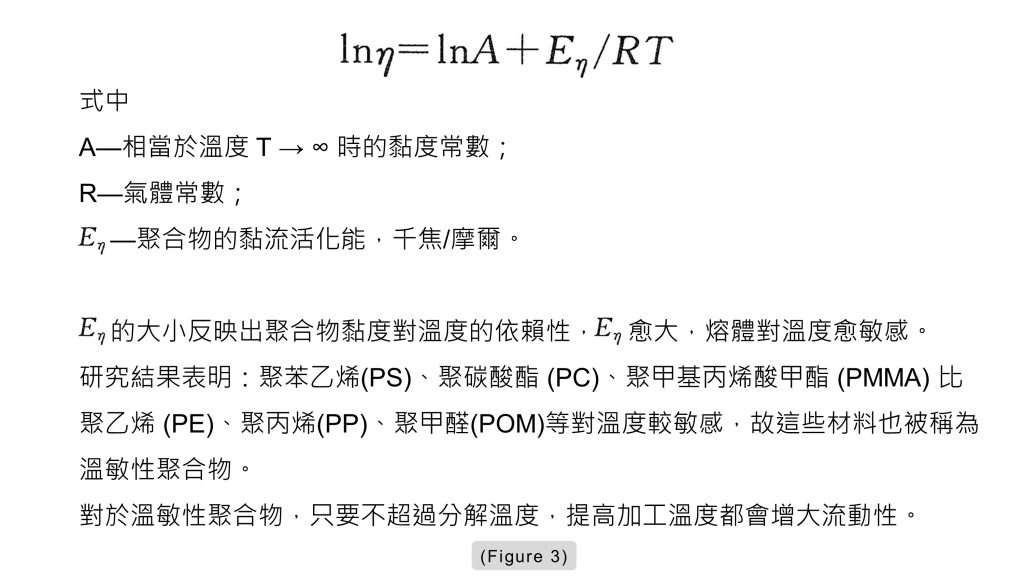
很多研究結果證明,熱塑性聚合物熔體的黏度隨溫度升高而呈指數函數的方式降低,黏度對溫度的依賴關係可用 Andrade 公式表示(Figure 3)。
- (a) 所以對多數熱塑性聚合物來說:溫度上升 → 分子動得更快、自由體積變大 → 黏度以「很快的速度」下降。
- (a) 實務上你會看到:料溫只要拉高一點點,流動性就改善很多。
- (b) 但要注意:溫度太高會熱降解(材料劣化、黃變、脆化、味道重、性能掉)。
- (c) 白話:加熱能讓蜂蜜變稀,但燒過頭就焦了、壞了。
(5-2) 壓力:壓力越大,黏度反而可能變高
聚合物熔體並非完全「壓不動」,而是具有一定可壓縮性。加工時若外部壓力升高,熔體體積會被壓縮,自由體積減少,分子距離更近、作用力更強,鏈段活動空間變小,流動阻力增加,因此黏度常隨壓力上升而提高,並不一定更好流動。
所以壓力升高時:體積被壓縮 → 分子距離更近 → 分子間作用力變大、鏈段更難動 → 黏度上升。
所以「只靠加壓來讓它更好流」通常不是好策略,因為:
- (a) 能耗大、設備負荷與磨損大。
- (b) 黏度可能還變高,得不償失。
另外常見觀念是壓力—溫度等效性:某些情況下,提高壓力造成的黏度變化,會類似「降溫」造成的效果(都讓黏度變高)。
(5-3) 剪切速率/剪切應力:剪切越大,多數熔體越變稀
也就是前面講的剪切變稀:剪切速率升高 → 解纏、滑移 → 結構被「拉順」 → 流動阻力下降 → 黏度下降。
實務上,這解釋了為什麼你改:
- (a) 射速。
- (b) 澆口尺寸。
- (c) 流道截面。
就能改變局部剪切程度與黏度表現,進一步影響熔體推進速度與壓力分佈,使充填所需壓力高低不同,流動前沿形狀與穩定性也會隨之改變。
(5-4) 聚合物結構與配方:分子長短、支鏈、分佈、填料/添加劑都會改黏度
你可以用「更容易打結 / 更容易滑開」來理解:
- (a) 分子量越大:鏈越長 → 更容易纏 → 黏度更高。
- (b) 分子量分佈 :
- (c-1) 分佈窄:流動表現可能更「單純」。
- (c-2) 分佈寬:不同長短鏈混在一起,流動行為更容易呈現假塑性、對剪切更敏感。
- (c) 支鏈(尤其長支鏈):更容易跟鄰居纏住 → 黏度更高,且對剪切更敏感。
- (d) 極性/結晶性較強的材料:分子間吸引力更強 → 黏度對溫度更敏感(溫度一改,黏度變化更明顯)。
- (e) 填料加入(玻纖、碳纖等):阻礙流動 → 黏度上升。
- (f) 溶劑或液體添加劑/塑化劑:削弱分子間作用力、減少纏結 → 黏度下降、流動性上升。
6. 把這些用回射出成型:你能得到哪些「可操作的判斷」?
(6-1) 充填不足(短射)不一定只能加壓
先想「能不能降黏度」——例如提高料溫/模溫、提高射速(利用剪切變稀)、調整澆口/流道剪切條件。
(6-2) 高壓不等於好流
壓力升高可能讓黏度上升,還會增加能耗與設備負擔。
(6-3) 不同材料的「好調方式」不同
- (a) 對剪切敏感的材料:改射速、澆口剪切常有效。
- (b) 對剪切不敏感的材料:通常改溫度更有效。
流變不是理論而已,是你調機與設計的底層邏輯。聚合物熔體的流動與形變,是加工最基本的事。搞懂黏度、剪切變稀,以及溫度/壓力/結構對黏度的影響,你就能更「有原因地」去調整射出條件、設計流道,並更快定位問題。
☆☆☆ 延伸閱讀 ☆☆☆
(☆) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(☆) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。



