內容目錄
1. 塑件內應力的形成
應力是指作用在物體單位面積上的內力,通常由外部載荷引起。當材料受到外力時,其內部會產生應力來抵抗外部作用。應變則是材料因應力作用所產生的形變程度,即材料為了抵抗應力而產生的尺寸或形狀變化率。
在某些情況下,即使外部沒有施加任何力,材料內部也可能存在內應力。這種內應力屬於應力的一種,但其來源不是外力,而是材料本身在製造或成型過程中產生的。常見原因包括塑膠成型時分子鏈的取向、冷卻速率不一致、或局部塑性變形等。這些因素會造成材料內部不同區域之間產生不均勻的應力分布。
若內應力未加以控制,可能導致產品出現翹曲、開裂或尺寸不穩定等問題,因此在設計與加工階段應加以考量與消除。
★ 【彈性力學裡的應力應變】
2. 內應力的危害
內應力的危害不容忽視。與外部應力類似,內應力也會引起材料的形變。當材料長期承受內部殘留應力時,可能會發生蠕變現象,即材料在恆定負載或自身應力下緩慢變形,進而影響產品的尺寸穩定性與使用壽命。
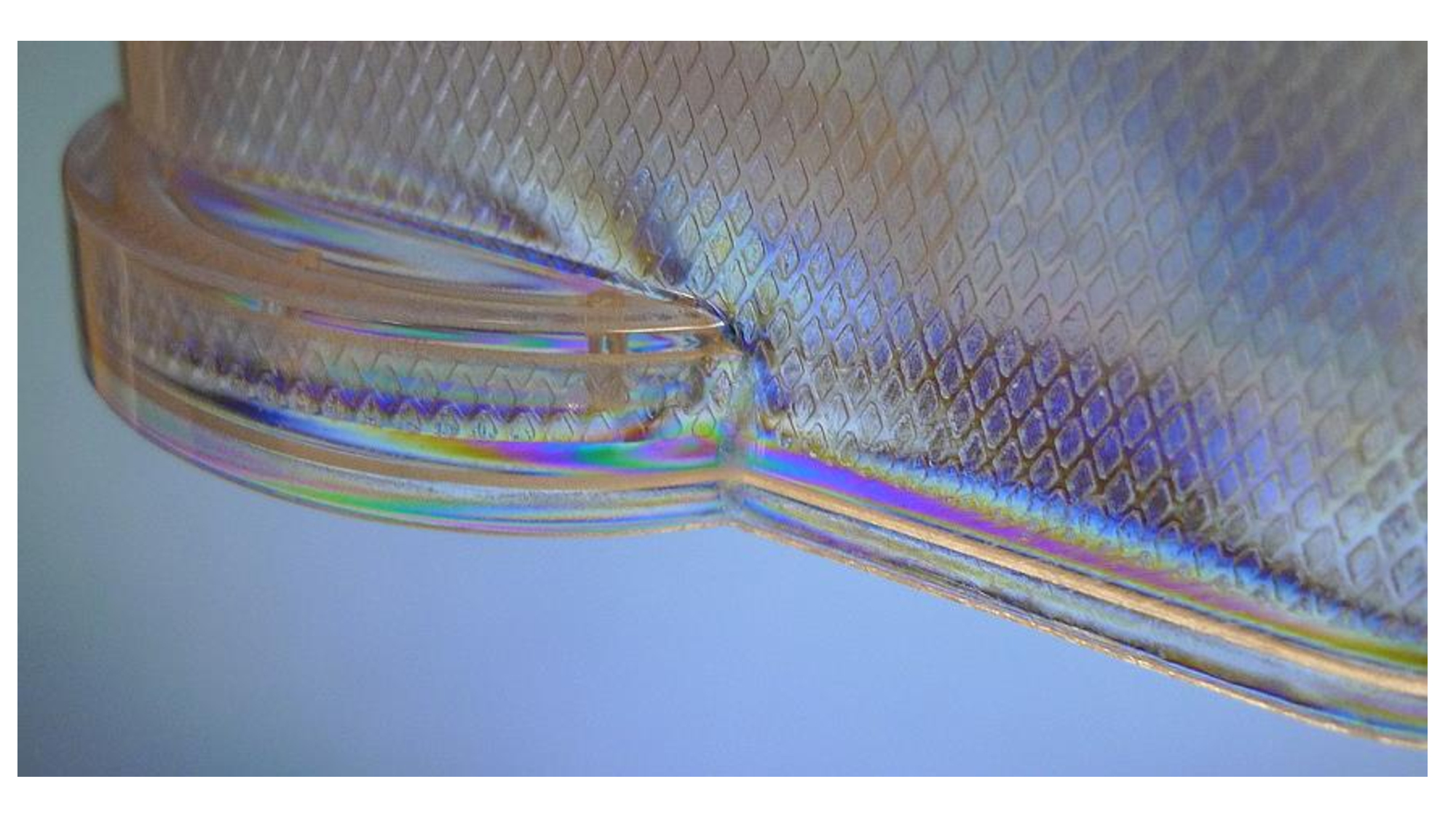
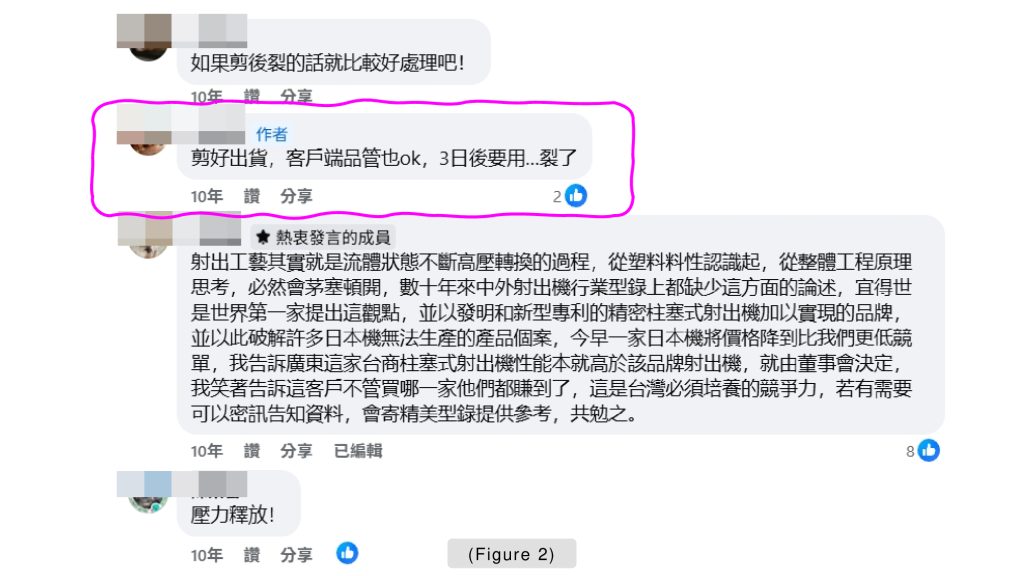
若內應力過大,會對製品品質造成明顯影響。輕微情況下,可能表現為產品尺寸偏差、翹曲變形等,影響組裝精度或外觀;嚴重時,材料內部結構在長期使用或環境變化(如溫度、濕度)下逐漸劣化,導致裂紋產生甚至斷裂失效(Fugure 1) (Fugure 2)。
因此,在製程中需採取適當措施控制或消除內應力,例如優化冷卻條件、退火處理或改良模具設計,以提升產品的穩定性與可靠性。

3. 影響內應力大小的因素
塑膠內應力是指在塑膠熔融加工與冷卻成型的過程中,因為高分子鏈取向、冷卻收縮不均、以及加工條件等因素所產生的內部殘留應力。這種應力即使在成型結束、脫模後,仍然存在於產品中,且不需要外力作用就能對塑件的結構與性能造成影響。若內應力過大,可能導致翹曲變形、尺寸不穩定、應力開裂,甚至在使用過程中出現斷裂等失效情況。因此,了解內應力的來源並加以控制,是確保塑膠製品品質與壽命的重要一環。塑膠內應力的產生可歸納為以下三大類影響因素。
- (a) 材料因素:分子鏈結構的影響
- (b) 設計因素:結構設計對內應力的影響
- (c) 成型因素:加工條件對內應力的影響
4. 部落格相關文章
【射出成型不良-塑件表面應力痕】在塑膠產品上,尤其是原料是ABS、PP、PC,經常會看到產品表面會有發亮的應力痕,頂針應力痕、入子應力痕、肉厚差應力痕。這些表觀發亮、發白的痕跡,就是內應力的結果,而內應力不外乎取向應力和冷卻收縮應力。澆口附近不規則應力痕是典型的取向應力造成,而肉厚差則是取向和收縮應力的共同結果,而頂針、斜銷應力痕形成的因素則更為多一些。
這篇文章除了說明塑件表面應力痕的成因與對策處理方式外,同時也彙整了本站關於塑膠成型應力的相關文章目錄,方便讀者依照不同主題快速查找與深入了解。(按圖連結文章)。

5. 會員文章及影片
(5-1) 會員文章
(5-1-2) 塑件表面應力痕對策處理與結構設計
應力是指塑膠成品在經過製造或成型過程後,在無外力的作用下,或無溫度梯度存在時,物體內部仍維持承受應力的狀況。此作用反應在塑膠製品外觀上所產生的痕跡稱之為應力痕。(按圖連結文章)。
(5-1-2) 塑膠塑件內應力產生原因與分析
塑膠塑件所承受的應力主要可分為兩大類型:「外力作用」與「內部殘留應力」。前者指的是塑件在實際使用過程中所遇到的各種外在力道,例如碰撞、施壓、組裝干涉等。這些外力通常難以準確預測,因此產品設計時,常依據預期應用情境估算其受力範圍,並加入適當的安全係數來強化結構設計。
至於內部應力,則多源自於塑膠射出成型過程中因冷卻、收縮不均或加工條件不當而殘留在塑件內部的張力,這類應力雖不可見,但會顯著影響其光學、電學、物理力學性能以及外觀品質。(按圖連結文章)。
(5-2) 會員影片
(5-1-2) 塑件內應力的形成與塑件退火處理
退火處理的主要目的是消除塑件在降溫固化過程中產生的局部應力集中現象。例如,在塑件的厚薄交界處,厚的部分降溫較慢,而薄的部分降溫較快,這會導致連接處出現不均勻的結晶收縮,進而產生應力集中。特別是在有金屬嵌件的周圍,這種現象更為明顯。若不進行退火處理,隨著時間的推移,應力集中部位可能會出現裂紋、變形等問題。



