模具驗收標準及模具驗收流程

現代的射出模具在眾多領域中都發揮著不可或缺的作用。通過這種模具的使用,我們可以順利地完成產品的生產與加工。然而,射出模具的品質至關重要,這就需要對模具進行嚴謹的驗收。了解當前射出模具的驗收標準以及如何實施驗收是必須的步驟。只有通過正確的驗收標準,我們才能確保獲得優質的模具產品,進一步確保生產過程的順利進行。

現代的射出模具在眾多領域中都發揮著不可或缺的作用。通過這種模具的使用,我們可以順利地完成產品的生產與加工。然而,射出模具的品質至關重要,這就需要對模具進行嚴謹的驗收。了解當前射出模具的驗收標準以及如何實施驗收是必須的步驟。只有通過正確的驗收標準,我們才能確保獲得優質的模具產品,進一步確保生產過程的順利進行。

模具的報價與結算是模具估價後的延續和結果。從模具的估價到模具的報價,只是第一步,而模具的最終目的,是通過模具製造交付使用後的結算,形成最終模具的結算價。在這個過程裡,人們總是希望,模具估價=模具價格=模具結算價。而在實際操作中,這三個價並不完全相等,有可能出現波動誤差值。
當模具估價後,需要進行適當處理,整理成模具的報價,為簽定模具加工合同做依據。通過反復洽談商討,最後形成雙方均認可的模具價格,簽訂了合同。才能正式開始模具的加工。

當完成產品圖面設計後(或是在設計過程中),必須對其展開仔細評估,這包含了結構的可行性、零件材料的特定需求,以及功能的可實現性等多個環節。此外,也要考量產品功能和成本的影響。在這個評審過程中,如果我們發現任何問題,都應該儘速提出修正意見,並重新繪製效果圖,以滿足產品設計的需求。

塑膠就是塑料,是一種以高分子有機物質為主要成分的材料,它在加工完成時呈固態形狀,在製造及加工過程中,可以藉塑料的流動來塑造型狀。塑料為合成的高分子化合物,主要成分是合成樹脂,樹脂約占塑料總量的40%~100%。塑料的基本性能主要取決於樹脂的本性,但添加劑也起著重要作用。有些塑料基本上由合成樹脂組成,不含或少含添加劑。

在現代的工程領域中,軟體的應用已經變得無可或缺。從設計、模擬到製造,各種專業繪圖軟體的應用都在為工程師們帶來效率提升和準確度增強的優勢。懂得運用繪圖軟體不僅能提升個人的專業技能,更能提高在職場上的競爭力。

在射出過程中,熱塑膠融體有時會從噴嘴頭部或與料管連接的噴嘴螺紋處滲出,此現象被稱為射嘴漏膠。此種漏膠情況會對射出生產流程帶來負面影響,會導致產品重量或質量的波動。嚴重的情況可能會導致塑膠件出現縮水、缺膠等問題,從而影響產品的外觀質量,導致不良率上升,浪費原料。

可製造性設計(DFM)是一個通過優化產品設計以方便製造來説明製造商提高其效率和品質的過程。在當今快節奏和競爭激烈的商業環境中,製造商以合理的成本在短時間內生產高品質的產品是至關重要的。DFM審查是實現這一目標的一個重要步驟。通過將DFM原則應用於產品設計,製造商可以最大限度地降低生產成本,減少製造時間,並提高產品品質。
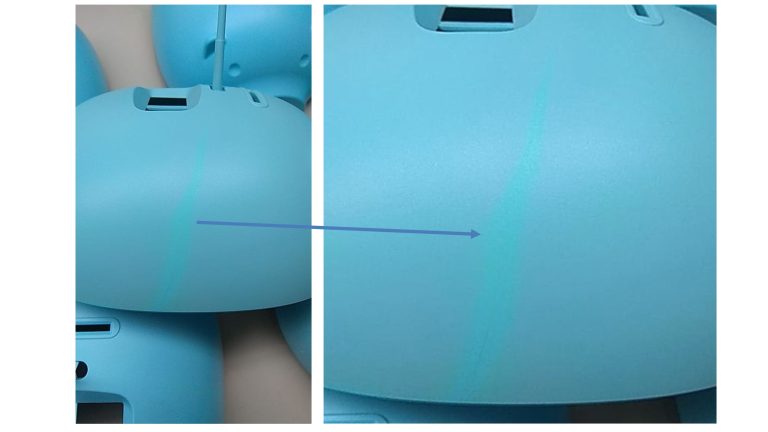
色差(光澤差別)與異色是塑件的表面或流動方向的部位會產生局部區域顏色偏差(混色)現象,因配套件顏色差別造成射出成品整批報廢的情況並不少見。色差影響因素眾多,因此色差控制技術同時也是射出中公認較難掌握技術之一。

真空泡是在製品內部形成的空隙,一般所謂的氣泡是製品冷卻時體積收縮差在厚度較大的部位形成空洞,或塑料中的水分、揮發分解揮發而成為氣泡被封入製品內部。



