射出成型不良-翹曲變形

翹曲變形作為衡量塑件產品品質的主要指標之一,為了改善和減少產品的翹曲變形,已經成為射出工藝和模具結構的優化重點問題。影響射出塑件翹曲變形的因素很多,根據現在塑料製品的翹曲理論,分為四大類,包括塑膠材料、產品形狀及結構、模具結構和成型條件。

翹曲變形作為衡量塑件產品品質的主要指標之一,為了改善和減少產品的翹曲變形,已經成為射出工藝和模具結構的優化重點問題。影響射出塑件翹曲變形的因素很多,根據現在塑料製品的翹曲理論,分為四大類,包括塑膠材料、產品形狀及結構、模具結構和成型條件。

射出成型後,塑膠件表面有絲狀裂紋、微裂、開裂及因塑件黏模、流道黏模而造成創傷性開裂,這些開裂可分為脫模開裂和應力開裂。

分層剝離是塑膠件的各層未能完全地熔合在一起,而且開始有脫皮現象。脫皮可發生在澆口或在塑膠件表面上。因融合強度不同會產生程度不一樣的脫皮現象,如大塊的或小塊而扁薄的。

毛邊是射出生產中較為常見的現象,如果毛邊黏在模具分型面上沒有清理掉而直接鎖模的話,則會損傷模具分型面,該損傷部位又會導致產生新的毛邊。因此,射出過程須特別注意是否會出現毛邊現象。

塑膠射出模具在生產製品過程中,縮水(凹痕/凹陷/縮痕)是不良現象中發生頻率最高的,縮水是指製品表面局部下陷,它通常發生在厚壁、肋、凸台及內嵌件上。主要是由於材料在厚壁部分的局部收縮沒有得到補償面引起。當外部材料冷卻硬化後,內部材料才開始冷卻,它的收縮將塑膠件表面向內部拉扯脫離模壁就產生了凹陷。

模溫機是用來調節模具溫度的平衡模度,可以升溫也可以降溫。模溫機利用高熱傳性的導熱媒體(例如水或油),以便在很短的時間內將模具內多餘的熱送走。在設定好熱平衡溫度後,能自動控制其溫度在極小誤差之內,且能維持定值。在設定好熱平衡溫度後,能自動控制其溫度在極小誤差之內,且能維持定值。

溫度調節(模具的溫度調節指的是對模具進行冷卻或加熱)既關係到塑件的質量(塑件尺寸精度、塑件的力學性能和塑件的表面質量),又關係到生產效率。因此,必須根據要求使模具溫度控制在一個合理範圍內,以得到高品質塑件和高生產率。
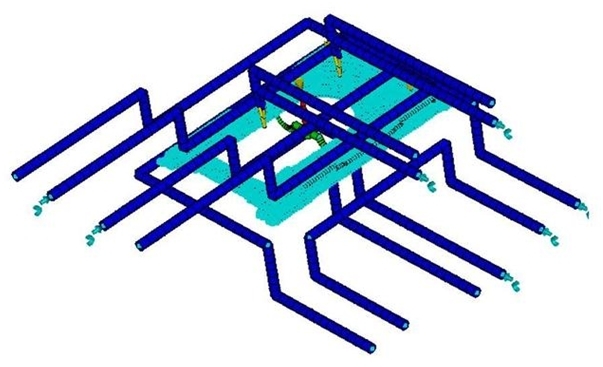
在射出成形過程中,塑膠融體所釋放的熱量約有5%~30%由模具以熱傳導、對流和輻射的方式散發到大氣中,熱量的大部分有冷卻水帶走,因此射出模的冷卻時間主要取決於模具冷卻系統的冷卻效果。據統計,模具冷卻時間約占整個射出循環週期的2/3,因此縮短射出循環週期的冷卻時間是提高生產效率的關鍵。

塑膠件在射出成型過程中有幾個溫度影響,分別是熔膠溫度、乾燥溫度、料管溫度、模具溫度、進澆點溫度等。穩定的溫度也是成型品質的關鍵,本篇文章是有關於熔膠溫度與料管溫度的說明。



