內容目錄
1. 模具表面的高能束強化技術
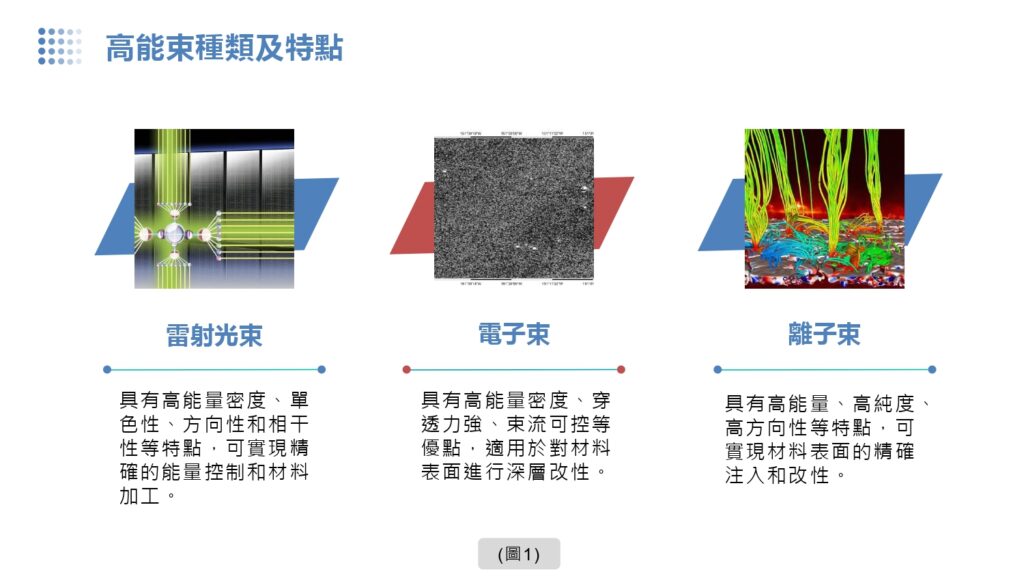
採用雷射光束、離子束、電子束(圖1)對材料表面進行改性或合金化的技術是近十幾年來迅速發展起來的材料表面新技術,是材料科學的最新領域之一。用這些束流對材料表面進行改性的技術主要包括兩個方面:
- (a) 利用脈衝雷射器可獲得極高的加熱和冷卻速度,從而可製成微晶、非晶及其他一些奇特的、熱平衡圖上不存在的亞穩態合金,從而賦予材料表面以特殊的性能,目前的雷射器已有足夠的能量在短時間內加熱和熔化大面積的表面區域。
- (b) 利用離子注入技術可把異類原子直接注入表面層中進行表面合金化,引入的原子種類和數量不受任何常規合金化熱力學條件的限制。
這些束流用於材料表面加熱時,由於加熱速度極快,所以整個基體的溫度在加熱過程中可以不受影響。用這些束流加熱材料表層的深度一般為幾微米,加熱熔化這些微米級的表層所需能量一般為幾個J/cm^2。
表面合金化之所以引起人們的重視是由於亞穩相的產生。無論脈衝加熱或是離子注入都非常有助於形成亞穩組織。所以這些表面合金化一般是在遠離平衡及高密度缺陷條件下進行的。
2. 雷射加熱表面處理技術
雷射表面處理的目的是改變工件表層的成分和顯微結構,從而提高表面性能。雷射表面處理技術可分為雷射表面熱處理和雷射表面改性技術兩大類。雷射表面熱處理包括雷射淬火、雷射退火、雷射非晶化、雷射衝擊硬化、雷射晶粒細化等。雷射表面改性技術可分為雷射表面合金化和雷射熔覆兩類。
(2-1) 雷射表面熱處理
雷射表面處理是應用光學透鏡將雷射電子束、離子束聚集到10^4~10^8W/cm^2以上的高功率密度,光束的焦斑溫度達到10^3~10^4°C的高溫,以照射工件表面,並改變工件表面組織和性能的工藝。
(2-1-1) 雷射淬火
雷射淬火是鐵基合金在固態下經受雷射照射,表層被迅速加熱至奧氏體溫度以上,並在雷射停止照射後,快速自冷淬火得到馬氏體組織的一種工藝方法。適用於雷射淬火的材料主要有灰鑄鐵、球墨鑄鐵、碳鋼、合金鋼和馬氏體不銹鋼等。
雷射淬火能使硬化層內殘留有相當大的壓力,從而提高了材料表面的疲勞強度,利用這一點對模具表面實施雷射淬火,可大大提高材料的耐磨性和抗疲勞性能。對45鋼來說,用雷射淬火處理後進行的彎曲疲勞試驗表明,其疲勞強度可達120MPa。如果在模具承受壓應力的情況下進行雷射表面淬火,淬火後撤出外力,可進一步增大殘餘壓應力,並且大幅度提高模具的抗壓強度、抗拉強度和抗疲勞強度。
(2-1-2) 雷射非晶化
雷射非晶化是用雷射表面熔化及快速冷卻的方法在工件表面上形成厚度為1~10um的玻璃態非晶化組織,這種非晶組織具有高強度、高韌性和高的耐磨性。
(2-1-3) 雷射衝擊硬化
雷射衝擊硬化是用高強度脈衝雷射光束照射金屬表面,使金屬表面薄層迅速汽化,在表面原子逸出期間,發生動量脈衝,產生強的機械衝擊波和應力波,使材料表面硬化。雷射衝擊硬化不僅可以大大提高材料的強度和硬度,而且能有效地提高抗疲勞性能。由於衝擊波持續的時間短,因而產生的變形很小。
3. 雷射表面改性技術
(3-1) 雷射表面合金化
雷射表面合金化是利用雷射光束使合金元素與基體金屬表面混合熔化,在很短時間內,形成不同化學成分和結構的表面合金。
表面合金化所用的雷射,按其重要性依次排列為二氧化碳(CO2)雷射、摻釹釔鋁石榴石(Nd:YAG Laser)雷射、摻釹玻璃(Nd:玻璃)雷射和摻鉻氧化鋁(紅寶石)雷射。在雷射表面合金化過程中,雷射光束和工件保持相對高速運動。為了方便,雷射光束保持靜止而工件高速移動。
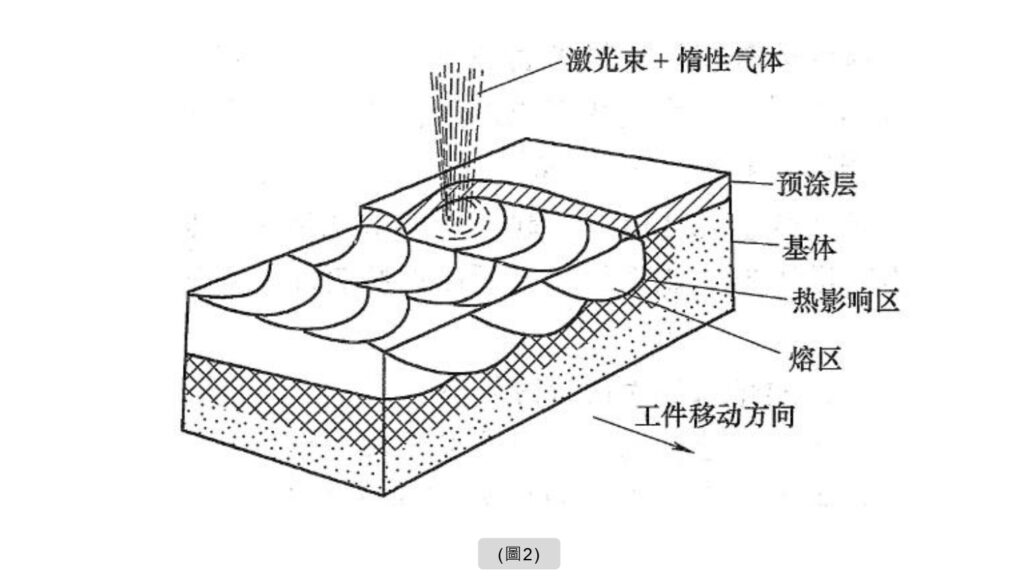
向雷射熔池中添加合金元素的方法有預沉積法和共沉積法兩種。預沉積法包括在工件表面上電鍍、熱噴塗、真空蒸鍍、滲碳、滲硼、滲氮、粘塗疏鬆的粉末以及安放薄的金屬片或金屬絲。所有這些都是在雷射熔化前完成的,(圖2)示意地描述採用預沉積法的雷射表面合金化過程。共沉積法是在工件上雷射熔化的同時,往熔池內噴注合金粉末、或者送合金線材或棒材。顯然單工序的共沉積法比雙工序的預沉積法更有吸引力。
用雷射對CrWMn鋼進行合金化,可使其磨損率僅為CrWMn 淬火鋼的 1/10,使用壽命為 CrWMn 淬火鋼的 14 倍。另外,用CrNi 在低碳鋼表面進行雷射合金化,獲得WCr 58%+WNi 20%的合金層,其耐蝕性超過304不銹鋼。如果在熔化區提供活性氣體,還可以在工件表面形成堅硬的TiC、TiN塗層。
(3-2) 雷射熔覆
雷射熔覆是利用雷射光束在工件表面熔覆一層硬度高、耐磨、耐蝕和抗疲勞性好的材料,以提高工件的表面性能。雷射熔覆也可以通過以下兩種方法來完成:
- (a) 預先在工件表面放置鬆散粉末塗層,然後用雷射重熔。
- (b) 在雷射處理時,用氣動噴注法把粉末注入熔池中。這兩種方法中,氣動傳送粉末技術的成效較高。
雷射熔覆有許多優點:可以在低熔點工件上熔覆一層高熔點的合金,可局部熔覆,具有良好的熔界,微觀結構細緻 ,熱影響區很小。雷射熔覆工藝適用的材料範圍很廣,能實施熔覆的基體材料有低碳鋼、合金鋼、鑄鐵、不銹鋼、銅和鋁合金、鎳鉻鈦耐熱合金等,用於熔覆的合金有鈷基、鐵基、鎳基合金。
4. 電子束加熱表面強化
電子束加熱淬火是用電子槍發射的電子轟擊金屬工件的表面,電子流碰撞材料表面層的原子,動能轉變為熱能,使工件表層迅速加熱,待電子束離開後,工件表面自冷淬火而硬化,表面獲得極高的硬度。
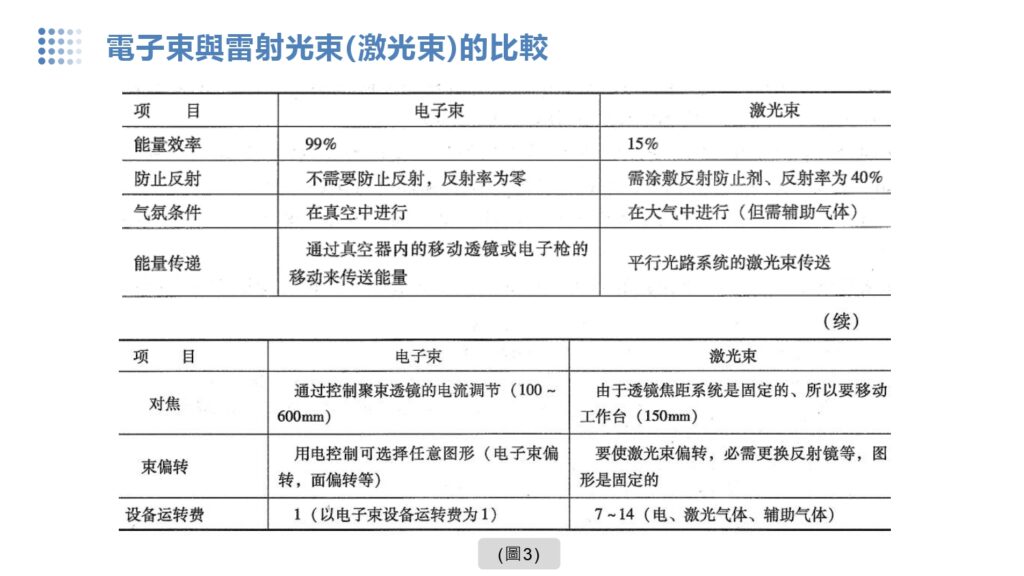
電子束加熱淬火需要在真空中進行,故能量傳遞不如雷射方便,可控性較差。電子束除用來表面淬火外,還可以進行表面合金化和表面熔覆。電子束與雷射光束的能量密度大致相同,(圖3)是電子束和雷射光束對鋼鐵進行淬火時的特徵比較。
5. 離子注入技術
離子注入是把工件放在離子注入機的真空靶室中,將需要注入的元素在離子源中進行離子化,以幾十至幾百千伏的電壓把形成的離子引入磁分析器,在磁分析器中把具有一定荷質比的離子篩選出來,並導入加速系統;高能離子在掃描電場作用下,可在材料表面縱橫掃描,從而實現高能離子對材料表面的均勻注入。
金屬經離子注入後,在零點幾微米的表層中增加注入元素和輻射損傷,從而使金屬的耐磨性、摩擦因數、耐氧化性、耐蝕性發生顯著變化。經離子注入後,某些金屬材料的耐蝕、耐磨和耐氧化性能可提高近1000倍。與通常的冶金方法不同,離子注入是用高能量的離子注入來獲得表面合金層的,因而有以下特點:
- (a) 溶質原子靠高能量撞進金屬晶格內,不受熱力學平衡條件限制,原則上任何元素都可以注入任何基體金屬中。如室溫下,氮在鋼中的溶解度只有0.001%,但用離子注入可使溶解度達20%。注入所得合金層是亞穩態結構,如過飽和固溶體、非晶態等。
- (b) 注入是一個無熱的過程,可以在室溫或低溫下進行,不會引起工件變形。
- (c) 注入是在真空中進行的,極少發生氧化。
- (d) 注入原子與基體金屬間沒有介面,因而注入層不會有剝落問題。
離子注入技術的缺點是設備昂貴,成本高。離子注入層較薄,如100ke・V的氮離子注入GCr15鋼中的平均深度僅為0.1um(a)這就限制了它的應用範圍。目前離子注入中應用較多的有非金屬元素 N、C、B,耐蝕耐磨合金元素Ti、Cr、Ni固體潤滑元素S、Mo等。
離子注入金屬後能顯著提高其表面硬度、耐磨性、耐蝕性。離子注入技術在工業上已得到廣泛應用,並已取得良好的經濟效益。例如,離子注入應用於塑膠成型模具、衝壓模具都取得了滿意的效果,使用壽命延長數倍。
6. 高頻脈衝淬火
高頻脈衝淬火所使用的頻率為17MHz,工件表面的功率密度為10~30kW/cm^2,加熱和冷卻的總時間僅需要2~40ms,淬硬層深度為0.05~0.5mm,由於加熱速度極快,奧氏體晶粒被高度細化,淬火後為極細的針狀馬氏體,使硬度和耐磨性大幅度提高。
☆ 其他參考資料及文章
★ 【模具雷射焠火表面硬化處理】
☆ 案例及資料下載
● 壓縮檔裡的檔案內容