
內容目錄
5. 耐腐蝕型橡塑模具鋼
在生產以聚氯乙烯或是添加含有阻燃劑為原料的塑膠製品時,模具材料必須具有一定的耐蝕性。常用來製作塑膠模具的耐蝕鋼有3Cr13、4Cr13、9Cr18、Crl8MoV、Crl4Mo、 Cr14Mo4V、1Cr17Ni2等不銹鋼和馬氏體時效不銹鋼(圖1)。
(5-1) 高碳高鉻型耐蝕鋼
常用於製作塑膠模具的高碳高鉻型耐蝕鋼有9Cr18、Cr18MoV、Cr14Mo、Cr14Mo4、 PCR、AFC-77、4Cr13、1Cr17Ni2 鋼等(圖2)。
高碳高鉻耐蝕鋼屬於萊氏體鋼,必須通過鍛造使粗大碳化物均勻分佈。鋼坯的鍛造加熱溫度為1100~1130°C,始鍛溫度為1050~1080°C,終鍛溫度為850~900°C。鍛後砂冷或灰冷。為降低鍛造後的硬度,改善可加工性,並為淬火作好組織準備,鍛後應進行球化退火,退火組織為粒狀珠光體和均勻分佈的粒狀碳化物,退火硬度為179~255HBW。

(5-2) 中碳高鉻型耐蝕鋼—4Cr13
4Cr13(圖3)屬於馬氏體不銹鋼,嚴格地講,只能耐大氣和水蒸氣腐蝕,在熱處理後能獲得較高的硬度和耐磨性,可用於製造要求一定耐蝕性的塑膠模具。
4Cr13的軟化處理,可以採用在750~800°C溫度進行高溫回火2~6h,也可採用在875 ~ 900°C溫度保溫1~2h,以15~20°C/h 的速度冷至低於 600°C出爐空冷,退火硬度為170~ 200HBW。
4Cr13鋼的淬火溫度一般選擇在 1040~1060°C,4Cr13鋼通常在兩種回火狀態下使用,當要求高硬度和高耐蝕性時可在200~350°C溫度回火;當要求強度、塑性和衝擊韌度有最佳配合,且耐蝕性又較高時,則採用650~750°C回火。

(5-3) 低碳鉻鎳型耐蝕鋼—1Cr17Ni2
1Cr17Ni2鋼(圖4)屬於馬氏體型不鏽耐酸鋼,對於氧化酸類、鹽類的水溶液有良好的耐蝕性,1Cr17Ni2鋼具有較高的強度和硬度,而且耐蝕性能較4Cr13好,缺點是有脆性傾向,焊接性較差。
1Cr17Ni2鋼的淬火溫度一般為1000°C,與4Cr13不銹鋼一樣,也是在淬火後低溫回火或高溫回火具有最好的耐蝕性。淬火後經250~300°C回火,基體組織為回火馬氏體,鋼 強度、硬度較高,耐磨性好,而且具有高的耐蝕性。回火溫度在600~700°C,鋼的基體組織為回火索氏體,具有較好的強度與韌度配合,而且也具有較高的耐蝕性。

(5-4) 0Cr16Ni4Cu3Nb(PCR)鋼
PCR鋼是一種馬氏體沉澱硬化不銹鋼,因碳含量低,耐腐蝕性和焊接性都優於馬氏體 型不銹鋼,而接近奧氏體不銹鋼。PCR鋼熱處理工藝簡單,經1050°C固溶處理後空冷可獲得單一的板條馬氏體組織,硬度為32~35HRC,具有良好的可加工性。經460~480°C時效處理後,由於馬氏體基體析出富銅相,使強度和硬度進一步提高,達44HRC,同時獲得較好的綜合力學性能。
PCR鋼經時效處理後,工件僅有微量變形,其拋光性能良好,拋光後在300~400°C進行PVD表面離子鍍處理,可獲得大於1600HV的表面硬度。因此,PCR鋼適於製造要求高耐磨、高精度和耐腐蝕的塑膠成型模具,如氟塑料、加阻燃劑塑膠、聚氯乙烯成型模具。
6. 時效硬化型橡塑模具鋼
對於複雜、精密、高使用壽命的塑膠模具,模具材料在使用狀態必須有高的綜合力學性能,為此,必須採用最終熱處理。但是,採用一般的最終熱處理工藝,往往導致模具的熱處理變形,即模具的精度就很難達到要求。而時效硬化型橡塑模具鋼在固溶處理後變軟(一般為28~34HRC),可進行切削加工,待冷加工成形後進行時效處理,可獲得很高的綜合力學性能。
時效熱處理變形很小,而且這類鋼一般具有焊接性能好,以及可以進行滲氮等優點,適用於製造複雜、精密、高使用壽命的橡塑模具。時效硬化型橡塑模具鋼主要包括兩種類型,即馬氏體時效鋼和析出硬化型鋼。
(6-1) 馬氏體時效鋼
自1959 年馬氏體時效鋼出現以來,由於這類鋼具有高的強度/密度比、良好的可加工性和可焊性,以及簡單的熱處理工藝等優點,立即受到宇航工業的高度重視,得到了迅速的發展。其中最為典型的鋼號是18Ni馬氏體時效鋼,它們的屈服強度為1400~3500MPa,典型牌號有18Ni (200)、18Ni (250)、18Ni (300)、18Ni(350)、06Ni6CrMoVTiAl等(圖5)。
對於模具而言,所要求鋼材具備的性能比宇航工業低,對冶金品質及性能的要求可適當降低,並為此發展了一些低鈷、無鈷、低鎳的馬氏體時效鋼,如06Ni6CrMoVTiAl鋼,從而使鋼材的成本大幅度下降。
馬氏體時效鋼是不同於常規鋼種的超高強度鋼,它不是由於碳含量而強化的,這種鋼是由於很低碳含量的馬氏體基體時效硬化時,發生金屬間化合物沉澱而強化的,強度與淬透性無關。事實上,碳在馬氏體時效鋼中是雜質,要控制在盡可能低的範圍內。
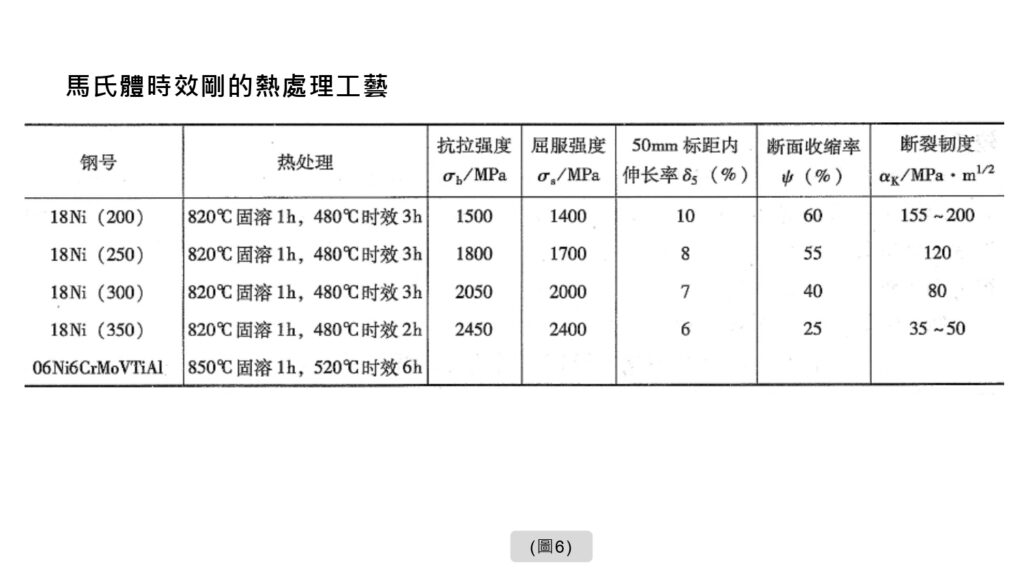
馬氏體時效鋼在冷卻時奧氏體轉變為馬氏體,在達到Ms溫度和形成馬氏體以前沒有相變。大工件即使很慢冷卻也只產生馬氏體,而不會出現大尺寸截面淬透性不足的問題。馬氏體時效鋼的熱處理工藝見(圖6)。馬氏體時效鋼固溶處理後的硬度很低,一般在28HRC左右,可以進行切削加工,而時效的溫度較低,對模具表面品質的影響不大。
06Ni6CrMoVTiAl鋼,代號06Ni,屬低鎳馬氏體時效鋼,價格比18Ni類馬氏體時效鋼低得多,此鋼的突出優點是熱處理變形小。經850°C固溶處理1h後硬度為25~28HRC,具有良好的可加工性和拋光性能。
06Ni鋼固溶處理後,採用的冷卻方式不同,對固溶及時效硬度的影響很大。如固溶後空冷,硬度為26~28HRC,油冷硬度為24~25HRC,水冷硬度為22~23HRC。固溶後的冷卻速度越快,硬度越低,但時效後的硬度卻越高。
時效工藝為500~540°C時效4~8h,一般採用520°C時效6h,硬度為43~48HRC,組織為板條馬氏體加析出的強化相Ni3Al、Ni3Ti、TiC、TiN,具有良好的綜合力學性能和一定的耐蝕性,並可以進行滲氮、鍍鉻。
06Ni鋼已分別應用在化工、儀錶、輕工、電器、航空航太和國防工業部門,用以製作光碟盒、照相機、傳真印表機等零件的塑膠模具,均收到良好的效果。
(6-2) 析出硬化型時效鋼
析出硬化型時效鋼(圖7)所含的合金元素(品質分數)比馬氏體時效鋼少,特別是含鎳量少 得多。材料也是在固溶處理狀態下,硬度為30HRC左右,可以進行切削加工,製成模具後 再進行時效處理,使硬度達到40HRC左右,而時效變形量很小,約在0.01%左右,適用於製造高硬度、高強度和高韌度的精密塑膠模具,典型鋼號有25CrNi3MoAl、10Ni3MnCuAlMo(PMS)、Y20CrNi3AlMnMo(SM2)、P21等。
固溶處理的目的在於得到細小的板條馬氏體,以提高鋼的強韌性;固溶淬火後的馬氏體硬度較高,為降低鋼的硬度,需進行高溫回火,而高溫回火工藝的選擇,既要使馬氏體充分分解,又要避免NiAl相的脫溶析出。鋼材的最終性能是通過時效處理得到的,為了使析出硬化鋼在時效過程中脫溶NiAl相而強化,必須在NiAl相溶溫度範圍內進行時效處理。
(6-2-1) 25CrNi3MoAl鋼
25CrNi3MoAl鋼為低Ni無Co型Ni-Mo-Al系,析出硬化型馬氏體時效鋼,適用於制造變形率要求在5%以下、鏡面要求高或表面要求光刻花紋的普通及精密塑膠模具,經軟化處理後,可通過冷擠壓成形。
25CrNi3MoAl鋼的特點是鎳含量低,價格遠低於馬氏體時效鋼,也低於超低碳合金時效鋼。調質硬度為230~250HBW,有良好的切削性能和電加工性能,時效硬度為38 42HRC,時效變形可控制在0.05%範圍內。鏡面研磨性好,表面粗糙度可達Rą0.2 0~025um,表面光刻侵蝕性好,光刻花紋清晰。焊接修補性好,時效後焊縫硬度和基體硬度相近。
用作一般精密塑膠模具時的熱處理工藝為經880°C固溶處理後水或空冷,硬度為48~ 50HRC,再經680°C回火5h,硬度為22~23HRC。加工成形後經 540°C時效6h,硬度為39~42HRC,時變形率約為-0.039%,經研磨或光刻花紋後裝配使用。
由於析出硬化鋼的時效溫度範圍與滲氮溫度範圍相當,故時效處理與滲氮處理可以同時進行,提高模具表面的耐磨性和抗咬合能力。用作高精密塑膠模具時,加工工藝基本與上述工藝相同,只是在粗加工和半精加工後,進行一次650°C保溫1h的去應力處理,時效變形率僅為-0.01%-0.02%。
(6-2-2) 10Ni3MnCuAIMOS (PMS)鋼
PMS鋼屬馬氏體析出硬化型鏡面塑膠模具鋼,此鋼採用低的碳含量,在熱處理時析出NiAl、CuAl、CuNi等彌散的金屬間化合物,獲得所需的硬度。PMS鋼具有良好的鍛造性能,鍛造加熱溫度為1130~1160°C,始鍛溫度1100~1120°C,終鍛溫度>850°C,鍛後灰冷。鍛後不必退火,即可進行機械加工。
PMS鋼的固溶加熱溫度為840~900°C,一般選用870°C固溶處理1h後空淬,硬度30~ 35HRC,具有良好的冷熱加工性能,在零件製作成形後,經490~500°C時效處理,硬度在45HRC左右,具有良好的綜合性能和鏡面加工性能,且變形極小。PMS鋼中含有一定量的Al,因此,特別適宜於進行表面滲氮或氮碳共滲處理,處理後的硬度可達1000HV以上,其時效溫度與滲氮溫度相近,故滲氮時可同時進行時效處理。用於要求有高鏡面要求的精密模具,是理想的光學透明塑膠製品的成型模具材料。
PMS鋼還具有良好的焊接性能,補焊區域硬度為30HRC左右,可以進行機械加工,鋼中不含S等易切削元素,補焊時沒有SO2氣體逸出,補焊品質優良,為模具補焊修復提供了方便。含碳量在下限時,PMS鋼實際上是一種Fe-Ni-Al-Cu合金,可以擠壓成形,對於形狀複雜的模具,這一優點顯得特別重要。
PMS鋼表面經機械加工和拋光後,表面粗糙度R≤0.05um,拋磨時間較45鋼可縮短 50%,而表面品質比45鋼高1倍。並且表面潔淨耐蝕,無針孔斑塊缺陷,圖案蝕刻性能絕佳。PMS鋼表面耐蝕性高,在鹽酸溶液中加熱沸騰時,有極好的耐蝕性,腐蝕率只有2Cr13鋼的1/6~1/8。
(6-2-3) Y20CrNi3 AlMnMo (SM2)鋼
SM2 鋼屬含硫系中合金時效硬化易切削預硬鋼,它具有良好的綜合力學性能和加工工藝性能、優良的鏡面拋光性能,可滲氮。用於高精度模具。
SM2鋼中加入Al,在時效時可以析出硬化相Ni3Al。加入Cr的主要作用是提高鋼的淬透性,因此SM2鋼比PMS鋼的淬透性稍高,加入S和Mn,可以形成易切削相MnS,因此,SM2鋼的可加工性優於PMS鋼。
SM2鋼的鍛造工藝與SM1鋼相同,鍛後不必退火。SM2鋼的固溶加熱溫度為870~930°C,一般選900°C固溶處理2h後油冷,硬度為42~45HRC,700°C高溫回火2h後油冷,硬度為28HRC,具有良好的切削性能,加工成形後經500~520°C時效處理,硬度為40HRC。對於要求型腔表面光潔、精度較高的模具,可在此硬度下進行精加工,拋光表面。SM2鋼具有良好的滲氮、氮碳共滲、離子滲氮、氧氮共滲工藝性能。
☆ 其他參考資料及文章
★【塑膠模具材料選擇技巧詳解】(按圖超連結)

★【模具壽命與模具鋼材的選擇】(按圖超連結)
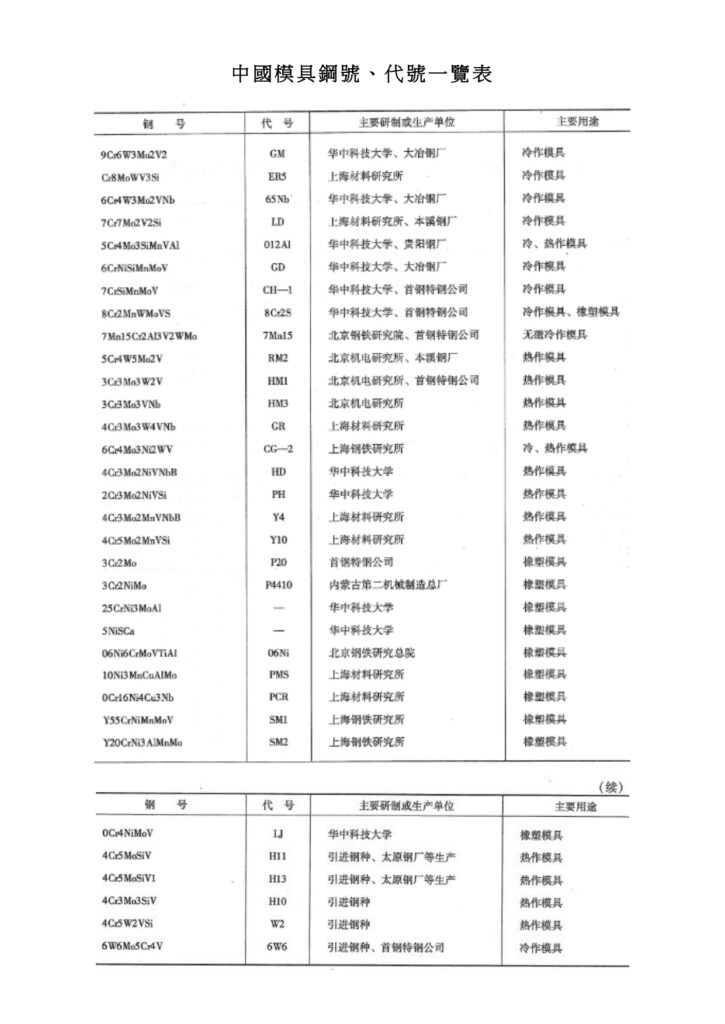
★【中國模具鋼號、代號一覽表】
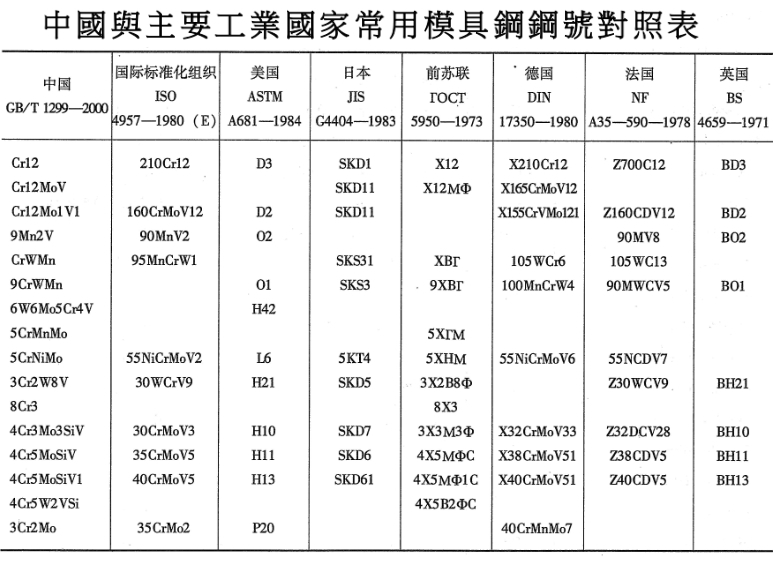
★【中國與主要工業國家常用模具鋼鋼號對照表】
☆ 案例及資料下載
● 壓縮檔裡的檔案內容




