內容目錄
1. 前言
雙色模具(Two-shot Molding 或 Double Injection Molding)是一種常見的塑膠射出成型技術,可在同一套模具與成型循環中,透過兩次射出將兩種不同塑料或不同顏色結合成單一零件。此技術不僅能提升產品外觀質感,也能達到防滑、防水、軟硬結合或複合材料結構等設計需求。
除了本篇介紹的模具(產品)設計案例外,各位也可以參考以下影片內容,進一步了解雙色成型的加工原理、模具結構設計,以及雙色產品在實際應用中的設計重點與注意事項。
★ 【雙色產品結構設計 | 雙色射出成型 | 包膠射出】(播放清單)
2. 塑件結構分析
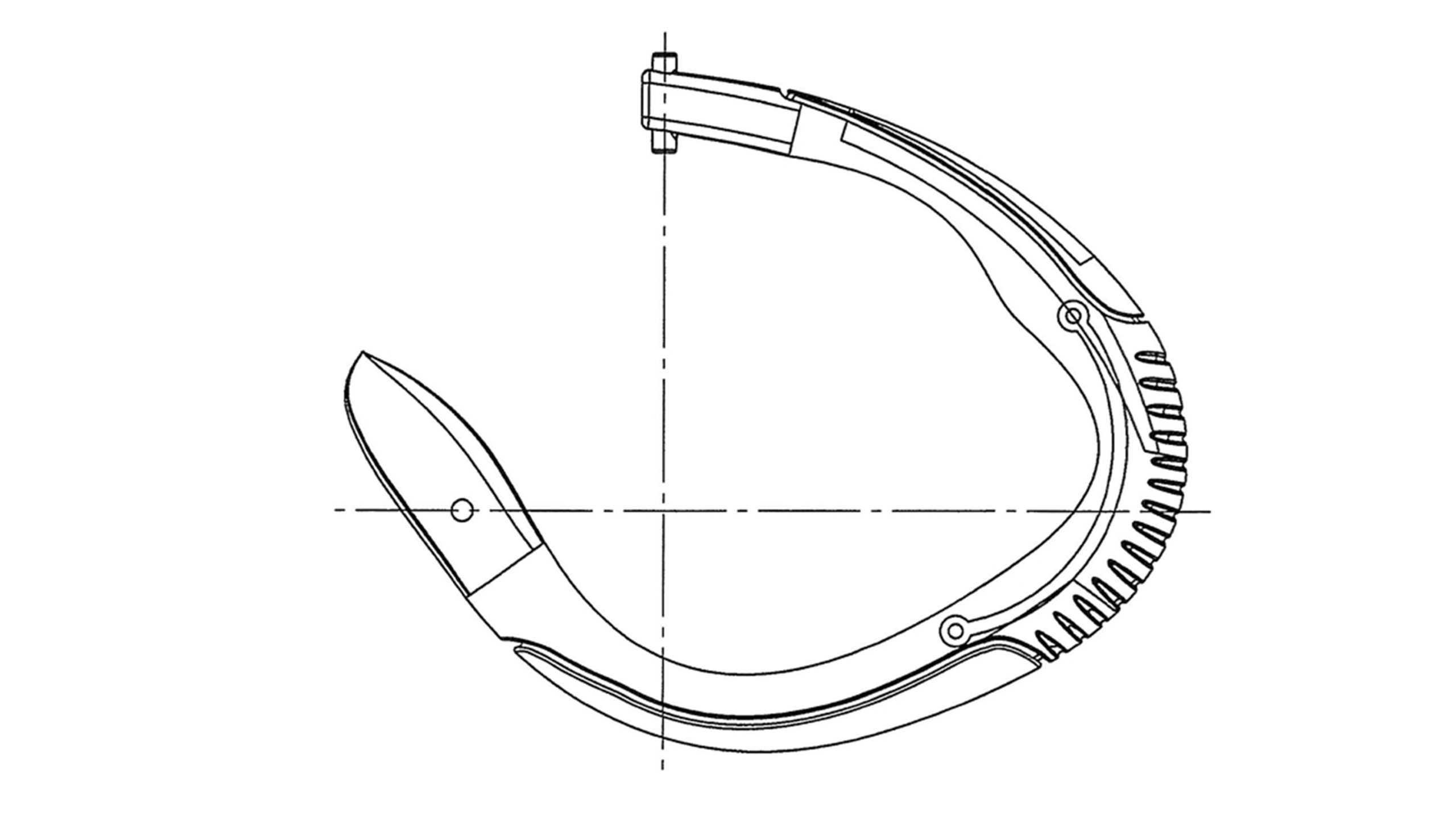
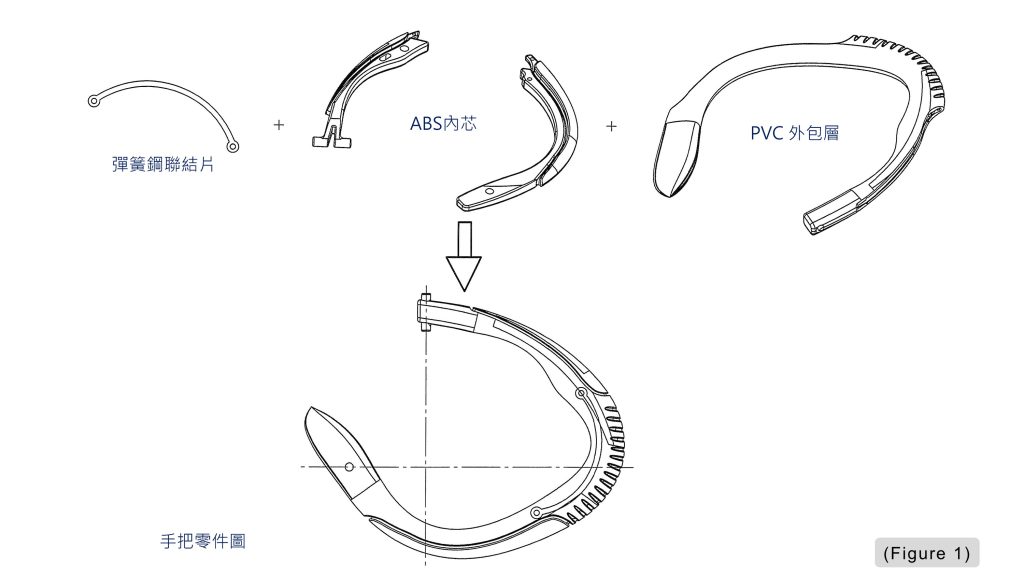
如(Figure 1)所示的塑件主要由三個部分組成,分別為《ABS》內芯、彈簧鋼聯結片,以及《PVC》外包層。其中,彈簧鋼聯結片屬於金屬嵌件,需在射出成型前先放入模具型腔中。
由於該塑件同時使用《ABS》與《PVC》兩種不同塑膠材料,因此成型方式必須採用二次射出製程。其基本流程為:先將彈簧鋼聯結片放入模具中作為嵌件,進行第一次射出成型,以形成《ABS》內芯;待《ABS》內芯成型後,再進行第二次射出,使《PVC》熔體包覆於《ABS》內芯外側,形成完整的外包層結構。
這類結構設計可兼顧內部剛性、連接功能與外層包覆性能,但也對模具定位精度、材料結合性與二次射出的穩定性提出較高要求。
3. 模具結構設計重點
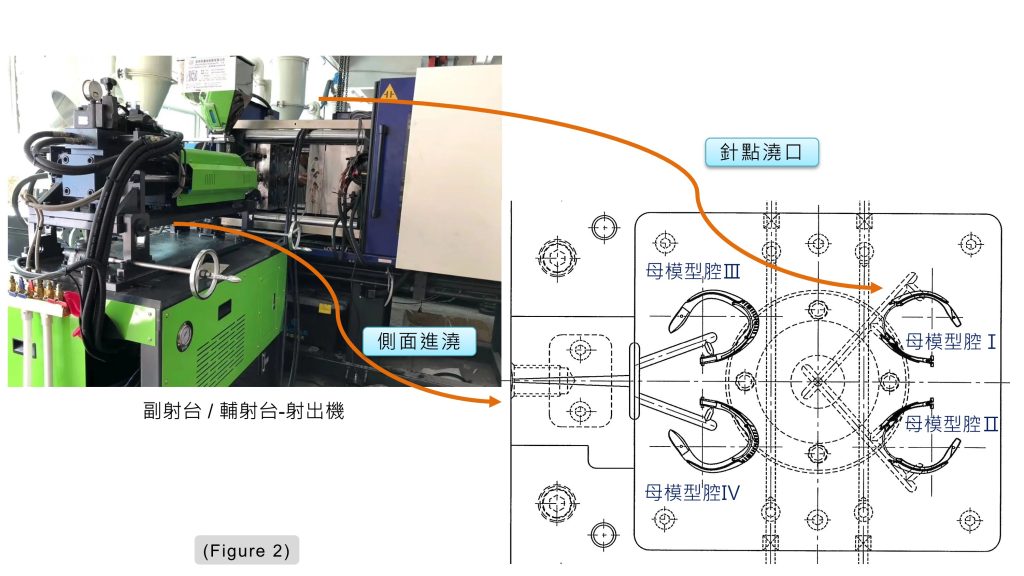
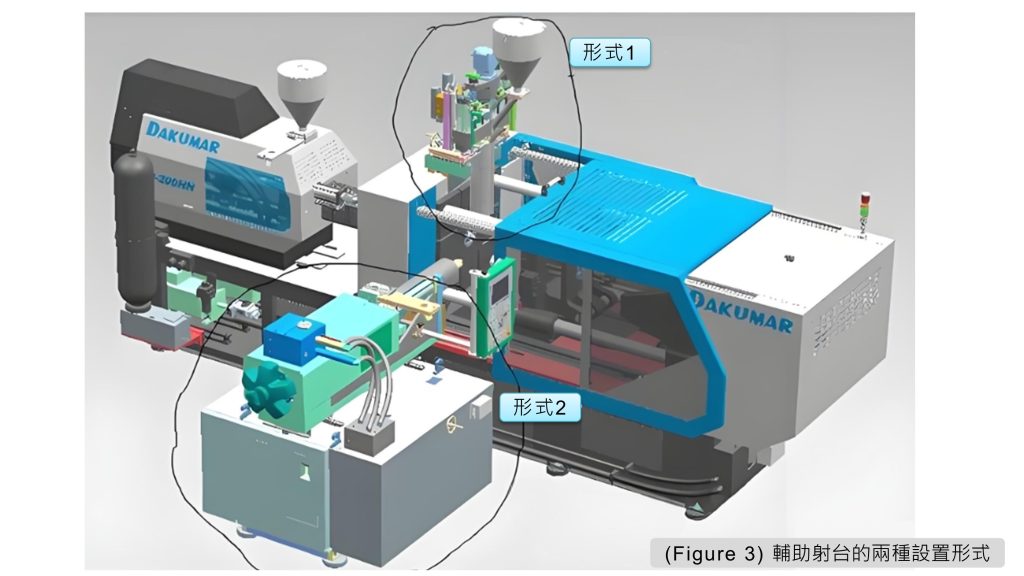
本模具採用雙色射出機進行成型,射出方向具有明顯的特殊性。模具從兩個相互垂直的方向進料,其中《ABS》內芯採用常規點澆口進料,而《PVC》外包層則由側面進料。《PVC》的主流道、分流道與澆口皆設置於分型面上,便於外包層材料從側向進入型腔並完成包覆成型(Figure 2) (Figure 3)。
這套模具最大的結構特點,在於換料射出時並不是由射出機帶動公模整體旋轉 180°,而是透過油缸液壓機構,驅動模具中的公模活動鑲件旋轉 180°。這種設計可在模具內部完成工位轉換,使《ABS》內芯在成型後能轉入《PVC》包覆成型位置,提升雙色射出的連續性與生產效率。
需要特別注意的是,推桿與花鍵軸的固定板不可加裝復位彈簧。若設置復位彈簧,可能會影響公模活動鑲件的推出與旋轉動作,造成模具運轉不順或定位失準。
在頂出方式方面,《ABS》流道凝料由推桿推出,而最終成品則是在《PVC》射出完成後,隨公模活動鑲件一同推出,再由人工取出。
本模具採用”龍記標準模架 FAI-3540-A50-B70”,但因結構與頂出行程需求,模腳高度需加高至 120 mm,導柱長度則設計為 260 mm,以確保模具開合、分型與頂出動作具有足夠空間。
4. 模具工作流程說明
(4-1) 步驟一:放入嵌件
模具開始工作前,先在《型腔 1》與《型腔 2》中放入彈簧鋼聯結片。此嵌件將作為《ABS》內芯的連接基礎,因此放置位置必須準確,避免後續射出時發生偏移。
(4-2) 步驟二:合模並進行第一次射出
合模後,ABS 熔體由縱向主流道進入模具,並經由點澆口流入《型腔 1》與《型腔 2》,完成《ABS》內芯的第一次射出成型。
(4-3) 步驟三:同步進行 PVC 包覆射出
在《ABS》內芯成型的同時,《PVC》熔體由側面的橫向主流道進入,經由分型面上的分流道與側澆口,流入《型腔 III》 與《型腔 IV》,包覆上一循環已成型完成的《ABS》內芯,形成《PVC》外包層。
(4-4) 步驟四:射出完成後開模
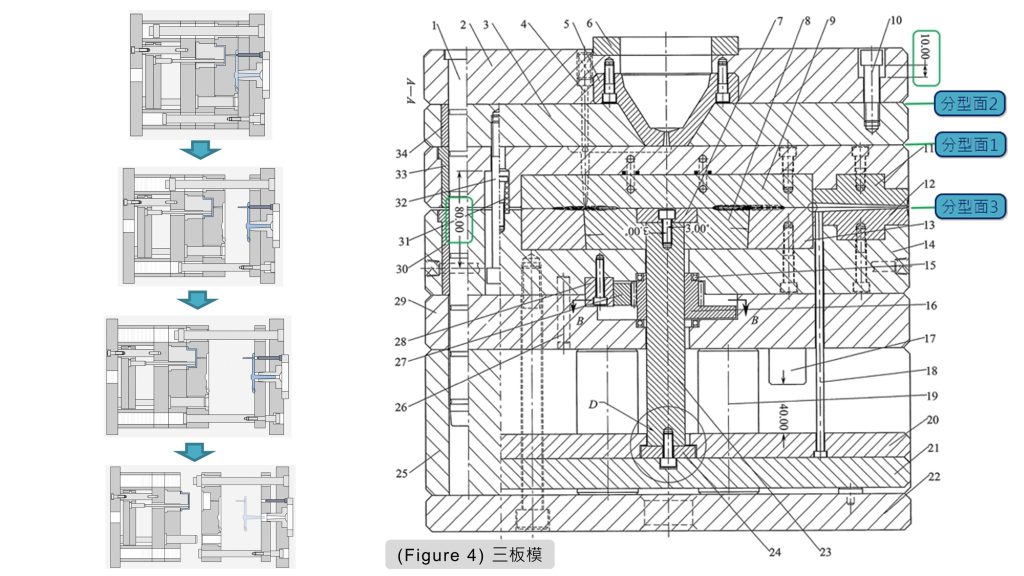
射出完成後,模具開始依序開模。首先,模具先從《分型面1》打開,打開距離為 80 mm,並由《小拉桿 32》控制(Figure 4)。
(4-5) 步驟五:第二段與第三段分型開模
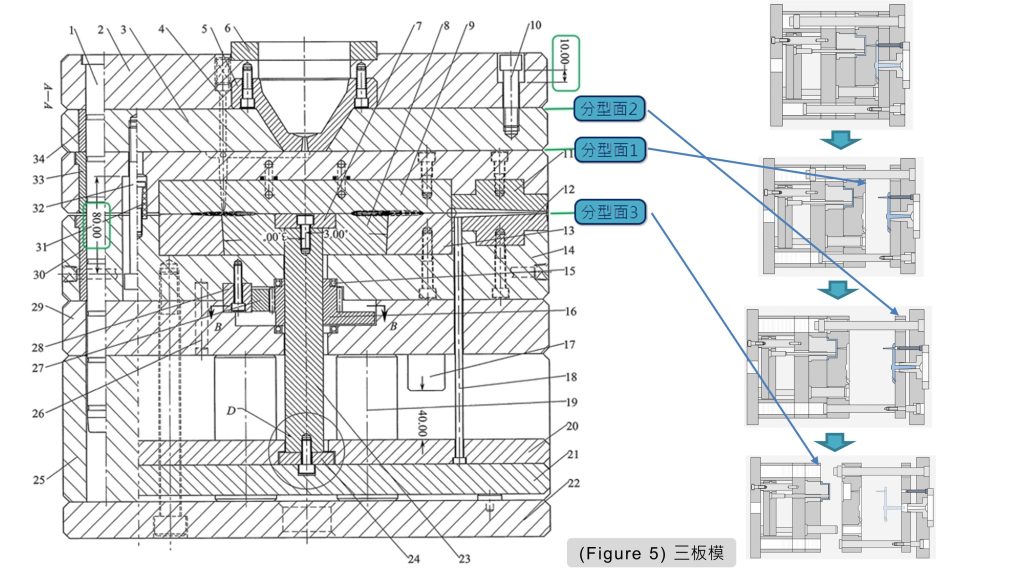
接著,模具從《分型面2》打開,開模距離為 10 mm,並由《限位釘10》控制。最後,模具再從《分型面3》打開,完成整個開模行程(Figure 5)。
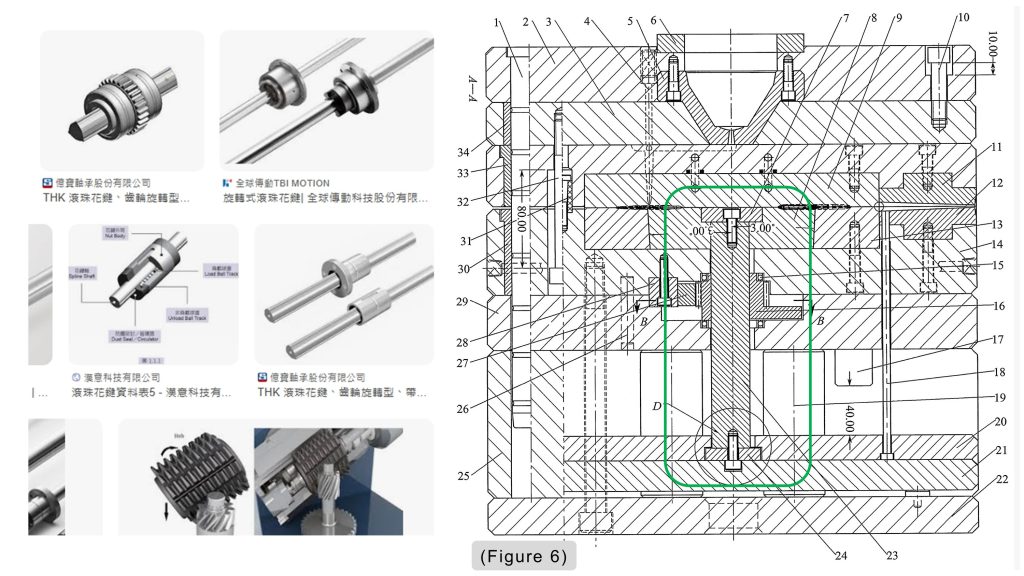
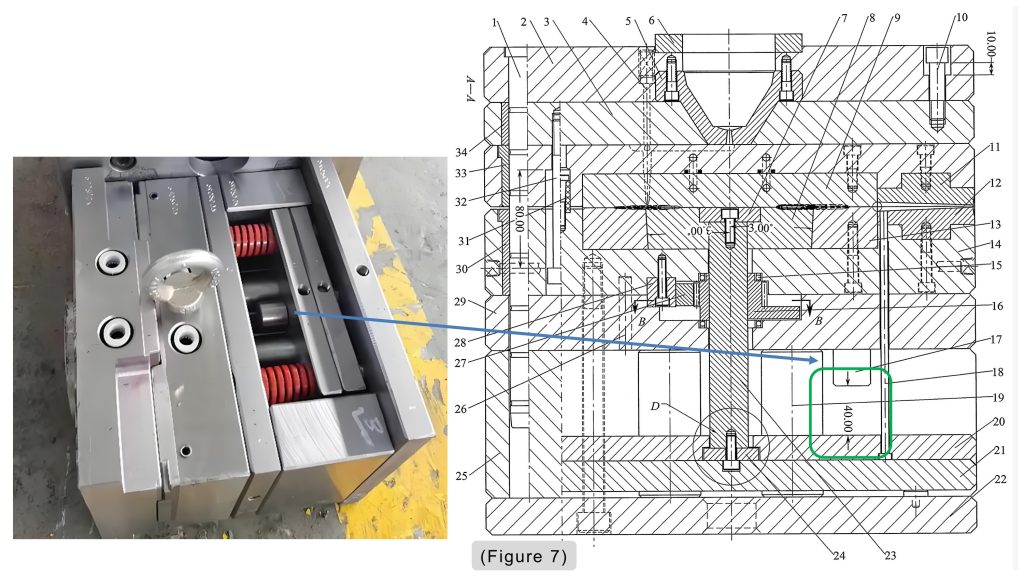
(4-6) 步驟六:推出活動鑲件與塑件
開模完成後,射出機頂棍推動推桿固定板與《花鍵推軸 23》。由於花鍵推桿(Figure 6)透過螺釘與公模《活動鑲件 8》固定連接,因此公模《活動鑲件 8》會連同兩件 ABS 內芯,以及兩件完成《PVC》包覆射出的成品一起被推出。推出距離為 40 mm,並由《限位柱17》控制(Figure 7)。
(4-7) 步驟七:人工取件並重新放入嵌件
公模《活動鑲件 8》被推出後,操作人員取出《型腔 III》與《型腔 IV》中已完成的塑件,並重新放入《嵌件 35》,為下一次射出循環做準備。
(4-8) 步驟八:啟動液壓旋轉機構
完成取件與嵌件放置後,操作人員手動啟動油缸液壓開關。液壓系統推動《齒條 27》,齒條再帶動《齒輪 16 》旋轉。
(4-9) 步驟九:活動鑲件旋轉 180°
《齒輪 16》透過花鍵結構帶動《花鍵軸 23》與公模《活動鑲件 8》逆時針旋轉 180°,使已成型的《ABS》內芯轉換至 PVC 包覆成型位置。
(4-10) 步驟十:合模並進入下一循環
活動鑲件完成旋轉定位後,模具重新合模,進入下一次射出循環。透過此流程,《ABS》內芯成型、《PVC》外包層包覆、成品取出與嵌件放置可連續進行。
5. 設計與成型重點整理
此雙色射出模具的核心在於 活動鑲件旋轉換位機構。透過油缸、齒條、齒輪與花鍵軸的配合,使公模活動鑲件能在模具內部完成 180° 旋轉,取代傳統由射出機帶動模具旋轉的方式。此設計可有效整合《ABS》內芯成型與《PVC》外包層成型流程,但必須注意以下幾點:
- (a) 嵌件定位必須穩定,避免第一次射出時產生偏移。
- (b) 《ABS》內芯與《PVC》外包層的成型位置需精準對應。
- (c) 活動鑲件旋轉後必須具備可靠定位,確保二次射出尺寸準確。
- (d) 推出與旋轉機構不可互相干涉。
- (e) 推桿與花鍵軸固定板不可加復位彈簧,以免影響運動順序。
- (f) 《PVC》流道與側澆口設計需避免滯料,降低材料熱分解風險。
6. 結語
本案例是一套典型的嵌件式雙色射出模具。塑件先以彈簧鋼聯結片作為嵌件,成型 ABS 內芯,再透過活動鑲件旋轉換位,使《ABS》內芯進入《PVC》包覆成型區,最後完成雙材料複合塑件。
與一般雙色射出模具相比,本模具並非依靠射出機旋轉公模,而是利用模具內部的活動鑲件完成 180° 旋轉。這種結構設計具有較高的機構整合性,能有效完成雙色射出、嵌件定位與二次包覆成型,但同時也對模具加工精度、液壓控制、頂出順序與分型機構設計提出更高要求。
✰✰✰ 延伸閱讀 ✰✰✰
(✰) 雙色產品設計與雙色射出模具設計指南
以下文章連結整理了部落格中與雙色產品設計、雙色模具相關的文章內容,包含設計觀念、模具結構與實務應用說明,方便有興趣的讀者集中瀏覽與參考,也能更快速了解雙色產品開發與雙色模具設計的基本概念。(按圖超連結文章)
(✰) 射出模具 – 包膠模具 | 包覆成型 | Overmolding-播放清單
包膠模具(Overmolding)是一種應用於雙物料射出成型的專業模具技術。其常見的製程方式,是先在第一台射出機中成型硬膠基材,取出後透過人工或機械手臂,將其放入第二台射出機的另一副模具中進行二次注塑,使其兩種塑料完美結合。這種工藝的設備入門成本較低,但相對的人工成本較高且生產效率較低。以下影片播放清單詳細說明了包膠模具的相關設計規範與要點,提供給各位參考。



