內容目錄
1. 絞牙模具機構介紹與設計
瓶蓋、管件與螺母等產品常具有螺紋倒扣結構,無法使用一般頂出方式直接脫模,因此模具設計時需搭配齒輪、油壓缸或馬達等自動脫螺紋機構,使型芯與產品之間產生相對旋轉,讓產品能在不損傷螺牙的情況下順利退出模具。此類模具與機構常見的說法包括絞牙模具、螺紋模具、螺紋抽芯機構、Unscrewing Mold 等。
如想進一步了解絞牙模具的原理說明與設計應用,可參考以下【螺紋抽芯與脫螺紋模具機構介紹與模具設計案例指南】(按圖連結文章)。本文彙整了部落格中有關絞牙模具的文章、圖片與影片教學內容,協助各位更完整理解螺紋抽芯與脫螺紋模具機構的設計重點。
2. 塑件結構分析
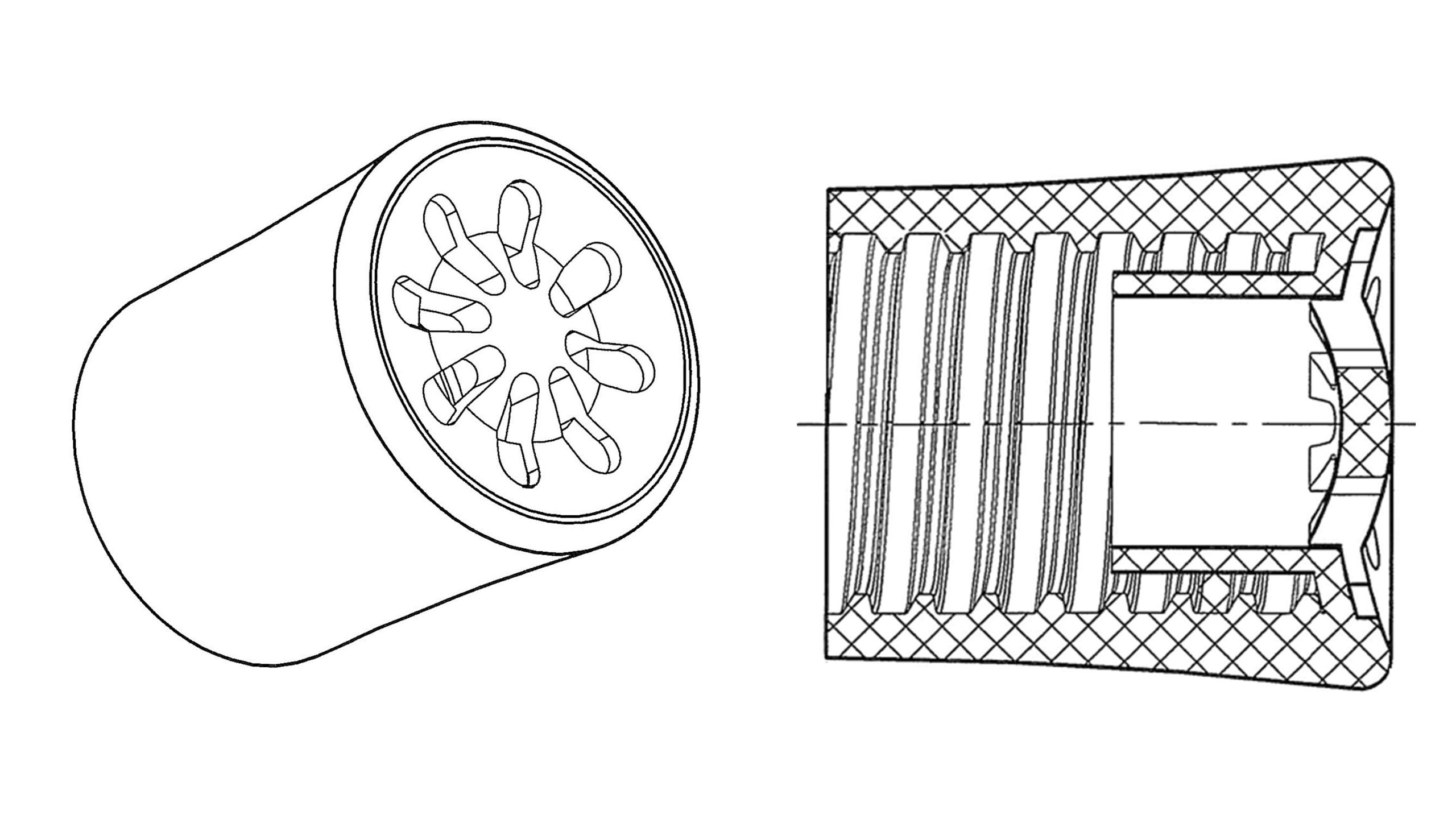
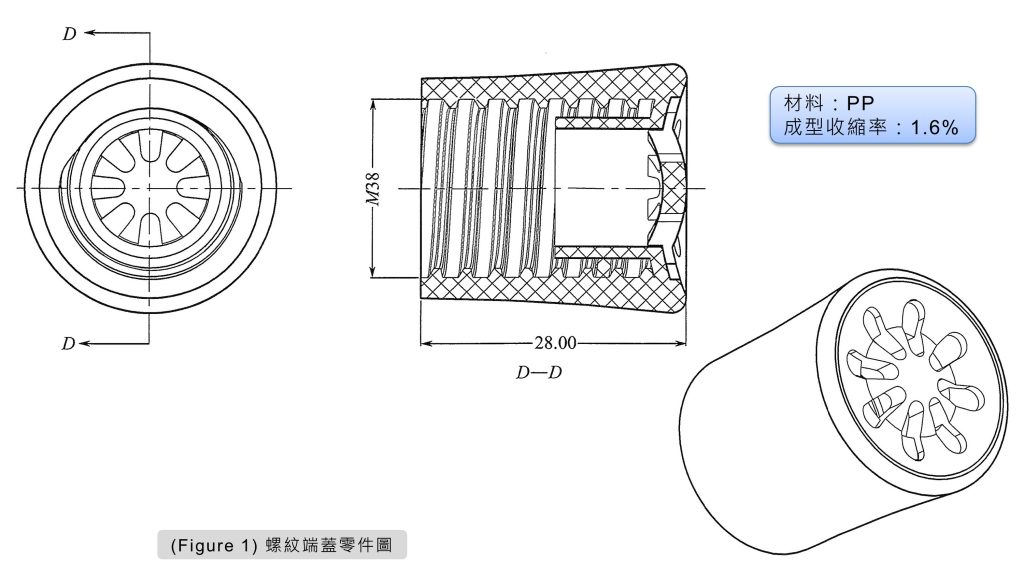
塑件為軸套類零件(Figure 1),材料為 PP ,成型收縮率取 1.6%。塑件內圓周表面設有梯形螺紋,因此內螺紋脫模是本套模具設計的難點與重點。
由於 PP 具有一定韌性,但梯形螺紋成型後與螺紋型芯咬合面積較大,若直接強行頂出,容易造成內螺紋變形或產品卡模。因此,本模具需採用自動脫螺紋機構,使螺紋型芯按照螺紋旋向旋轉退出。
3. 模具結構分析
本模具採用一模四穴設計。由於塑件為筒狀零件,從頂部中心進料較有利於充填平衡與外觀品質,因此模具採用點澆口澆注系統。
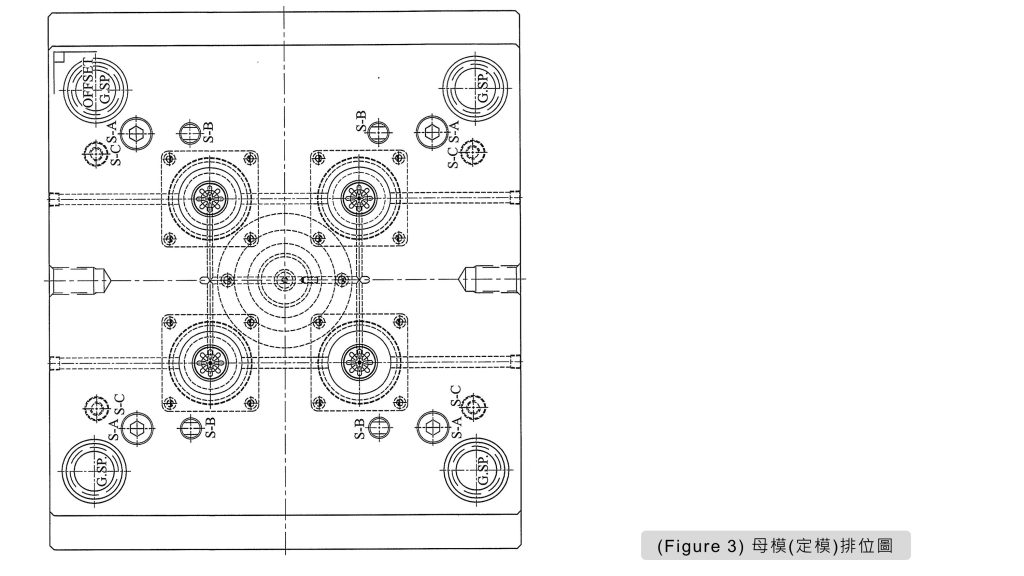
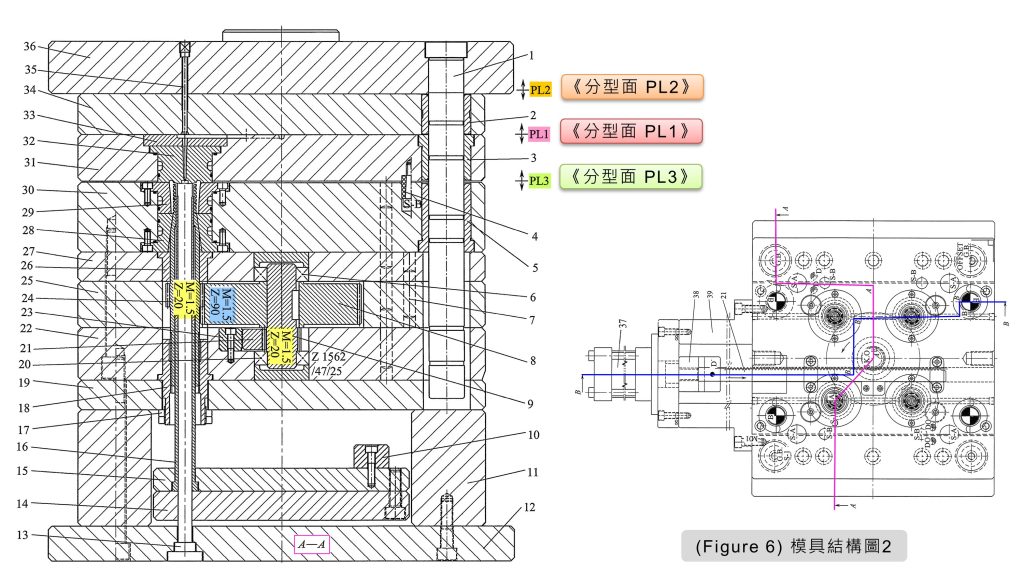
塑件內表面梯形螺紋採用自動脫螺紋機構脫模。由於塑件外圓柱表面必須在《公模鑲件 29》的型腔內成型,塑件在脫螺紋過程中不能隨《螺紋型芯 24》一起旋轉。因此,塑件端面需設置凹槽止轉結構,確保《螺紋型芯 24》旋轉退出時,塑件保持定位不動。
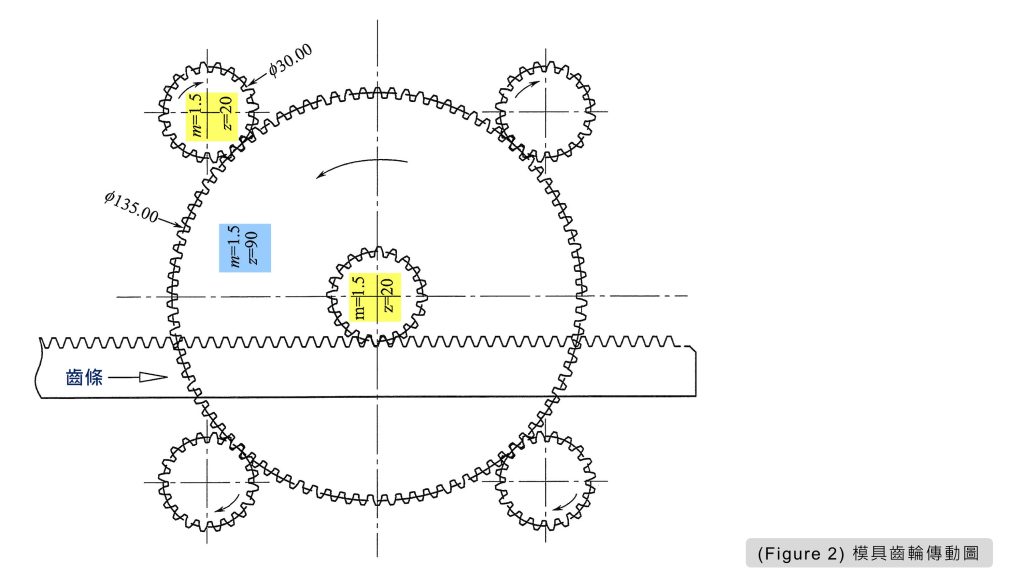
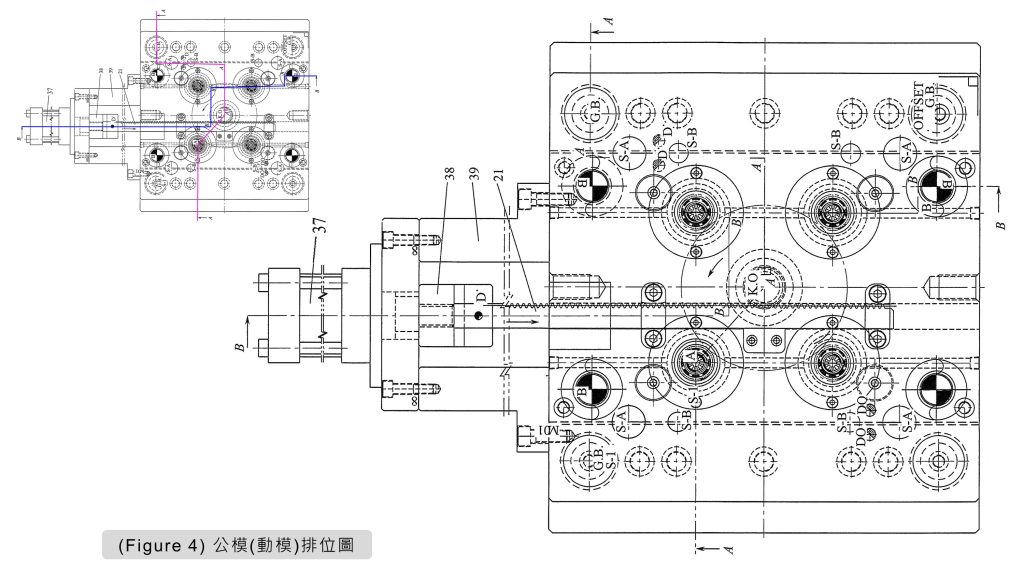
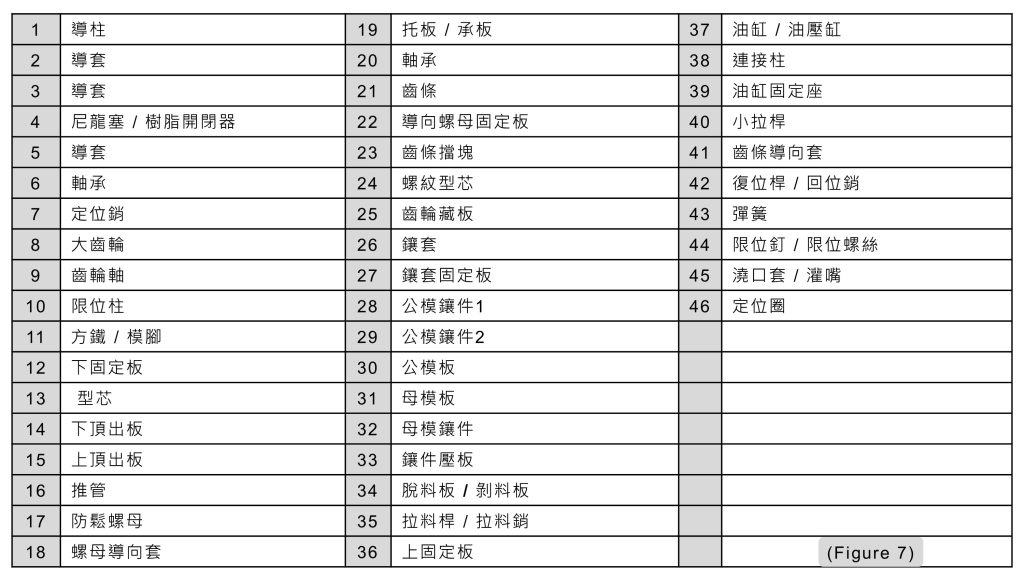
本模具的螺紋脫模動力來源為《液壓油缸 37》。油缸推動《齒條 21》作直線運動,再由《齒條 21》驅動《齒輪軸 9》旋轉。《齒輪軸 9》通過鍵連接帶動《大齒輪 8》,最後由《大齒輪 8》同步帶動四根《螺紋型芯 24》旋轉。四根螺紋型芯在旋轉的同時,沿《齒輪導向套 18》導向後退,完成內螺紋自動脫模。模具齒輪傳動圖如 (Figure 2),詳細結構見(Figure 3) (Figure 4) (Figure 5) (Figure 6) (Figure 7)。
4. 模具工作過程
模具完成射出成型與保壓冷卻後,開始依序開模、脫料、脫螺紋與頂出。整個工作流程可分為澆注系統分離、三次分型面開模、內螺紋自動脫模、推管頂出與合模復位。
(4-1) 澆注系統與分型面開模流程
- (a) 射出成型完成後,射出機拉動模具首先從《分型面PL1》處開模。
- (b) 《拉料桿 35》拉住流道凝料,使流道凝料脫離《母模鑲件 32》,完成澆注系統凝料與塑件的自動分離。
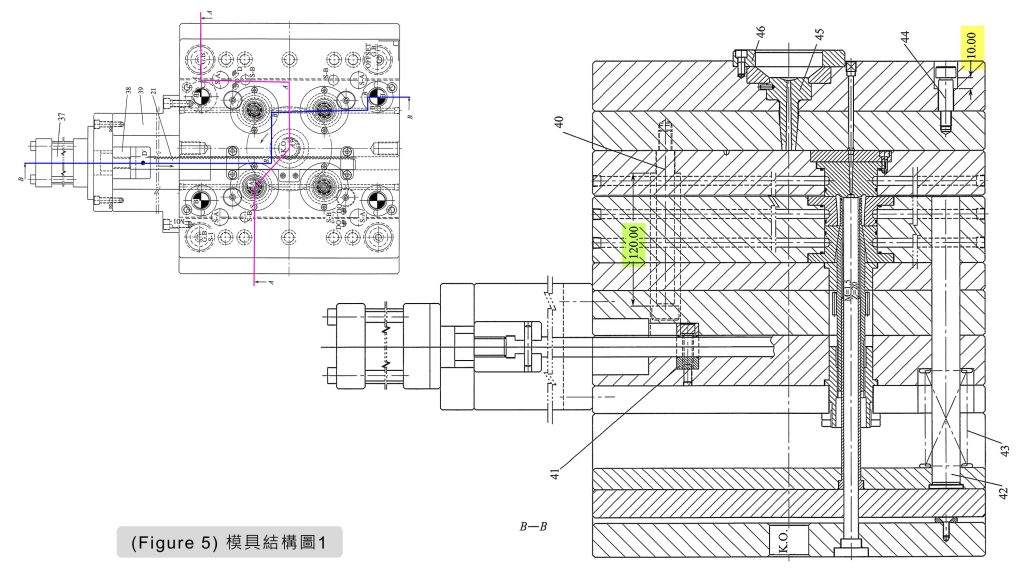
- (c) 《分型面 PL1》的開模距離為 10 mm,此距離由《限位螺絲 44》控制,避免開模行程過大而影響後續分型動作。
- (d) 接著模具再從《分型面PL2》處打開。
- (e) 《脫料板 34》向前作用,將澆注系統凝料強行推離《拉料桿 35》,使凝料自動脫落。
- (f) 《分型面PL2》的開模距離為 120 mm,由《小拉桿 40》控制,確保凝料有足夠空間脫離模具。
- (g) 最後模具從《分型面PL3》處打開,公模與母模分離,為後續內螺紋脫模與塑件頂出提供空間。
(4-2) 油缸齒條齒輪內螺紋自動脫模步驟
- (a) 當《分型面 PL3》完成開模、公母模分離後,《液壓油缸 37》開始推動《齒條 21》作直線運動。
- (b) 《齒條 21》與《齒輪軸 9》嚙合,將油缸的直線推力轉換為《齒輪軸 9》的旋轉運動。
- (c) 《齒輪軸 9》通過鍵連接帶動《大齒輪 8》旋轉。
- (d) 《大齒輪 8》再同步帶動四根《螺紋型芯 24》轉動,使四個型腔中的內螺紋同時開始脫模。
- (e) 《螺紋型芯 24》在旋轉的同時,沿《齒輪導向套 18》的導向方向後退,實現「邊旋轉、邊退出」的脫螺紋動作。
- (f) 塑件端面的止轉凹槽限制塑件旋轉,使塑件保持在《公模鑲件 29》中不動,避免產品跟隨《螺紋型芯 24》一起轉動。
- (g) 當《螺紋型芯 24》完全脫離塑件內螺紋後,《液壓油缸 37》停止推動《齒條 21》,內螺紋自動脫模完成。
(4-3) 推管頂出脫模步驟
- (a) 《螺紋型芯 24》完全退出後,塑件已不再與內螺紋型芯咬合,但仍停留在《公模鑲件 29》中。
- (b) 射出機頂棍通過模具的《K.O. 孔》作用於頂出系統。
- (c) 頂棍推動《推桿板 14》和《推桿板 15》向前運動。
- (d) 《下頂出板 14》和《上頂出板 15》帶動《推管 16》同步前進。
- (e) 《推管 16》從塑件端部均勻施力,將塑件推出《公模鑲件 29》。
- (f) 塑件完全脫離模具後,本次射出成型循環完成。
(4-4) 合模復位步驟
- (a) 合模前,《液壓油缸 37》反向拉動《齒條 21》復位。
- (b) 《齒條 21》反向帶動《齒輪軸 9》旋轉。
- (c) 《齒輪軸 9》通過鍵帶動《大齒輪 8》反向旋轉。
- (d) 《大齒輪 8》同步帶動四根《螺紋型芯 24》反向旋轉,並在《齒輪導向套 18》的導向下前進復位。
- (e) 《螺紋型芯 24》回到成型位置後,頂出系統中的《推桿板 14》、《推桿板 15》與《推管 16》也需完成回位。
- (f) 確認《分型面PL1》、《分型面PL2》與《分型面PL3》依序閉合後,模具進入下一次射出成型循環。
5. 模具設計與操作注意事項
本模具的核心風險在於內螺紋脫模的同步性與復位可靠性。《液壓油缸 37》、《齒條 21》、《齒輪軸 9》、《大齒輪 8》與四根《螺紋型芯 24》之間的傳動必須平穩,否則容易造成螺紋型芯退出不同步,導致塑件內螺紋拉傷。
此外,《齒輪導向套 18》需確保《螺紋型芯 24》旋轉與後退方向穩定,避免螺紋型芯偏擺。塑件端面的止轉凹槽也必須可靠,若止轉不足,塑件可能跟轉,造成內螺紋無法順利脫模。
合模時需確認《螺紋型芯 24》已完全復位,否則會影響下一模產品的內螺紋成型精度,甚至造成模具碰撞。整體而言,此模具透過油缸齒條齒輪機構,實現一模四穴內螺紋塑件的自動化脫模,適合用於帶內螺紋軸套類塑件的高效率量產。



