
內容目錄
1. RHCM基本介紹
RHCM(Rapid Heat Cycle Molding/急冷急熱/高光無痕)是利用蒸氣輔助系統以及在模具中設置的加熱冷卻管道,有效調節和控制射出模具的溫度場,實現模具溫度快速升高和降低,改善射出工藝條件,能使熔融塑料在充模時達到最佳流動狀態,有效消除傳統射出工藝中出現的由於流動性下降,冷卻不均勻導致的熔接痕、銀絲紋等各種缺陷,並對提升產品表面硬度也有一定的幫助,以及降低塑料製品表面的粗糙度,可以免去後續的噴塗工藝,從而降低成本,縮短生產週期。
另外,RHCM射出成型技術也可以應用到添加纖維的工程塑料中,能夠有效解決產品表面浮纖的問題。
2. RHCM的射出原理
RHCM工藝主要是在射出成型成型時通入高溫蒸氣(圖1),瞬間把模具的溫度上升為100°C ~150°C(或是更高);同時,為了提高生產效率,在模具高溫加熱後,射出轉入保壓後改用冷卻水,使模具表面迅速冷卻降溫至60°C ~70°C(或是更低)。
在較高的模溫下保壓成型有利於消除熔接線(圖2) (圖3)、流痕和產品內應利等缺陷。



RHCM射出成型流程,如(圖4)及(影片1)所示。
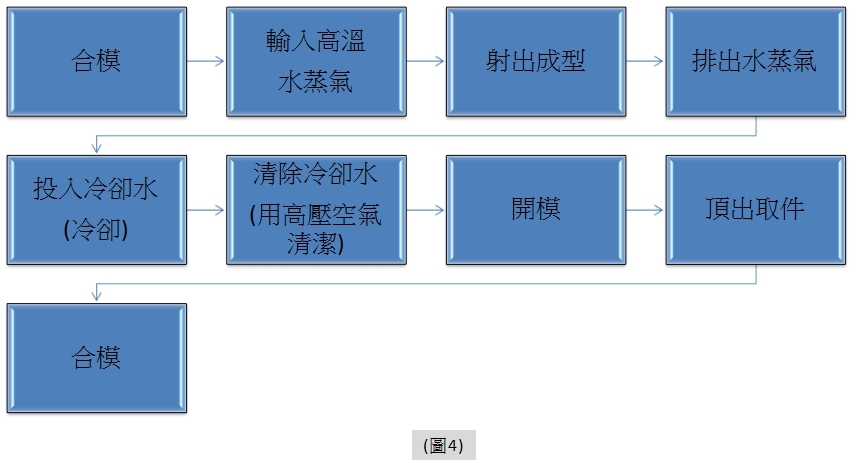
●【急冷急熱(變模溫/RHCM)射出成型技術】
3. RHCM是如何消除產品表面熔接痕?
熔接痕(結合線)的形成是兩股或以上的熔融塑料在射出成型的填充過程中,熔融塑料的流動波前在模腔中相遇匯合(影片2) (影片3),如果模腔表面溫度不足或流體遇合壓力不足,便會造成結合端無法完全融合,形成產品表面出現熔接痕缺陷;另外,如塑料中含有添加物(例如:色母),再熔合位置更會出現較為明顯的顏色差異。然而,運用RHCM射出技術,可以在每次開始進行射出成型過程之前,把模腔表面溫度快速提升至樹脂塑料的熱變型溫度以上(HDT),從而大大增加熔融塑料在模腔內的流動性,減低熔融塑料與模腔表面之間的摩擦阻力,顯著地消除傳統射出工藝產品表面的熔接痕。除此之外,RHCM配合特殊工程塑料更可生產出無痕高光澤度的樹脂產品,省卻產品因表面外觀要求,而進行的二次加工(例如噴漆)。
● (影片2)-How Weldlines Develop – Injection Molding Part Problems & Solutions
4. RHCM是如何解決產品表面浮纖問題?
RHCM技術另一項優點是,能夠顯著消除添加玻纖的改性工程塑料產品表面纖維外露的問題。一般在傳統射出成型中,玻纖會隨熔融塑料流向而定向,如果在填充過程中,因模腔表面溫度不足會導致熔融塑料突然在模壁固化,玻纖便會出現無法完全被樹脂包覆。另外,玻纖與樹脂塑料收縮特性的差異,當成型產品冷卻後,玻纖便會更容易外露於產品表面上。而運用RHCM射出技術,我們能藉著控制模腔表面加熱和冷卻的時間變化,改變樹脂塑料產品表面的結晶狀態,能夠有效消除因玻纖外露於產品表面影響外觀性的問題(圖5)。

5. RHCM模具要求
RHCM的模具(圖6)影響主要包括:模具材料、模具設計與製造這兩方面。

5.1 模具材料
模具材料需要有較好的拋光性、耐腐蝕性、耐磨性、熱強度、韌性和低的熱膨脹係數等。
其中,拋光性、耐腐蝕性、熱強度、熱膨脹係數對高光模具尤為重要。如果模具拋光性差、表面粗糙度大,被腐蝕或射出時有水分沉積,就無法進行高光澤製品成型;溫度的快速變動對模具材料的熱強度、熱膨脹係數也有更高的要求。
在RHCM技術中,射出模具由於長期的快速加熱與冷卻,且溫度呈現週期性變化,故模具材料在使用過程中很容易發生熱疲勞失效,
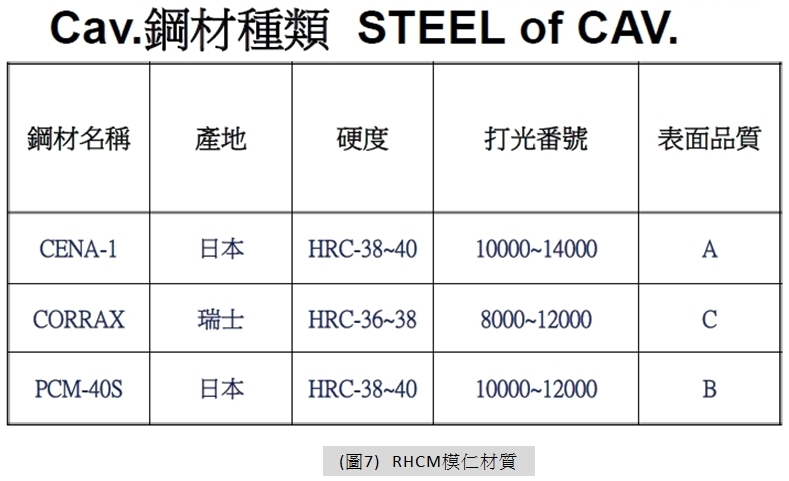
從而導致型腔表面出現龜裂,無法保證製品的成型質量。為預防模具成型零部件的熱疲勞失效過早發生,必須研究RHCM模具成型零部件材料的疲勞性,選擇合適的模具(仁)材料(圖7)及熱處理方法,從而保證模具的精度及使用壽命。
5.2 模具設計與製造
RHCM模具除了型腔表面質量要求高以外,模具溫度的動態變化將導致模具結構比普通模具複雜得多,其中模具內部的等路管道與製造是影響模具質量、生產周期和模具成本的關鍵。
由該技術對模具加熱、冷卻管道的特殊要求,必須研究再保證模具使用強度和剛度的條件下,有效地設置加熱、冷卻迴路(圖8),分析冷卻管道的位置、直徑和有效長度,從而最大程度地提高熱交換特性。此外,模具在製造和裝備過程中,必須嚴格保證加工精度和表面質量,特別是保證分型部分的配合間隙在塑料溢邊值的範圍內,以防止製品形成毛邊。

6. 塑膠材料
RHCM適用於各種製品,但是並不是所有的塑料都可以採用該技術,一般適用成型ABS、PS、PC、PMMA、PC/ABS等大多數工程塑料,尤其是合成型添加玻璃纖維的增強塑料。
☆ 其他參考資料及文章
● 急冷急熱模溫控制技術 增強產品競爭力
https://ch.moldex3d.com/blog/top-story/rhcm-process-enhances-product-competitive-advantage/
● 可變模溫成型技術應用挑戰問題解析|精華版|
☆ 案例及資料下載
● 壓縮檔裡的檔案內容




