內容目錄
1. 結晶性塑料與非結晶性塑料的分類
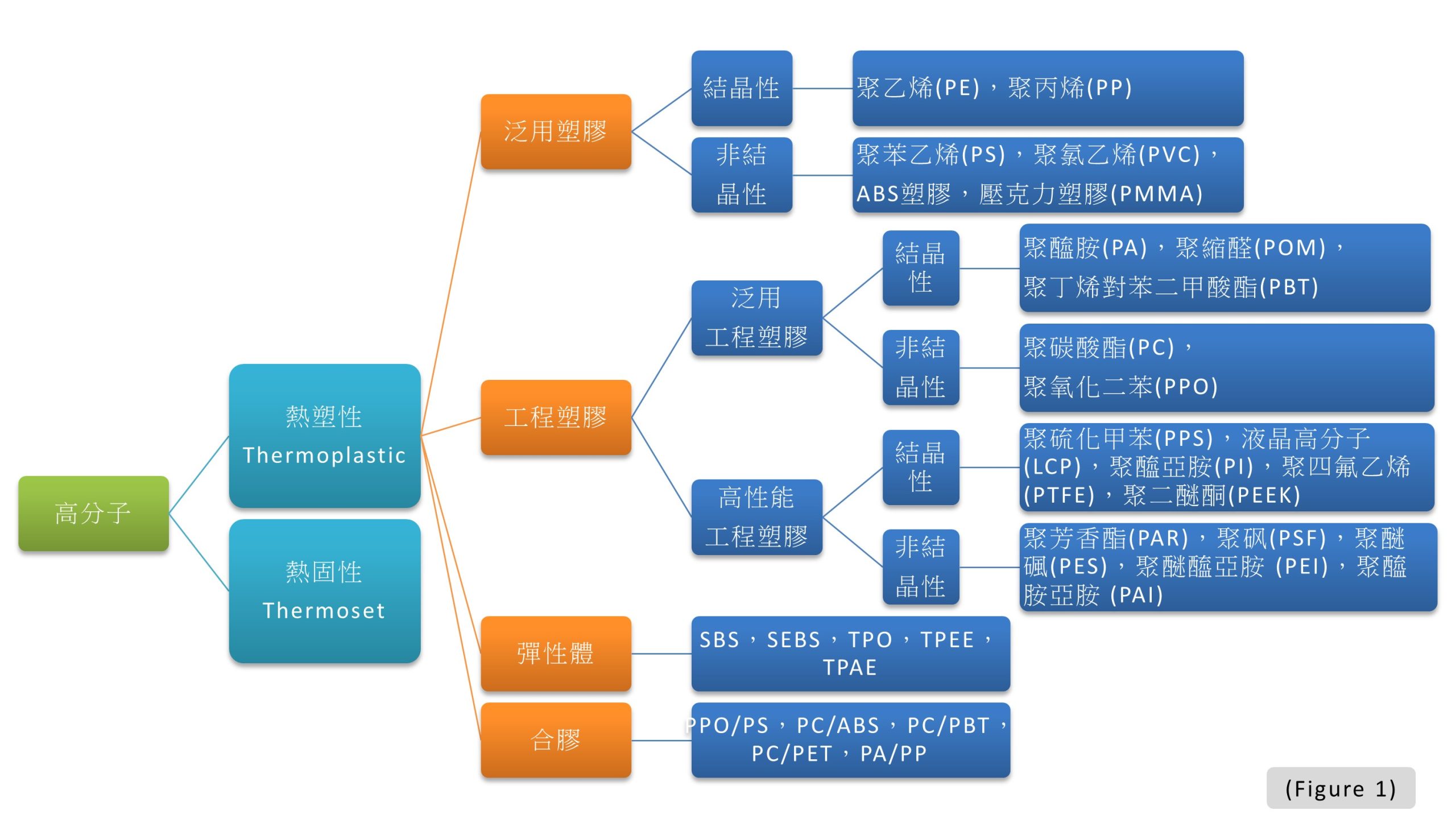
熱塑性塑膠依照分子鏈的排列方式,大致可以分為兩種:結晶型塑膠與無定形塑膠(非結晶塑膠)。簡單來說,結晶型塑膠的分子鏈排列比較整齊、穩定且緊密;而無定形塑膠的分子鏈排列比較雜亂,沒有固定規則。也因為分子排列方式不同,兩者在耐熱性、透明度、機械強度與加工成型上,都會有明顯差異。常見結晶性塑料和非結晶性塑料見(Figure 1)。
2. 結晶型塑膠的特點
結晶型塑膠有一個明顯特徵,就是具有明顯的熔點。在固體狀態下,結晶型塑膠的部分分子會呈現規則排列。這些排列整齊的區域稱為晶區;排列比較無序的區域稱為非晶區。
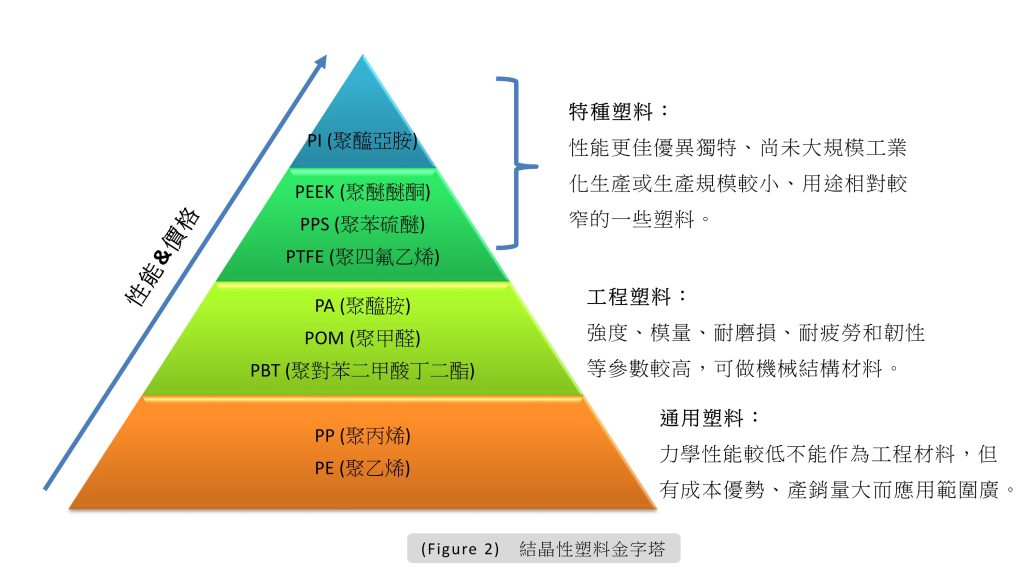
晶區所占的比例,稱為結晶度。一般來說,結晶度在 80% 以上的聚合物,通常會被稱為結晶型塑膠。常見的結晶型塑膠見(Figure 2)。
3. 結晶對塑膠性能的影響
塑膠是否結晶、結晶程度高低,都會直接影響材料性能。主要影響可分為力學性能、光學性能與熱性能。
(3-1) 對力學性能的影響
結晶會讓塑膠的分子排列更緊密,因此材料通常會變得比較硬、比較有強度。但同時,結晶也可能讓塑膠變得比較脆,使耐衝擊強度下降。白話來說,結晶程度提高後,塑膠可能會變得比較「硬挺」,但比較不耐撞、不耐摔,延展性也會變差。
(3-2) 對光學性能的影響
結晶會使塑膠變得不透明。這是因為塑膠內部的晶區和非晶區之間,會讓光線發生散射。當光線無法順利穿透材料時,塑膠看起來就會比較霧、不透明或半透明。不過,如果能把球晶尺寸控制得很小,就能改善這個問題。
當球晶尺寸縮小到一定程度時,不只可以減少晶間缺陷、提高塑膠強度,也能提升透明度。尤其當球晶尺寸小於光的波長時,光線散射會減少,塑膠透明度就會變好。
(3-3) 對熱性能的影響
結晶型塑膠在升溫過程中,通常不會像無定形塑膠一樣出現明顯的高彈態。當溫度升高到熔融溫度,也就是 Tm 時,材料會進入黏流態,也就是開始熔融流動。
因此,結晶型塑膠的使用溫度,通常可從 Tg,玻璃化溫度,提高到接近 Tm,熔融溫度 的範圍。另外,由於結晶會讓分子排列更緊密,因此材料的耐溶劑性(Figure 3)與抗滲透性也會提高。

4. 影響結晶的因素
塑膠是否容易結晶,並不是單一因素決定的,而是會受到分子結構、溫度、壓力與形核劑等因素影響。
(4-1) 高分子鏈結構
這類高分子鏈的結構越規則,比較容易互相靠近,也比較容易排列整齊,因此較容易發生結晶。例如:
- (a) 對稱性好。
- (b) 無支鏈或支鏈很少。
- (c) 側基體積小。
- (d) 分子間作用力大。
(4-2) 溫度
溫度會影響高分子的活動能力。當高分子從無序狀態移動到正在生長的晶體表面時,需要一定的活動空間與能量。模具溫度較高時,高分子的活動性會提高,分子有較多機會排列整齊,因此可以加快結晶。
(4-3) 壓力
在冷卻過程中,如果有外力作用,也可以促進聚合物結晶。因此在實際生產中,可以透過提高射出壓力和保壓壓力,來控制結晶型塑膠的結晶度。這也是射出成型時,為什麼壓力設定會影響成品尺寸、收縮與變形的重要原因。
(4-4) 形核劑(成核劑)
低溫有利於快速形核,但也會讓晶粒成長速度變慢。這裡的「形核」可以理解成結晶開始形成的起點。為了解決低溫有利形核、卻不利晶粒成長的矛盾,成型材料中常會加入形核劑。加入形核劑後,塑膠就能在較高模溫下快速結晶,有助於穩定成型品質。
★ 【塑膠材料結晶性和非結晶性的區別】
5. 結晶型塑膠對射出機與模具的特別要求
結晶型塑膠因為有明顯結晶行為,所以在射出機選用、射嘴設計、模具溫度控制與產品結構設計上,都需要特別注意。
(5-1) 射出機塑化能力要足夠
結晶型塑膠在熔解時,需要較多能量來破壞晶格。白話來說,就是要讓排列整齊的分子結構變成可以流動的熔融狀態,需要更多熱量。因此,射出機需要有較大的塑化能力,最大射出量也要相應提高,才能確保材料充分熔融並穩定成型。
(5-2) 射嘴孔徑應適當加大
結晶型塑膠的熔點範圍較窄。如果射嘴溫度降低,膠料可能會在射嘴內結晶,造成射嘴堵塞。因此,射嘴孔徑應適當加大,並且加裝可以單獨控制射嘴溫度的加熱圈,讓射嘴溫度保持穩定。
(5-3) 模具水路要充足且均勻
模具溫度對結晶度有很大影響。如果模具溫度不均,產品不同位置的結晶度就會不同,進而造成收縮不均、尺寸不穩或變形。因此,模具水路應盡可能設計得充足,讓成型模具溫度保持均勻。
(5-4) 模具設計要考慮成型收縮率
結晶型塑膠在結晶過程中,會發生較大的體積收縮。因此,結晶型塑膠通常有較大的成型收縮率。在模具設計時,必須認真考慮材料的收縮率,否則成品尺寸容易產生誤差。
(5-5) 注意各向異性與內應力
結晶型塑膠的各向異性比較明顯,內應力也比較大。所謂各向異性,簡單來說就是材料在不同方向上的收縮程度不同。例如流動方向與垂直流動方向,收縮量可能不一樣。因此在模具設計時,要特別注意:
- (a) 澆口的位置
- (b) 澆口的大小
- (c) 加強筋的位置
- (d) 加強筋的大小
如果這些設計沒有做好,產品容易發生翹曲變形。而這類問題一旦發生,後續只靠調整成型工藝,往往很難完全改善。
(5-6) 注意塑件壁厚控制
結晶度與塑件壁厚有關。塑件壁厚越厚,冷卻速度越慢,結晶度越高,收縮也越大,因此更容易產生縮孔或氣孔。所以在模具設計時,需要注意塑件壁厚控制,避免局部過厚或厚薄差太大。
6. 結晶型塑膠的成型特點
結晶型塑膠在射出成型時,會有幾個比較明顯的加工特點。
(6-1) 冷卻時釋放熱量大
結晶型塑膠在冷卻過程中會釋放較多熱量,因此需要充分冷卻。尤其在高溫成型時,更要注意冷卻時間的控制。如果冷卻時間不足,產品脫模後可能還會繼續收縮或變形。
(6-2) 成型收縮大,容易出現縮孔與氣孔
結晶型塑膠在熔融狀態與固態時,密度差比較大。因此,材料冷卻成型後容易產生較大的成型收縮,也比較容易發生縮孔、氣孔等問題。所以在射出成型時,需要特別注意保壓壓力的設定,讓熔膠在冷卻收縮過程中能獲得足夠補充。
(6-3) 模溫會影響結晶度、收縮與透明度
模具溫度低時,冷卻速度快,結晶度較低,收縮較小,透明度較高。但結晶度也與塑件壁厚有關。塑件壁厚越大,冷卻越慢,結晶度越高,收縮也越大。因此,結晶型塑膠成型時,必須依照產品要求控制模具溫度,不能只單純追求快速冷卻。
(6-4) 容易產生變形與翹曲
結晶型塑膠各向異性明顯,內應力較大。脫模後,如果仍有部分分子尚未完全結晶,這些分子可能會繼續結晶,使產品處於能量不平衡狀態,進而產生變形或翹曲。為了降低這類問題,成型時可以適當提高料溫與模具溫度,並採用中等的射出壓力與射出速度。
☆☆☆ 延伸閱讀 ☆☆☆
(☆) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(☆) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。
☆☆☆ 參考文獻及資料下載 ☆☆☆
★★★★★【案例及資料下載】★★★★★
● 壓縮檔裡的檔案內容




