
流道系統之流道翻轉技術
在射出成型過程中,「一模多穴」的設計經常會遇到一個問題:各模穴充填不平衡,導致不同模穴產出的品質不一致,但「流道翻轉技術」能有效解決多模穴之間的流動平衡問題。流道翻轉技術的核心在於利用旋轉熔膠的方式,重新分配不同性質的塑膠流。透過這種技術,可以提供對等且平衡性質的塑膠流至各個模穴,從而確保各模穴的充填更加均衡。
在射出成型過程中,「一模多穴」的設計經常會遇到一個問題:各模穴充填不平衡,導致不同模穴產出的品質不一致,但「流道翻轉技術」能有效解決多模穴之間的流動平衡問題。流道翻轉技術的核心在於利用旋轉熔膠的方式,重新分配不同性質的塑膠流。透過這種技術,可以提供對等且平衡性質的塑膠流至各個模穴,從而確保各模穴的充填更加均衡。

射出成型的流動平衡涉及到塑料熔融物在模具內部的流動。這個流動過程需要被嚴格控制,以確保成型品的形狀、尺寸和物理性能達到要求。流動平衡是指熔膠在模具的所有部分之間的均衡分布,這通常涉及到熔膠的壓力、速度和溫度的精確控制。

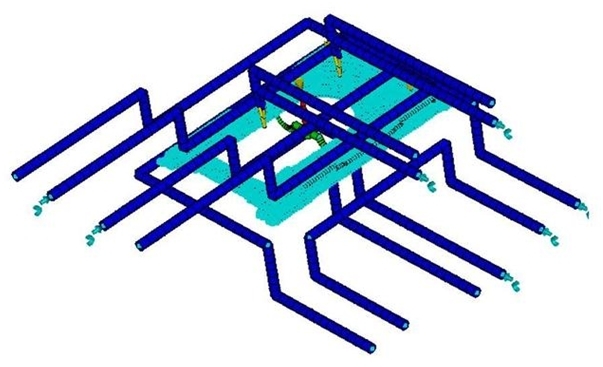
分流道是塑膠原料從豎澆道到成形空間(成品)的主要通路。分流道的尺寸與排位會影響流道內熔體的溫度進而影響產品的品質以及材料浪費;因此分流道的尺寸與排位,應視成形材料及特性、成品形狀等作適度之增減。

模具流道系統的主要功能是將熔融塑料從射出機射嘴引導至模具的各個腔體。豎澆道(主流道/主澆道/ Sprue)位於流道系統的最初階段,直接連接到射出機射嘴,負責將熔融塑料引入模具。不同的豎澆道種類和型式都有其各自的優點和適用場景,因此需要根據具體的應用需求來進行選擇。

豎澆道(主流道/主澆道/ Sprue),是指自射出機射嘴與模具主流道襯套接觸的部分起算,至分流道為止的流道。此部分是熔融塑料進入模具後最先流經的部分。
在射出成形過程中,塑膠融體所釋放的熱量約有5%~30%由模具以熱傳導、對流和輻射的方式散發到大氣中,熱量的大部分有冷卻水帶走,因此射出模的冷卻時間主要取決於模具冷卻系統的冷卻效果。據統計,模具冷卻時間約占整個射出循環週期的2/3,因此縮短射出循環週期的冷卻時間是提高生產效率的關鍵。

塑橡膠射出成形製程屬於週期性生產模式,熱量在材料塑化階段和熔膠充填階段時需求最大,故相當耗能,之後熔膠冷卻固化成形階段,由模具的熱傳導與熱對流將熱量帶走以及通過熱輻射被傳遞到大氣和模架(座),就此而言,射出成形製程是一種週期性的熱交換製程。
冷卻(水路)設計中有三種冷卻方法,即用風作為介質進行冷卻;用油作為介質進行冷卻以及用普通水作為介質進行冷卻。

我在讀研究所的時候,我的論文題目就是要寫S型流道的內容,不過最後因為換了新工作的關係,所以就不得不暫停學業,沒想到這麼一晃, 就十幾年過去了。

模內熱切(Inner Mold DeGating System),又稱模內切、模內切水口、模內切澆口。就是在模內內裝刀組,外面連接超高壓時序控制器,等產品產品射成型保壓後,冷卻前,產品還是軟體的狀態下,立刻實現澆口和產品的分離。
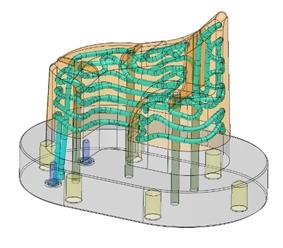
異型水路(Conformal cooling channel)又名隨形水路,是一種基於3D列印技術的新型模具冷卻水路。因其加工特性,異型水路可以很好的貼合產品形狀,且水路截面可以做圓形以外的其他任意截面。
異型水路的製造方法有兩種,本文主要是以金屬雷射燒結法為說明。



