內容目錄
1. 豎澆道種類型式
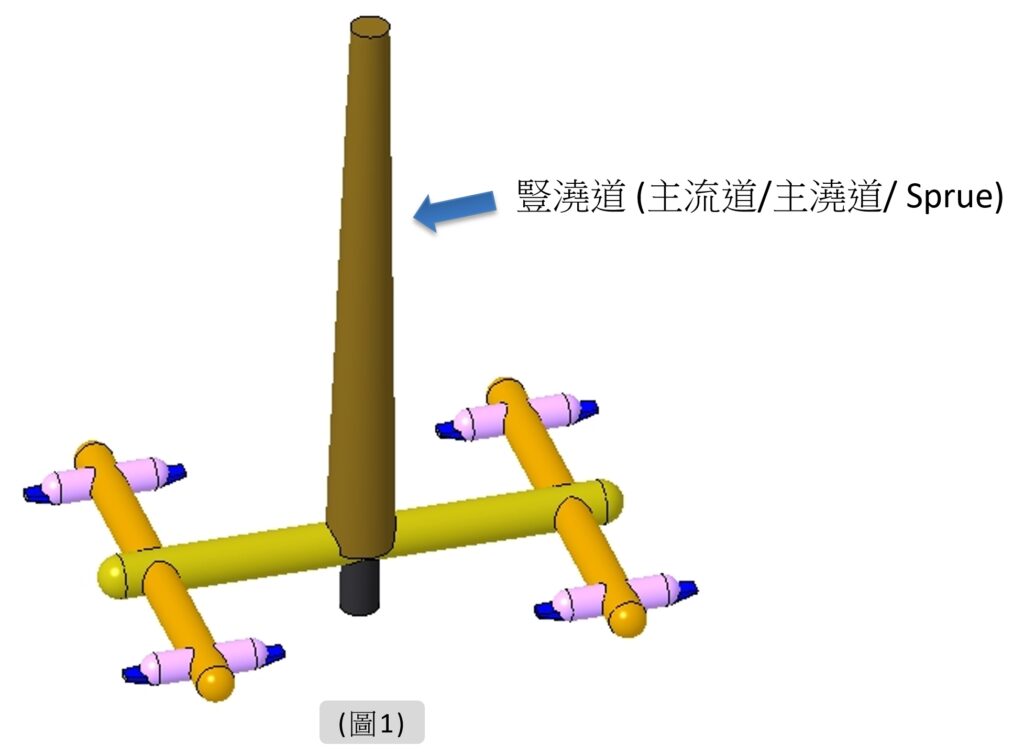
模具流道系統的主要功能是將熔融塑料從射出機射嘴引導至模具的各個腔體。豎澆道(主流道/主澆道/ Sprue)(圖1)位於流道系統的最初階段,直接連接到射出機射嘴,負責將熔融塑料引入模具。不同的豎澆道種類和型式都有其各自的優點和適用場景,因此需要根據具體的應用需求來進行選擇。
豎澆道(主流道/主澆道/ Sprue)的種類和型式多樣,主要根據其設計和形狀的不同來分類。以下內容是一些常見的豎澆道種類與型式。
2. 直澆型豎澆道
直澆型豎澆道可參考以下文章連結說明。
3. 斜澆型豎澆道
一般豎澆道的位置應盡量與模具中心重合,否則會出現鎖模力不對稱、頂出不平衡等問題。
(1) 鎖模力不對稱
豎澆道偏離模具中心時,導致鎖模力和膨脹力不再一條線上,使模具在生產時受到扭矩作用,這個扭矩作會使一側張開產生毛邊,或者使型芯錯位變形,最終導致模具的導柱、甚至射出機哥林柱變形等嚴重問題。
(2) 頂出不平衡
豎澆道偏離模具中心時,射出機的推出機構(頂桿)也要偏離模具中心,頂出時,模具的頂出板受到一個扭力的作用,這個扭力傳遞給頂桿後,會致使頂桿磨損,甚至斷裂。因此,模具設計時因盡量避免豎澆道偏離模具中心,但在如下兩種特殊場合,豎澆道通常偏離模具中心:
- (a) 單型腔,製品從側面進行進澆。
- (b) 一模多腔中的製品大小懸殊,因使豎澆道靠近較大的製品。
如果豎澆道必須要偏離模具中心,那麼,一般可以採取以下三種措施來解決不對稱模具的影響:
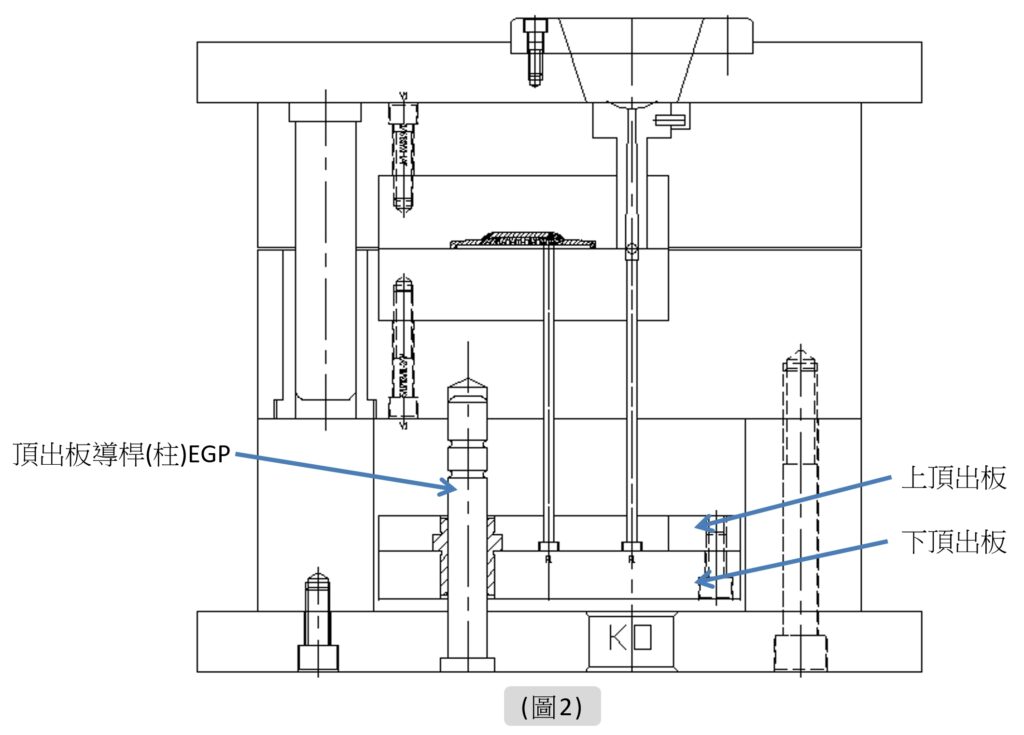
- (a) 模具設置頂出導桿(EGP)(圖2),頂出板的導向定位,使其足夠承受偏心產生的扭力。
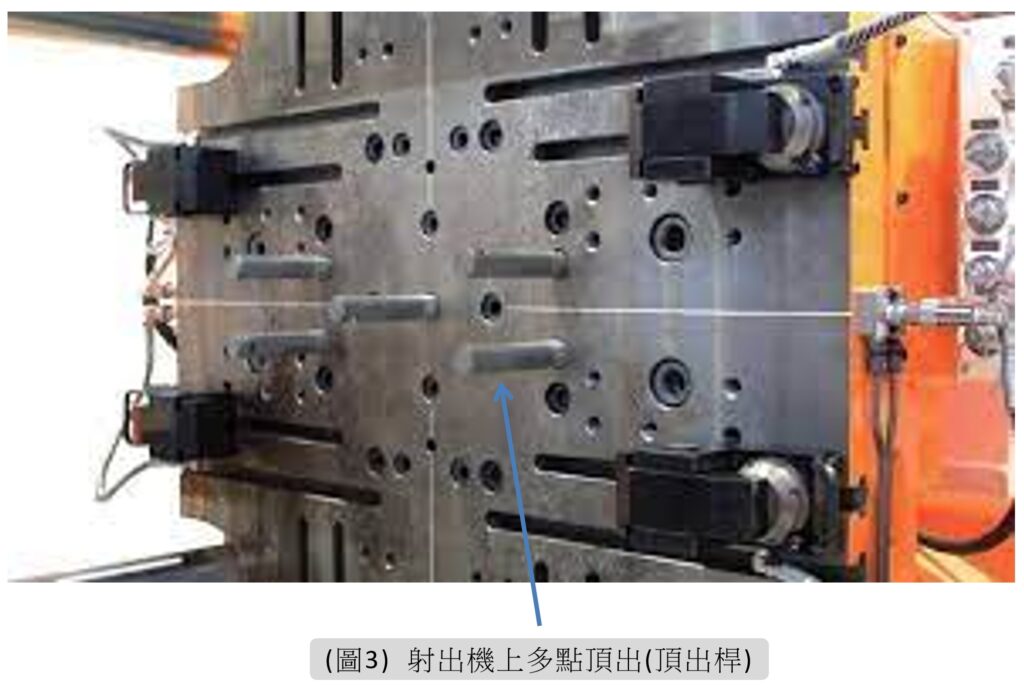
- (b) 如果模具較大,也可採用多點頂出的方法(圖3),當射出機推桿受到多點推力的作用時,較易平衡推出。
- (c) 採用傾斜澆型豎澆道,避免推桿偏心。斜澆型豎澆道的進料方向與開、合模方向呈依定的角度,包括傾斜型和圓弧型兩種型式。
4. 傾斜型豎澆道
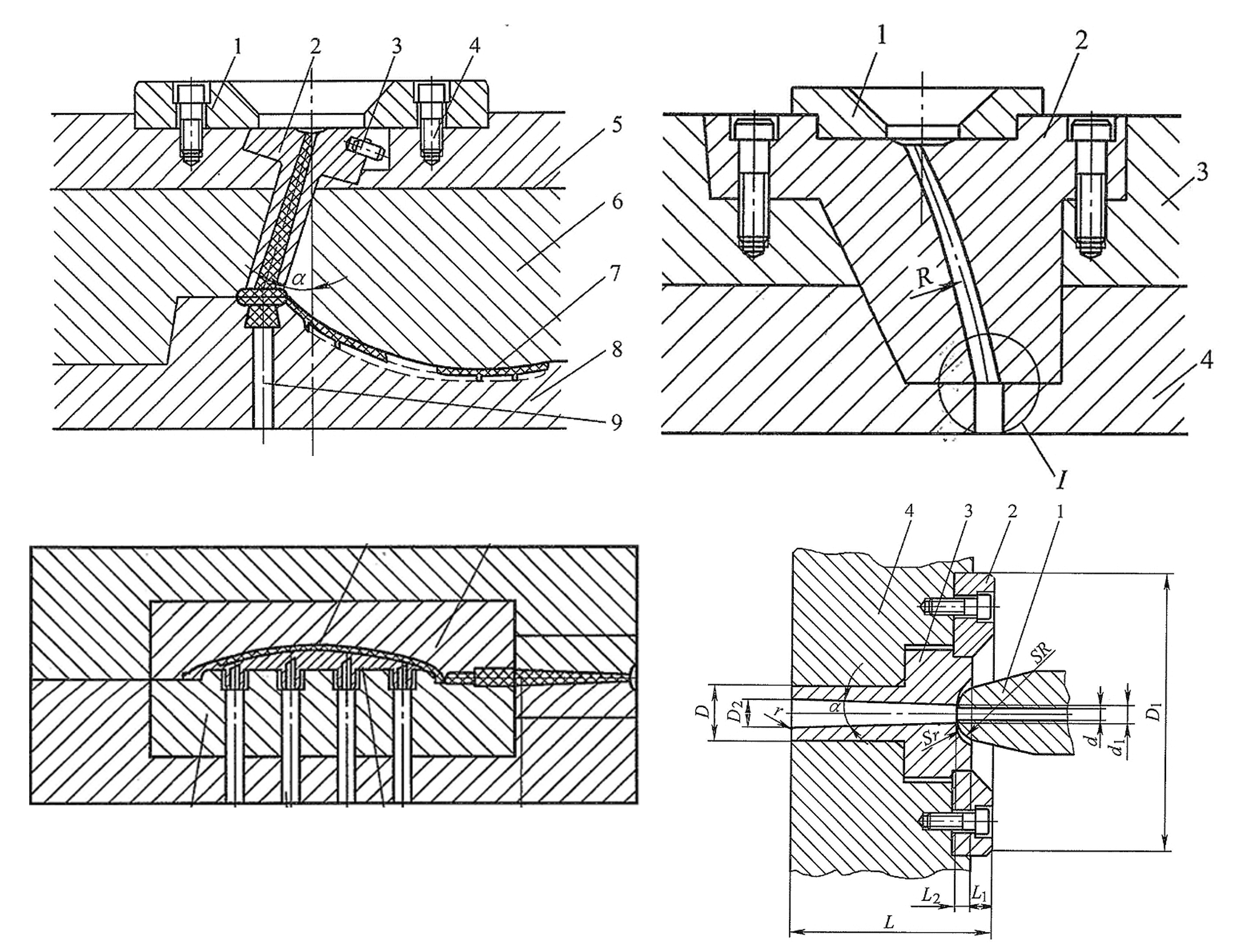
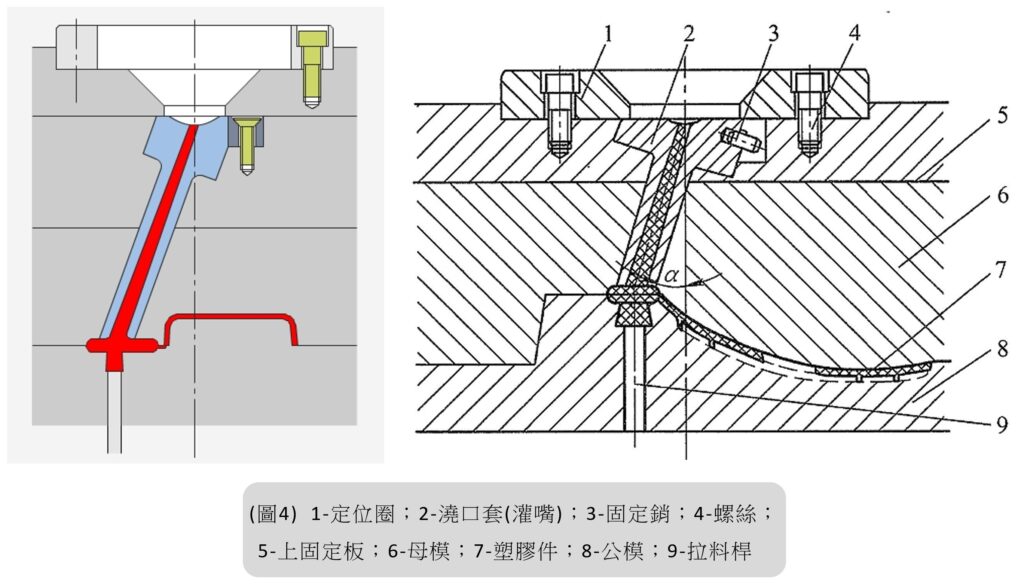
雖然採用三板模結構也可以解決豎膠道偏離問題,但模具成本會大大提高,採用傾斜型主流道的設計可以避免或改進其不足。(圖4)所示為斜澆型豎膠道的基本設計形式的基本設計形式。豎澆道凝料在脫出的過程中,受到的拉料桿的拉力F分解為兩個力,一個為豎澆道斜度方向上的力F1,一個為垂直於豎澆道斜度方向的力F2。其中F2的值越大,豎澆道凝料在拉出過程中越容易折斷。
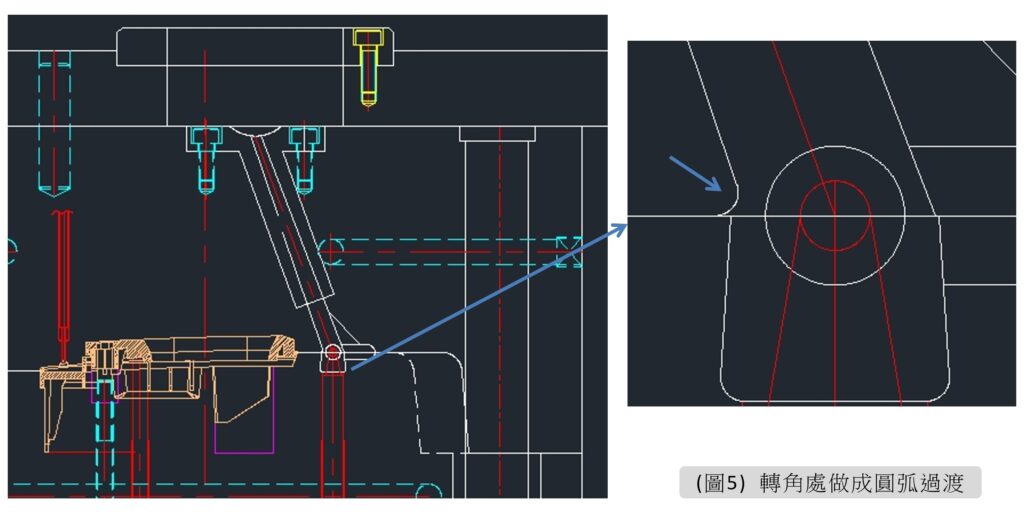
F2的大小與夾角α和豎澆道的摩擦系豎有關,為保證豎澆道凝料順利多出,α角不宜太大,並且豎澆道內壁應光滑(Ra ≥0.63um),斜流道轉角處需要做成圓弧過渡(圖5)。
5. 圓弧型豎澆道
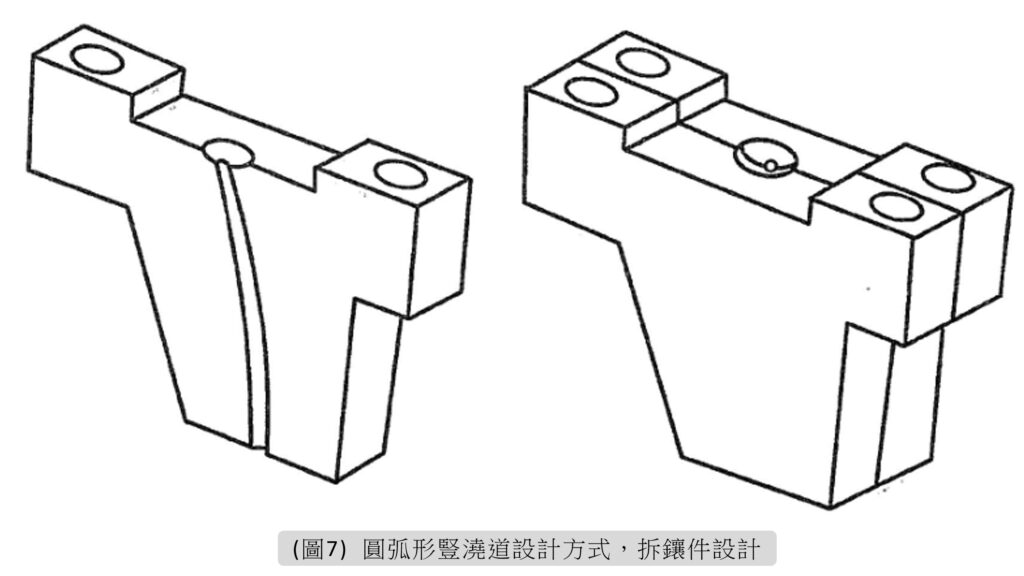
圓弧型豎澆道(也稱蕉型豎澆道),是斜澆型豎澆道一種特殊的形式,因其加工和修配複雜,所以應用的場合較少,及結構如(圖6)所示。圓弧型豎澆道設計中,為使豎澆道凝料順利脫出,其弧形半徑不宜太小,一般在R≥60mm。由於加工困難,整個主流道需要做成兩塊鑲件分別加工(圖7),然後組再一起,進行修配安裝。需要注意的是,豎澆道相間與公模連接時,公模上的豎澆道小端直徑應比鑲件豎澆道末端直徑d大1mm左右,以防止因為裝配錯位,而使豎澆道凝料無法脫出。
圓弧型豎澆道不適用於成型脆性材料,如PS等塑料。一般適用於PE、PP、PVC、ABS等類型的塑料。

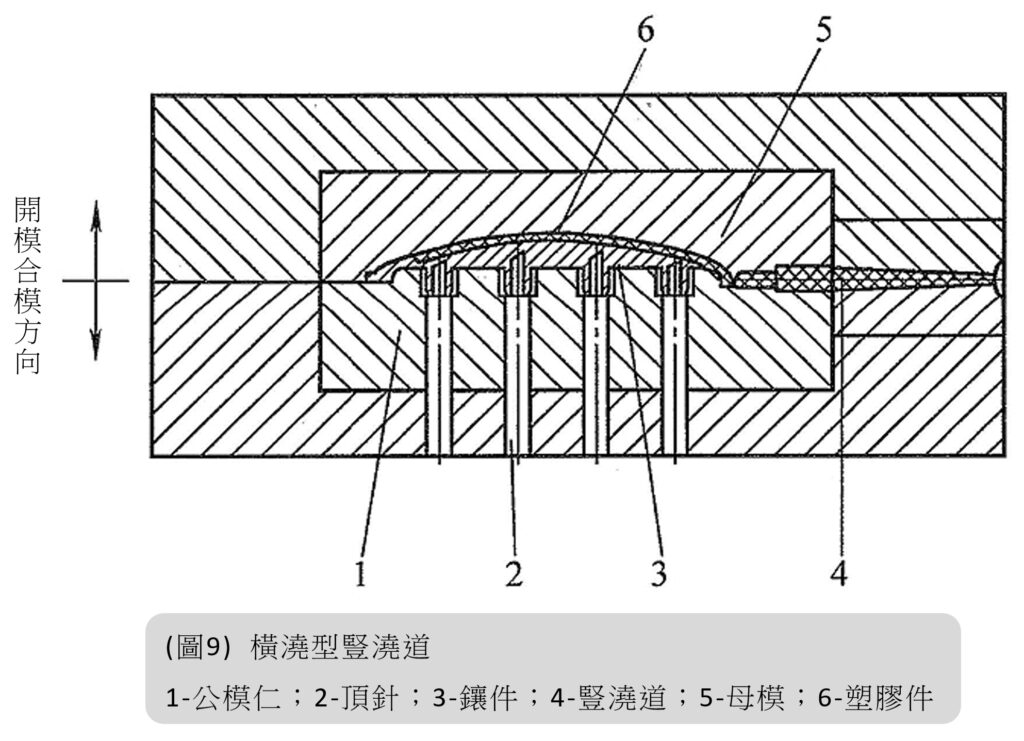
6. 橫澆型豎澆道
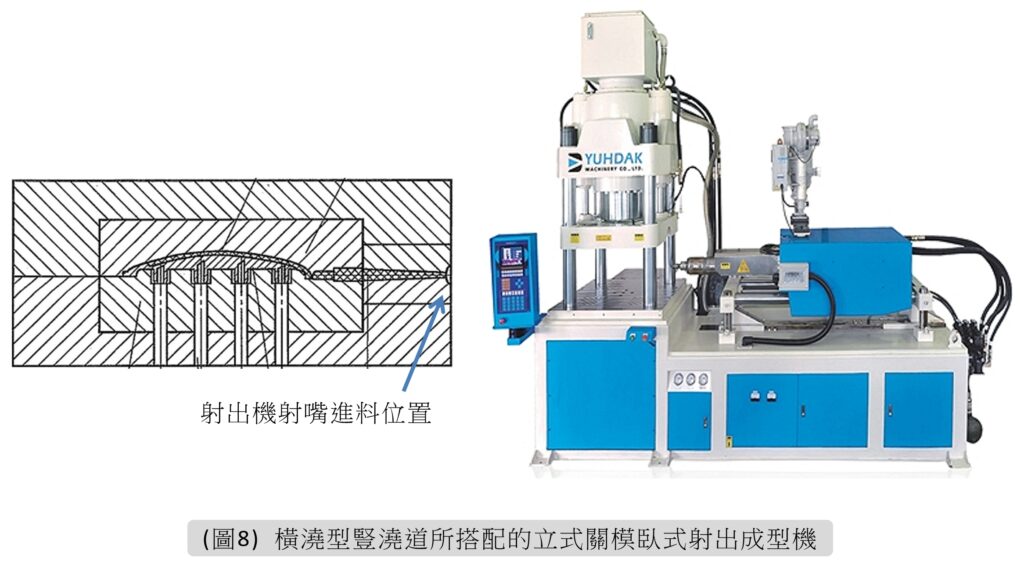
橫澆型豎澆道的進料方向與開、合模方向垂直,一般用於直立式射出機(圖8)。
如(圖9)所示,對於橫澆型模具,主要豎澆道設在分型面上,凝料在開模時可順利取出,不存在軸向抽拔問題,所以豎澆道的截面形狀可以根據需要設計為圓形、半圓形、橢圓形和梯形。
☆ 其他參考資料及文章
TBD
☆ 案例及資料下載
● 壓縮檔裡的檔案內容




