內容目錄
1. 絞牙模具機構介紹與設計
瓶蓋、管件與螺母等產品常具有螺紋倒扣結構,無法使用一般頂出方式直接脫模,因此模具設計時需搭配齒輪、油壓缸或馬達等自動脫螺紋機構,使型芯與產品之間產生相對旋轉,讓產品能在不損傷螺牙的情況下順利退出模具。此類模具與機構常見的說法包括絞牙模具、螺紋模具、螺紋抽芯機構、Unscrewing Mold 等。
如想進一步了解絞牙模具的原理說明與設計應用,可參考以下【螺紋抽芯與脫螺紋模具機構介紹與模具設計案例指南】(按圖連結文章)。本文彙整了部落格中有關絞牙模具的文章、圖片與影片教學內容,協助各位更完整理解螺紋抽芯與脫螺紋模具機構的設計重點。
2. 塑件結構分析
該塑件為球形零件,外觀要求較高,材料為 PP,成型收縮率取 1.5%。塑件內部設有梯形內螺紋(Figure 1),螺紋結構會與型芯形成倒扣,因此不能直接強行頂出,否則容易造成螺紋拉傷、塑件變形或產品報廢。
因此,本模具設計重點在於內螺紋自動脫模機構:開模過程中,必須讓《螺紋型芯 15》按照螺紋旋向旋轉,同時沿軸向後退,逐步脫離塑件內螺紋,確保球頭手柄產品順利脫模。
3. 模具結構分析
本模具採用點澆口澆注系統,澆口從塑件頂部進料。這種進料方式可改善熔體填充狀態,使球形塑件充填更均勻,同時有利於型腔排氣。
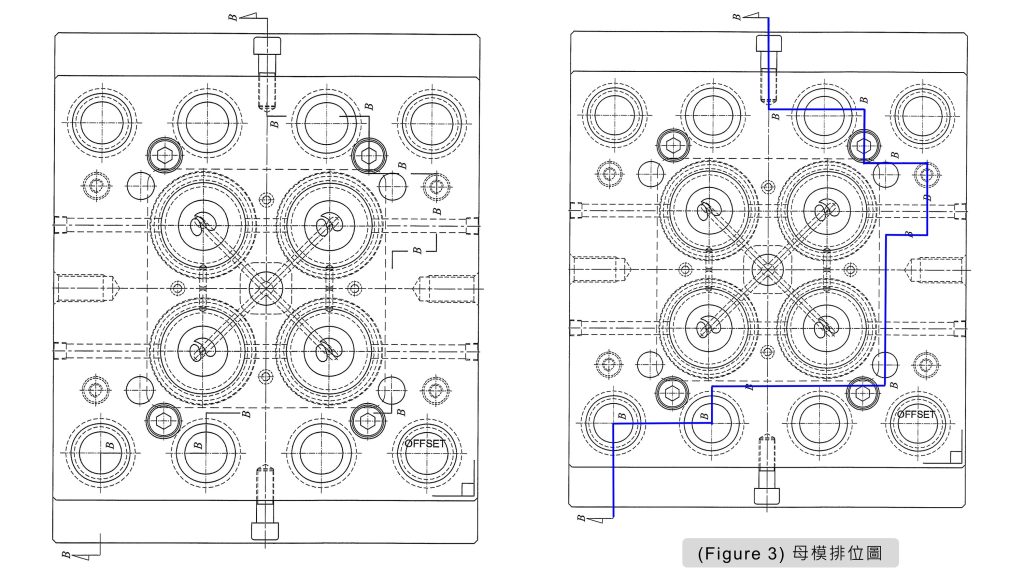
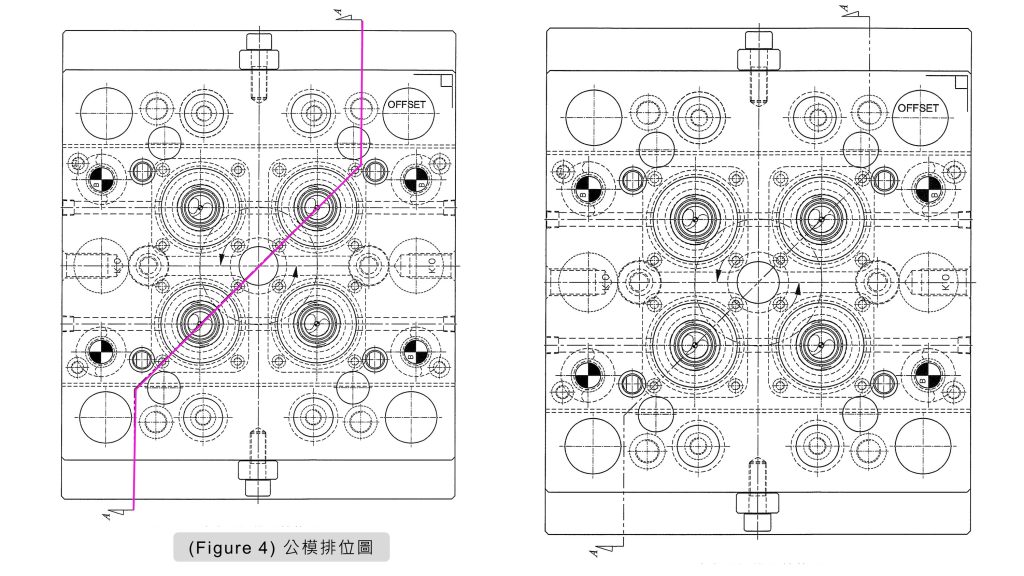
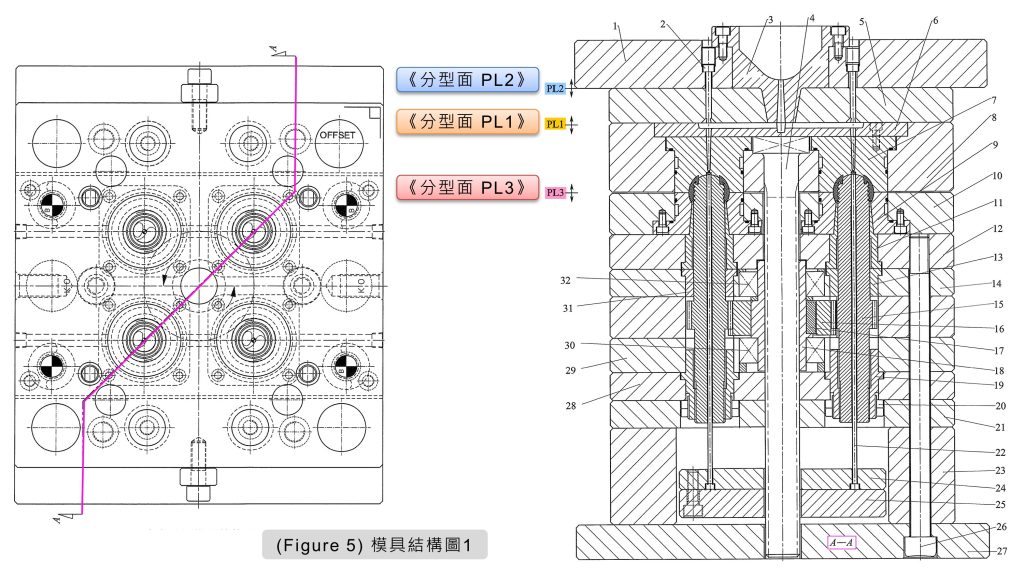
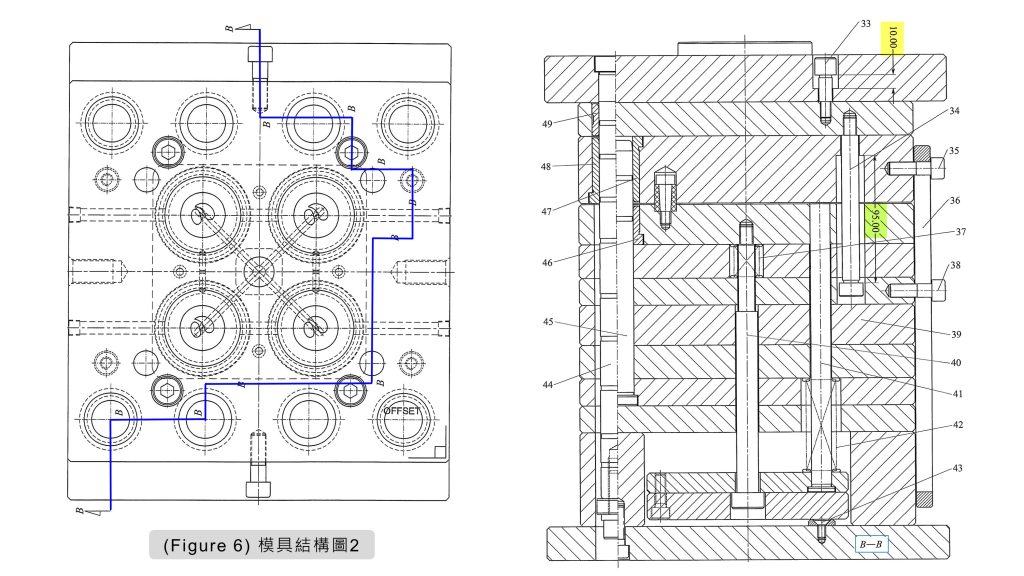
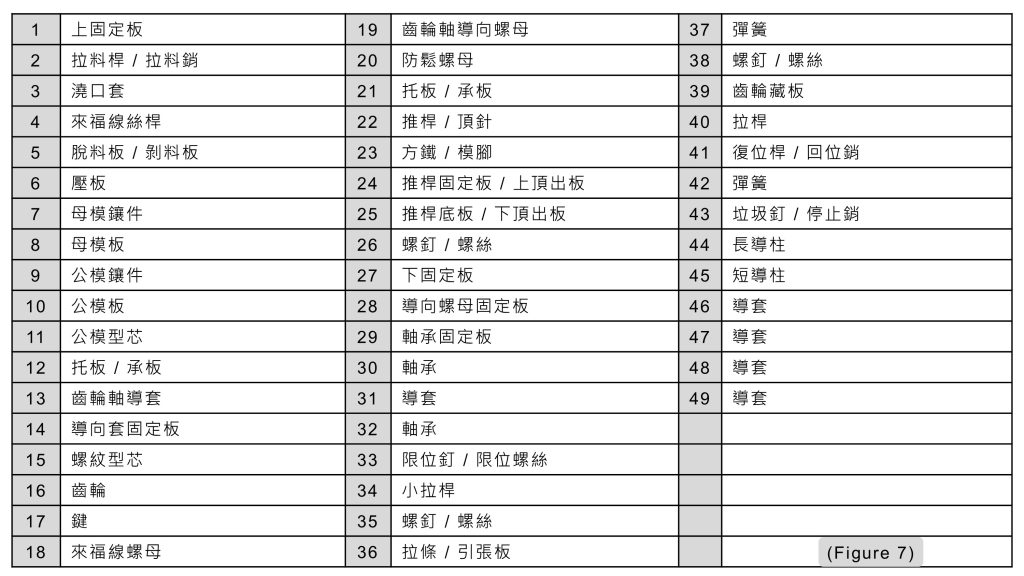
在脫模結構方面,模具採用內螺紋自動脫模機構。開模時,《螺紋型芯 15》不是單純後退,而是在齒輪傳動與導向作用下,一邊旋轉、一邊後退,逐步退出塑件內部梯形螺紋。其旋轉動力來源為裝配於母模側的《來福線絲桿 4》。傳動關係見 (Figure 2) ,詳細結構見 (Figure 3) (Figure 4) (Figure 5) (Figure 6)(Figure 7)。
4. 模具工作過程
模具完成射出成型與保壓冷卻後,由射出機拉動開模。整個開模過程分為三個分型面依序打開,並配合澆注系統脫落、內螺紋旋轉脫模與最後頂出。
(4-1) 澆注系統凝料脫落步驟
- (a) 射出機首先拉動模具從《分型面 PL1》處打開。
- (b) 《分型面 PL1》打開時,在《拉料桿 2》的作用下,塑件與點澆口之間自動拉斷,使澆口與產品分離。
- (c) 當《分型面 PL1》打開 10 mm 後,定距分型機構開始控制模具從《分型面 PL2》處打開。
- (d) 《分型面 PL2》打開後,澆注系統凝料失去包覆與牽引限制,實現自動脫落。此階段開模距離為 95 mm。
(4-2) 母模內螺紋自動脫模步驟
- (a) 澆注系統凝料脫落後,模具繼續從《分型面 PL3》處打開,公模與母模開始分離。
- (b) 《分型面 PL3》打開距離為 150 mm,在公母模分離過程中,母模側的《來福線絲桿 4》開始產生傳動作用。
- (c) 《來福線絲桿 4》帶動《來福線螺母 18》運動,使直線開模動作轉換為螺旋傳動動作。
- (d) 《來福線螺母 18》通過《鍵 17》將扭矩傳遞給《齒輪 16》。
- (e) 《齒輪 16》再帶動《螺紋型芯 15》旋轉,使《螺紋型芯 15》依照塑件內部梯形螺紋的旋向進行退牙。
- (f) 在《螺母 19》的導向作用下,《螺紋型芯 15》一邊旋轉、一邊沿軸向後退,逐步脫離塑件內螺紋,完成內螺紋自動脫模。
(4-4) 頂針頂出步驟
- (a) 當《螺紋型芯 15》完全退出塑件內螺紋後,塑件仍停留在公模側的《鑲件 9》上。
- (b) 射出機推桿通過模具《K. O. 孔》推動《下頂出板 25》向前運動。
- (c) 《下頂出板 25》帶動《頂針 22》同步前進。
- (d) 《頂針 22》將塑件從公模《鑲件 9》上推出,完成球頭手柄塑件的最終脫模。
(4-5) 合模復位步驟
- (a) 塑件取出後,模具開始合模,公模與母模逐步靠合。
- (b) 合模過程中,《來福線絲桿 4》再次與《來福線螺母 18》形成傳動配合。
- (c) 《來福線螺母 18》通過《鍵 17》帶動《齒輪 16》反向傳動。
- (d) 《齒輪 16》帶動《螺紋型芯 15》反向旋轉,並在《螺母 19》的導向下向前復位。
- (e) 《螺紋型芯 15》完全回到成型位置後,《分型面 PL3》、《分型面 PL2》與《分型面 PL1》依序閉合,模具恢復至下一次射出成型狀態。
5. 模具設計與操作注意事項
此模具的關鍵在於《來福線絲桿 4》、《來福線螺母 18》、《鍵 17》、《齒輪 16》與《螺紋型芯 15》的傳動可靠性。齒輪嚙合必須平穩,避免退牙時產生卡滯或跳齒;《螺母 19》的導向精度也要足夠,否則《螺紋型芯 15》在旋轉後退時容易偏擺,造成內螺紋拉傷。
此外,《分型面 PL1》、《分型面 PL2》與《分型面 PL3》的開模順序必須穩定可靠,確保澆口拉斷、凝料脫落、螺紋退芯與產品頂出依序完成。合模時則需確認《螺紋型芯 15》能確實復位,否則會影響下一模成型尺寸,甚至造成模具撞傷。



