內容目錄
1. 選擇分模面的基本原則
分模面是模具結構中的基準面,它直接影響著成型塑件的品質、模具加工的工藝性以及射出成型的效率等等。因此確母模的分模面是模具設計中的重要環節之一。選擇模具分模面時,通常應考慮如下有關問題:
- (a) 根據塑件的某些技術要求,確定成型零件在公模和母模上的配置。
- (b) 塑件的生產批量。
- (c) 結合塑件的流動性確定澆注系統的形式和位置。
- (d) 型腔的溢流和排氣條件。
- (e) 模具加工的工藝性。
在模具設計中,分模面的選擇直接影響產品的成型質量、生產效率和模具壽命。選擇分模面時的基本原則下面文章中繼續討論。
2. 保持塑料件外觀整潔
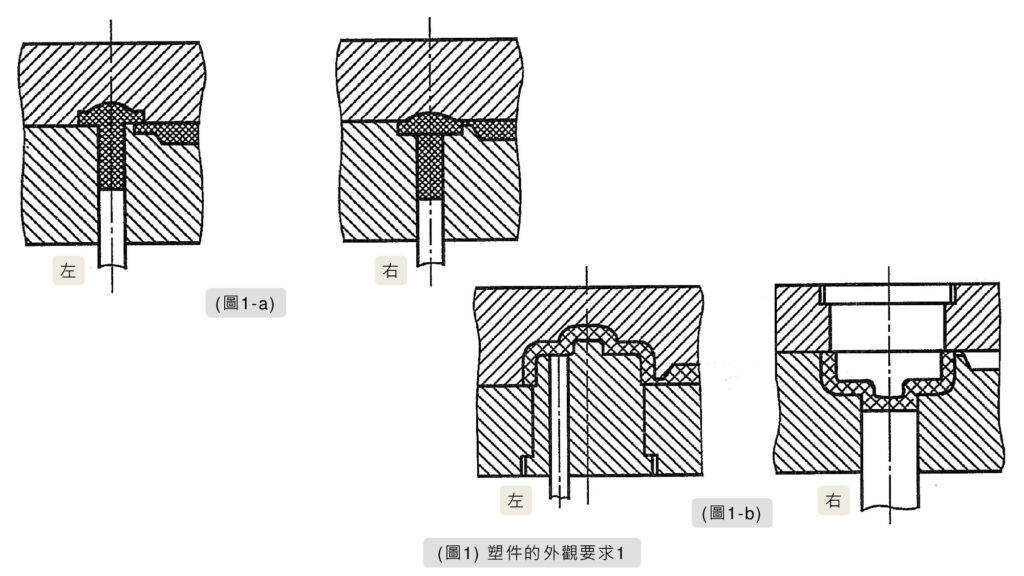
如(圖1-a)右圖所示的分模面上,進澆在塑件外表面易形成澆口流痕或毛邊,且不易清除。若改用左圖的形式則較為理想。(圖1-b)左圖的形式,使塑件外部可形成光潔的圓角;而右圖中,塑件頂部有頂針痕跡,並形成尖角影響美觀。
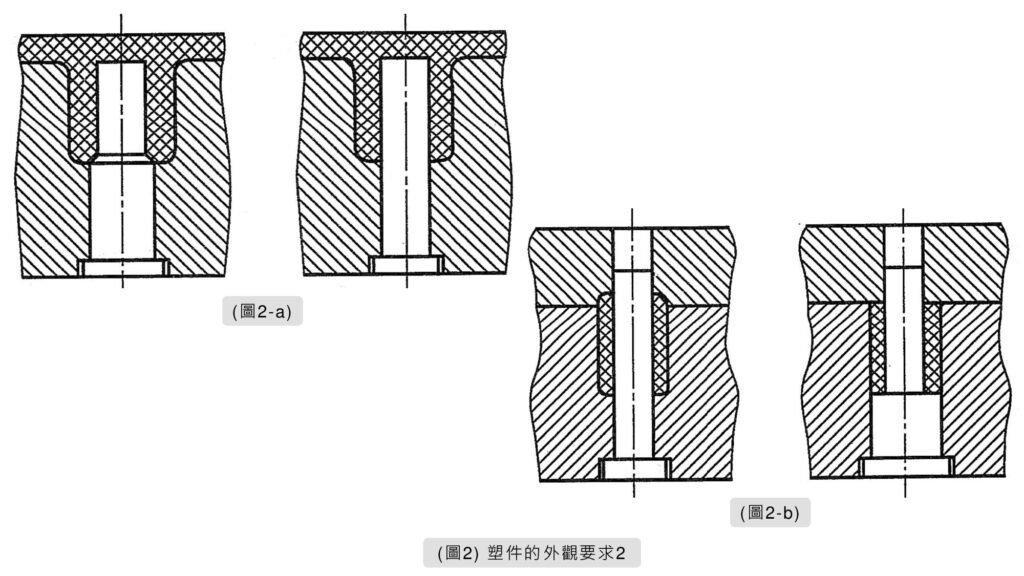
(圖2-a) (圖2-b)的左圖都是在成型零件上採用倒角和圓弧的形式,使塑件端面整潔,這給修改和更換型芯也提供了方便。右圖結構的效果是塑件端面形成內外尖角,容易傷手。
3. 分模面有利於排氣
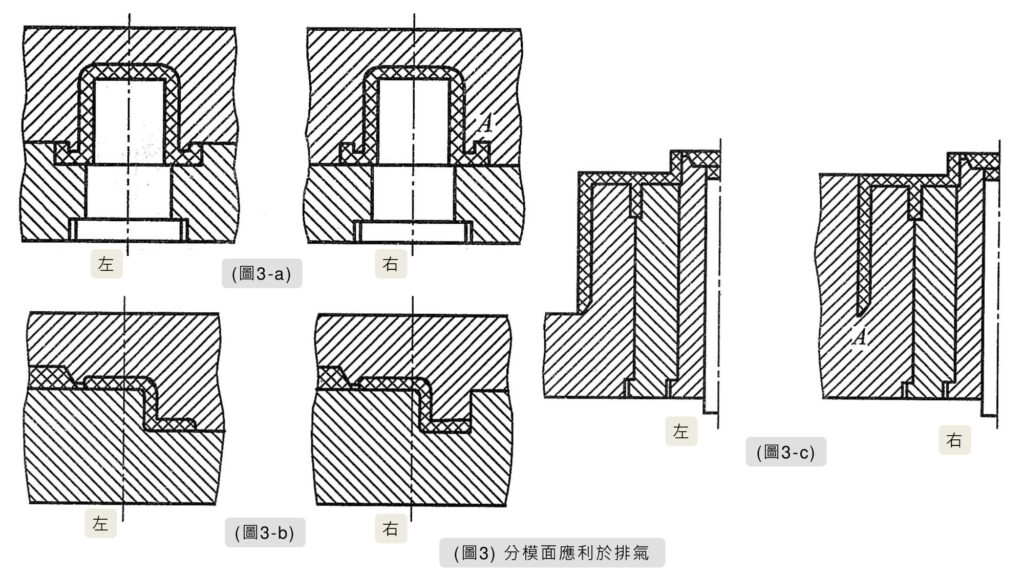
即儘量和塑料流動的末端相重合。如(圖3)中所式的幾種情況,在(圖3-a)右邊A處成盲腸狀,不容易排氣,易產生填空不滿,出現氣泡現象。若改用(圖3-a)左邊的形式, 則模腔中的氣體容易按分模面方向排出,故較為適用。
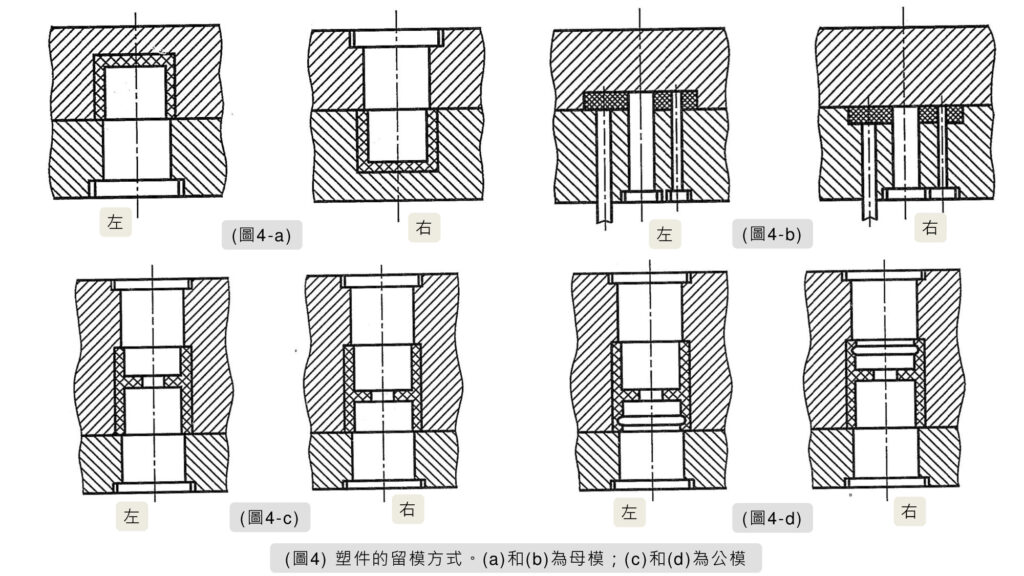
4. 應考慮開模時塑件留在公模一側
一般情況下,在開模時,將塑件留在設有頂出裝置的公模一側,以利於頂出、脫模。
如(圖4-a)所示,由於塑件的收縮對型芯的包緊力大於對母模的包緊力,所以如右圖的形式,開模時塑件將留在型芯上,與型芯一起脫離型腔,正常情況無法將塑件頂出。左圖則使塑件包緊型芯留在公模一側,用頂出系統頂出塑件。
(圖4-b)的結構形式,開模時都能留在公模上。但右圖是型芯和型腔都設在公模一側,如果型腔有複雜的形狀時,則給塑件頂出帶來困難。左圖則將型腔、型芯分別設在母模和公模上容易頂出塑件。
(圖4-c)的情況是型腔都有較大的脫模斜度,對塑件脫模影響不大。首先應分析塑件對其兩端型芯的包緊力的對比。右圖的情況是母模側型芯較長,如果脫模斜度相同的話,所受到的包緊力較大,塑件很容易隨母模移動而脫離公模型芯。如左圖改變了塑件安放的方向,就會使塑件包緊在公模型芯上順利脫離型腔。
(圖4-d)與(圖4-c)相似,只是在塑件的一端內側有一強制脫模的環狀凹槽,採用左圖的形式,開模時,在環狀凹槽的包緊下,塑件必然留在公模一側則較為理想。
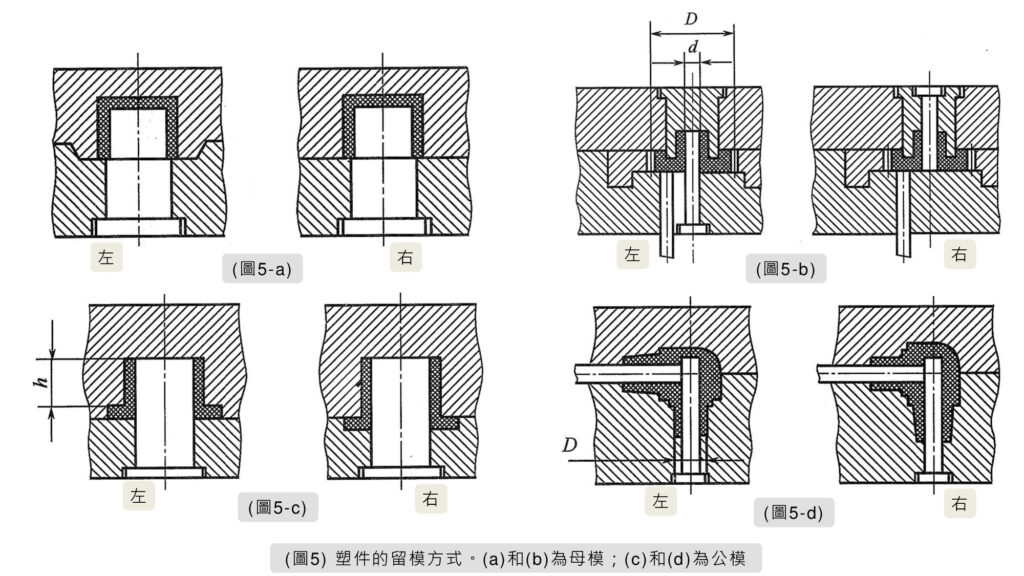
5. 應容易保證塑件的精度要求
如(圖5)所示,(圖5-a)是要求壁厚均勻的薄壁塑件。若採用右圖的形式只設一平面分模,型腔和型芯的同心度只有靠導向零件來保證;但由於模具的製造誤差,導致公、母模的偏移不容易保證塑件品質。採用左圖的結構形式,用錐面導向的形式,才能保證塑件壁厚均勻的要求。
(圖5-b)是塑膠齒輪射出模的一部分,它的內徑d和齒輪節徑D有同軸度要求。右圖中d和D分別從母模和公模形成,會由於合模時同心度的偏差而難於保證。採用左圖的結構,直徑d和D全部在公模中成型,很容易滿足它們同心度的要求。
(圖5-c)中塑件長度h有精度要求。右圖的結構形式會因為合模的緊密程度影響h的精度。左圖的結構形式靠型腔的深度即可保證塑件的長度要求,與合模的因素無關。
(圖5-d)是帶有側抽芯的塑件射出模。塑件要求直徑D有精度要求。右圖的形式是直徑D採用瓣合的方式成型,瓣合模的製造誤差和合模因素產生的誤差,很難保證直徑D的精度要求。左圖則改變了塑件的安置方式,用公模的型腔保證其精度比較容易。
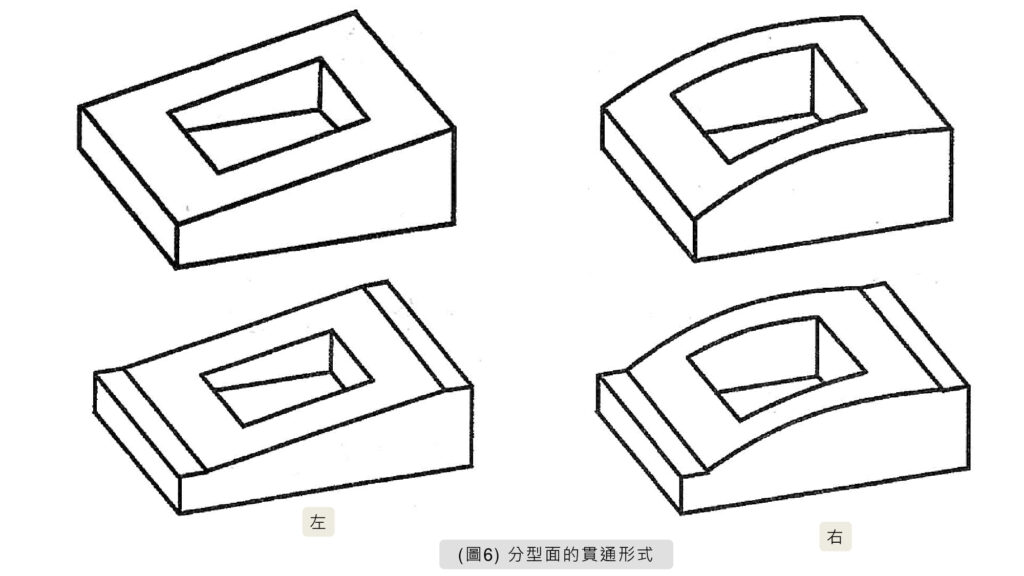
6. 分模面應力求簡單適用並易於加工
對形狀較為複雜的分模面應選擇貫通的結構形式。(圖6)分別為斜面式分模面和曲面式分模面的典型。如左圖的結構只需一個斜面或曲面與相對合的模板研合即可。因此,這種分模面貫通的結構形式較為理想,而右圖中則需幾個面的研合,即費時、費力,給研合工作帶來了困難。
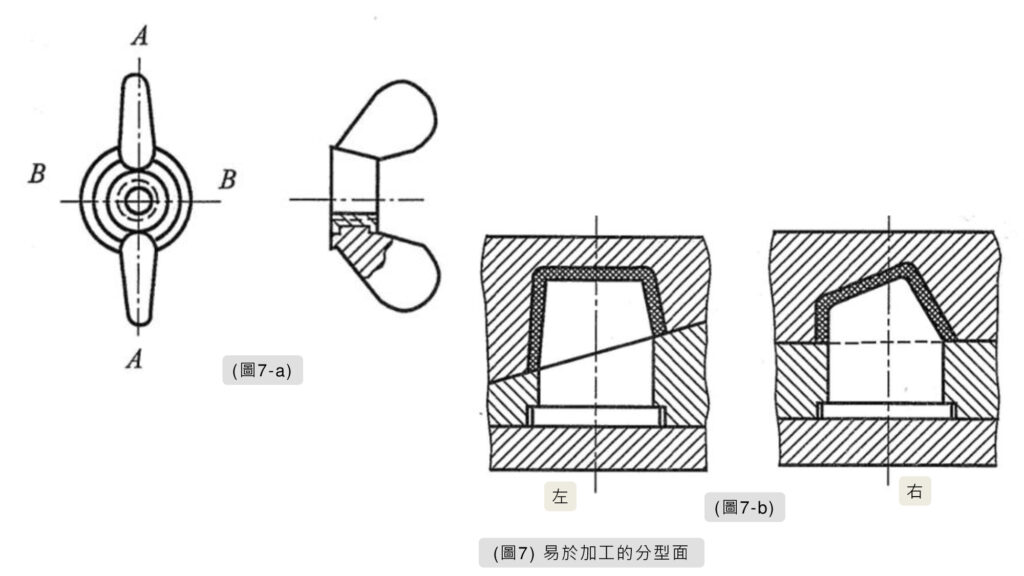
(圖7)所示為應選擇易於加工的分模面。(圖7-a)是碟形螺母,若選用作為分模面,機械加工比較困難,只能採用特殊加工方式,但又不容易拋光。如在剖面A-A分模,使加工變得簡單,機械和鉗工結合起來即可完成。(圖7-b)右圖採用平面式分模面,看似簡單,實際上型芯和型腔加工都比較困難,還選用左圖採用斜面式分模面較好。
7. 考慮側向分模面與主分模面的協調
(7-1) 如何簡化側抽芯模具結構
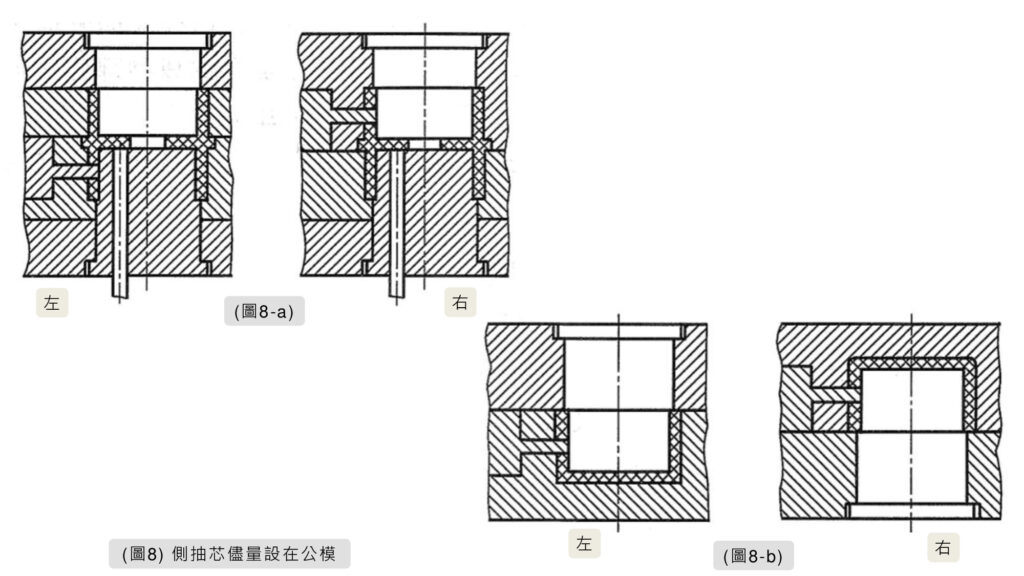
帶有側孔或側凸凹槽的塑件,往往把側抽芯的部位放在公模一側便於抽芯。這樣,側滑塊在公模體內,便於研合。而斜導柱和模組安置在母模一側也便於加工和研合,盡最避免在母模一側抽芯,以簡化模具結構。
(圖8-a)和(圖8-b)的右圖是設置在母模一側抽芯,斜導柱不管設在公模或母模,都必須採用順序定距分模機構,使模具結構變得複雜。採用左圖的形式,在公模一側抽芯,斜導柱設在母模,在開模的過程中即可抽芯,是常用的結構形式。
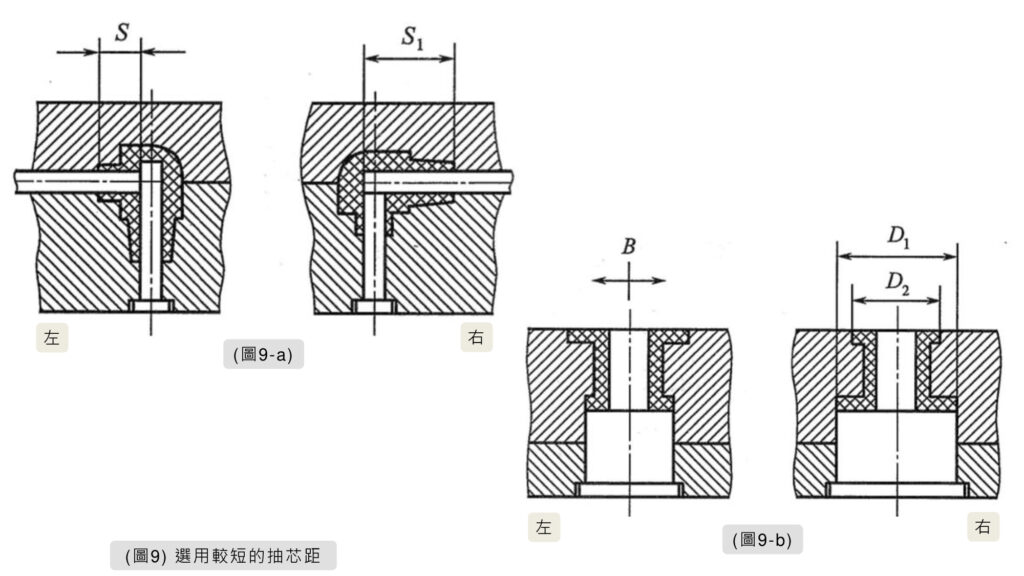
(7-2) 如何選擇側抽芯位置以縮短抽芯行程
在側抽芯組合中,如果有條件選擇時,應儘量選用抽芯距短的一側抽芯如(圖9-a)中,左圖改變了側抽芯的部位,即可使抽芯距縮短了很多。(圖9-b)右圖為了將塑件取出,必須加大側抽距離,才能將塑件外徑D1取出。採用左圖的形式,則可縮短抽芯距,即可將塑件取出。
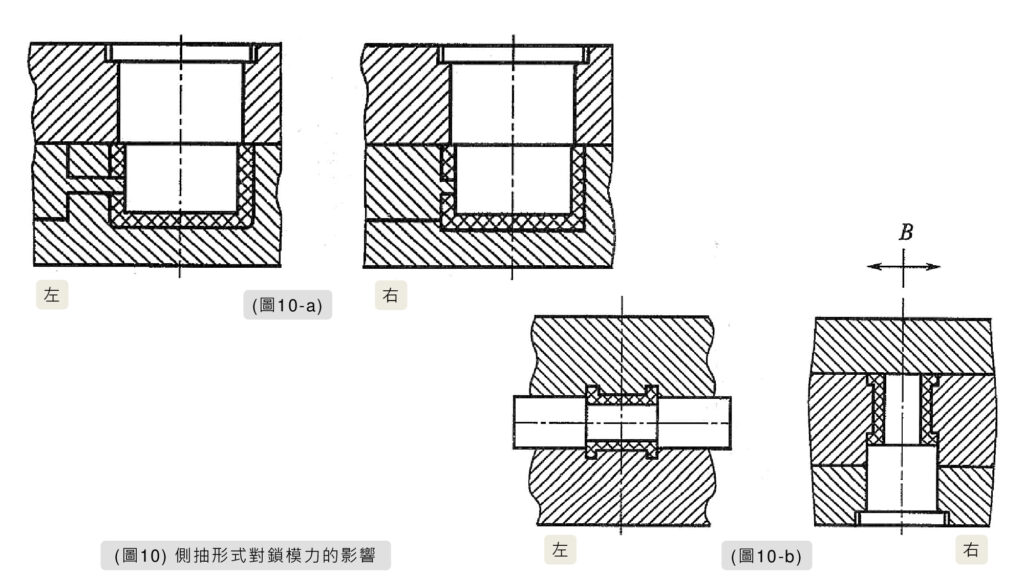
(7-3) 側抽芯形式對側滑塊鎖緊力的影響
側抽芯的形式對側滑塊所需的鎖緊力影響很大。(圖10)就是兩個實例,(圖10-a)右圖是側滑芯的端面直接靠近成型區域,射出壓力以很大的側面積對側滑芯施加壓力,則需要很大的鎖模力;左圖的形式只是側孔的成型部位靠近成型區域,況且又緊頂在型芯上,從而側滑芯所受到的射出壓力很小。(圖10-b)中右圖的形式整個型腔對側滑腔施加壓力,而左圖只是塑件的側端面的壓力很小,有利於側滑腔的鎖緊。
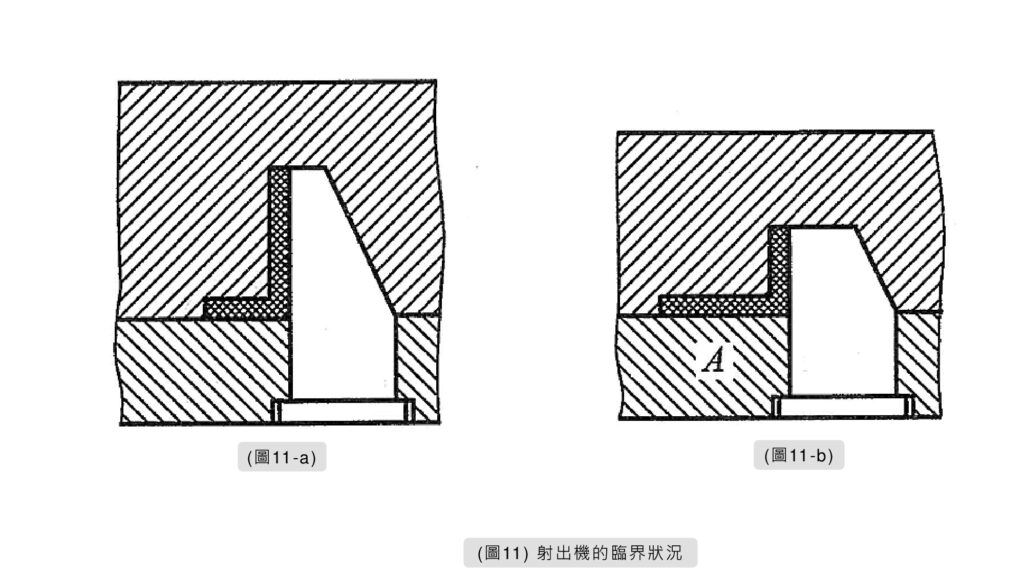
8. 分模面應與射出機的參數相適應
設計模具時,當射出機選定後,就應使模具各部均在射出機的技術參數的範圍內。(圖11)所示,當塑件的投影面積A接近射出機的最大射出面積的臨界狀況時,應採用(圖11-a)的塑件安置方式。當A面能滿足射出機的這個參數,而模具的閉合高度過大時,則應採用(圖11-b)的方式。
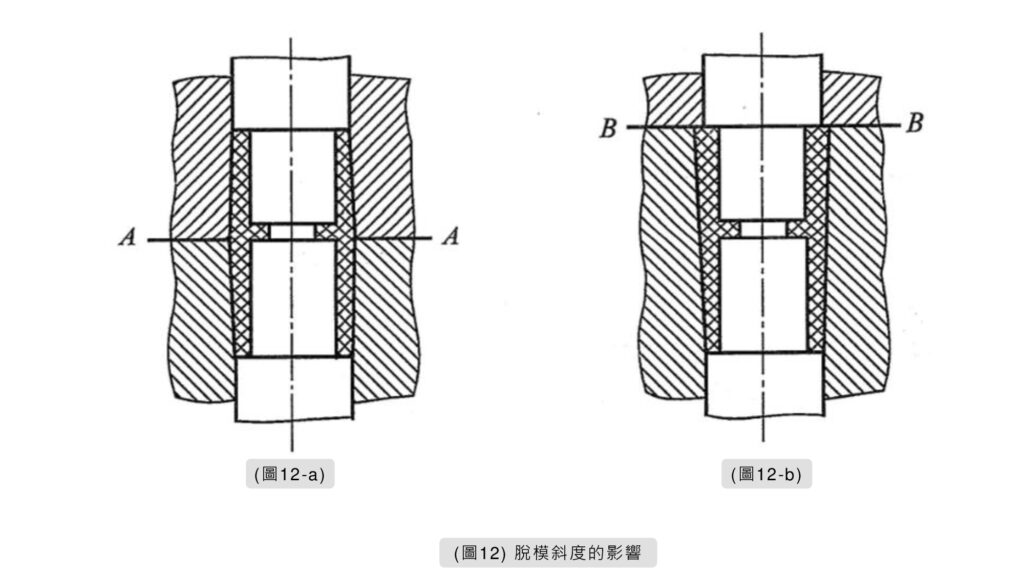
9. 考慮脫模斜度的影響
應避免或減少因脫模斜度形成塑件兩端尺寸差異過大而產生的塑件壁厚不均勻的現象,這在較長的塑件中較為明顯。
如(圖12-b)所示由於型腔和型芯的脫模斜度是反向的,引起兩端壁厚不均勻,而且塑件脫模也比較困難。如果塑件外觀無嚴格要求,可如(圖12-a)所示的方式,將分模面設在塑件的中間部位,多少也彌補了塑件壁厚不均勻的現象,同時有利於塑件脫模。
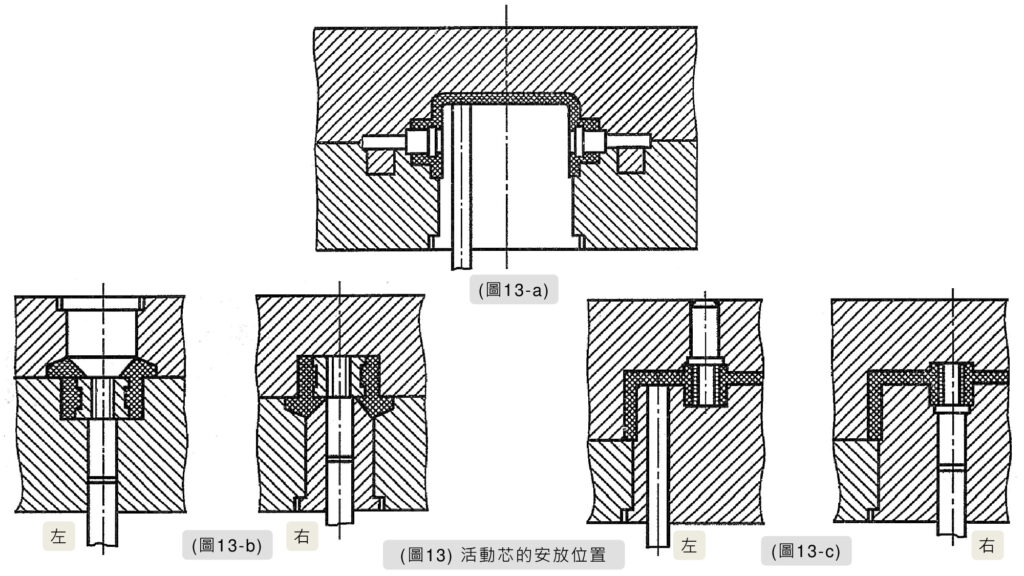
10. 嵌件和活動型芯應安裝方便
如(圖13-a)中,塑件的兩側設有嵌件,為了安裝嵌件的方便,應將分模面設在嵌件中心處。合模前,將嵌件裝入分模面上,定位後合模。
(圖13-b)右圖的嵌件安裝方法,由於嵌件沒有包緊力,而塑件端部對公模的包緊力很小,開模時,定模型腔會將塑件帶出無法脫模。左圖的形式使塑件留在公模一側,然後頂出。
(圖13-c)則是在安放活動型芯時,避免頂出系統先重定的實例。右圖是採取頂桿(頂針)將活動型芯頂出的形式。但在合模前,必須設置頂出系統的先重定,使頂桿(頂針)先行後退,方可安放活動型芯,使模具結構複雜化。左圖的形式使頂桿(頂針)對活動型芯不產生幹擾,因此不必設置頂出系統的先復位機構。
☆ 其他參考資料及文章
★ 【射出模具分型面及分模面設計指南】(按圖超連結)

★ 【射出模具成型零件設計指南】(按圖超連結)




