內容目錄
1. QC七大手法介紹
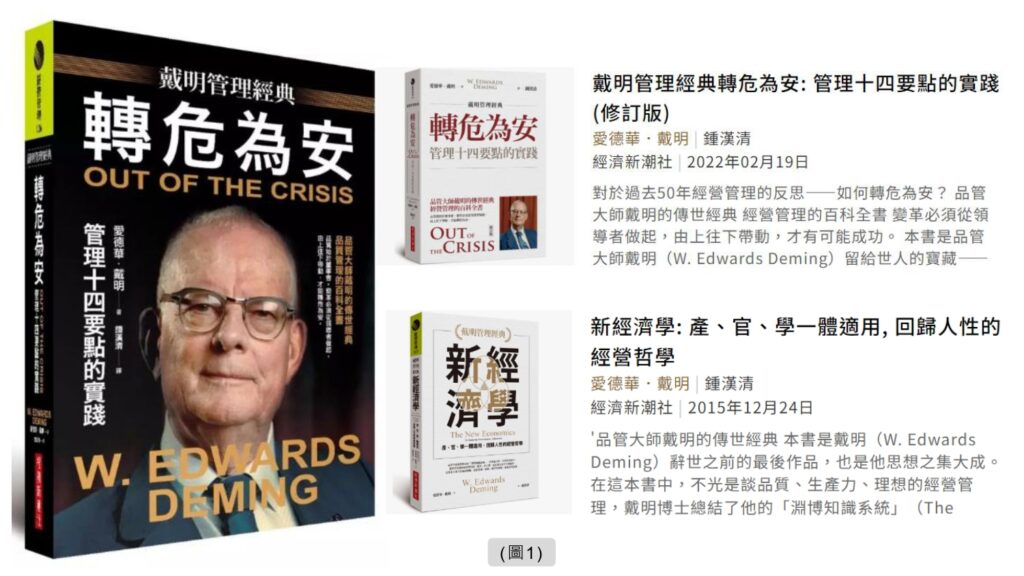
日本於1950年左右產品品質低劣,於是就邀請戴明博士(圖1)到日本提倡品質觀念,當時日本把他的理念奉為聖經,而且努力去實踐。於是90年代,日本就成為世界品質水準最具有代表性的國家,其最主要的過程就是利用QC七大手法。
● 一位美國人,成日本貨救世主(按圖超連結)
2. QC七大手法用途
QC七大手法又稱為QC七工具,一般指舊QC七手法。QC七大手法是七種統計分析用的圖表,通過不同的圖表反應出各種潛在的與表面的異常因素。一般稱為品質管理的七大工具。 在製造過程中影響產品品質的因素很多,透過資料的分類,可以協助尋找真正的原因(圖2)。
3. QC七大手法分類
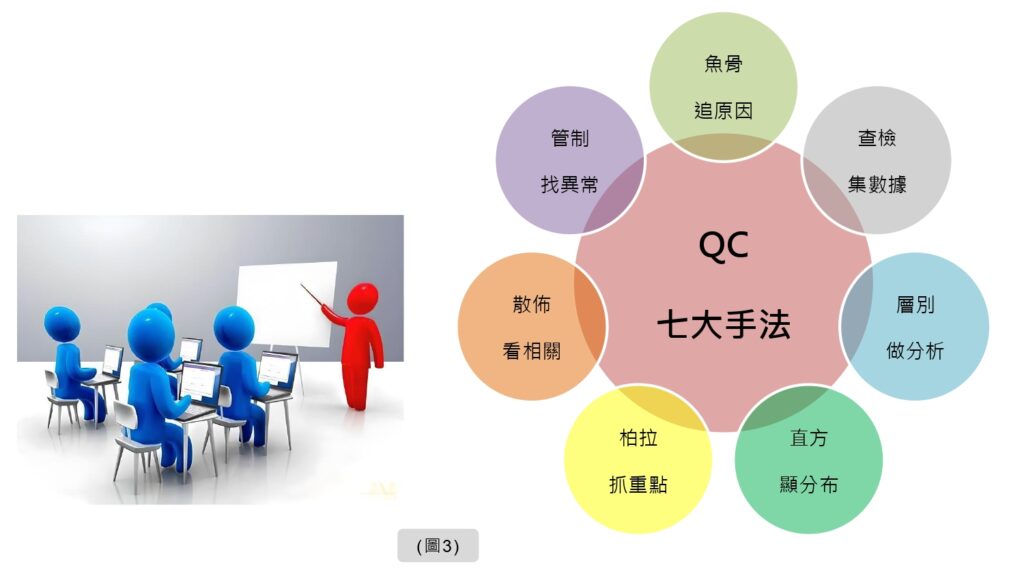
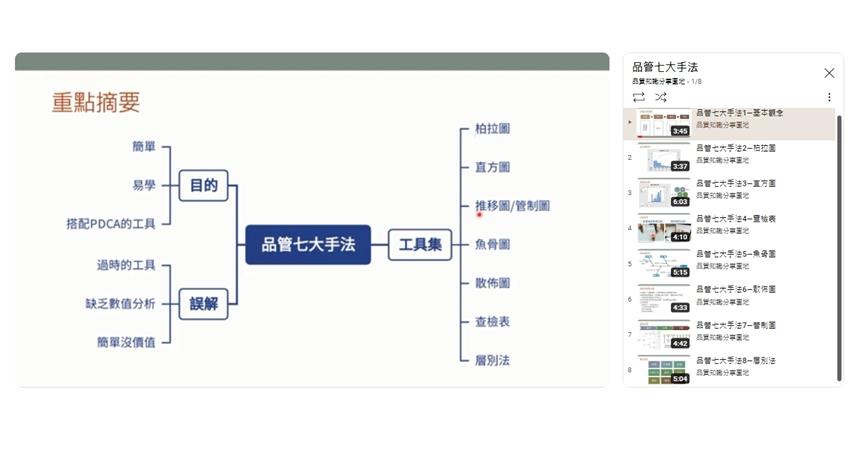
QC七大手法分類及口訣(圖3)。
- (a) 魚骨圖—–(魚骨追原因)
- (b) 查檢表—–(查檢集數據)
- (c) 層別法—–(層別做分析)
- (d) 直方圖—–(直方顯分佈)
- (e) 柏拉圖—–(柏拉抓重點)
- (f) 散佈圖—–(散佈看相關)
- (g) 管制圖—–(管制找異常)
4. 魚骨圖
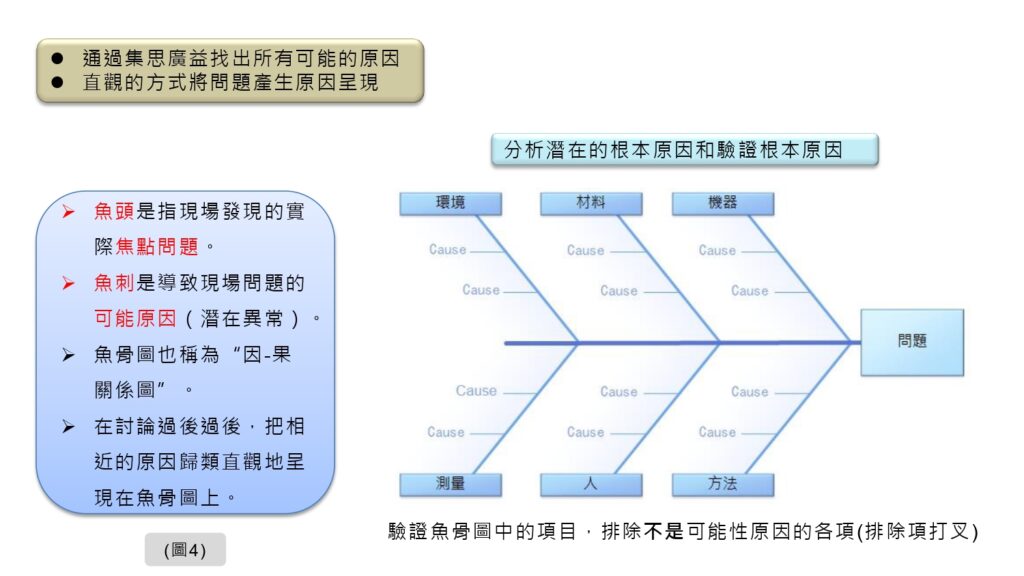
魚骨圖(Fishbone Diagram)又稱特性要因圖、因果分析圖、石川圖(Ishikawa Diagram),用來追查原因的一種圖表(圖4)。
(4-1) 作用
是一種通過對結果(特性)分析尋找原因(要因)的極方便而有效的方法。魚骨圖能一目了然的表示出結果與影響結果的要因的關係。
(4-2) 方法
魚骨圖是一種最好由多人共同參與(圖5) ,共同討論,採用腦力激蕩法的會議方式,找出事物之因果關係的技巧,單人也可以使用,但效果不是太好。腦力激蕩法的思考;盡可能的多;試加重新組合。

(4-3) 魚骨圖參考文章
★ 【QC7大手法之魚骨圖】(按圖超連結)
5. 查檢表
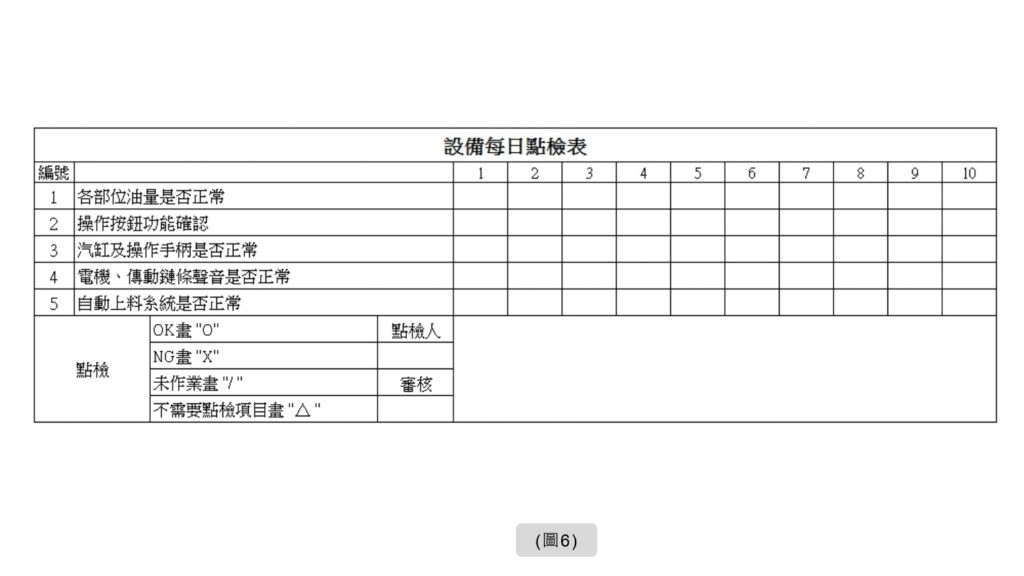
查檢表也叫檢查表、調查表、核對表或點檢表(圖6)。
(5-1) 作用
是便於收集資料與備忘而設計的一種表格,從記錄的資料中能找出一定的規律。它是一種為了便於搜集和整理資料而事先設計製成的空白統計表,從記錄的資料中能找出一定的規律。在實際應用時,只要在相應的欄內填寫上資料(或記號)即可。形式可多樣。
(5-2) 方法
檢查表的製作,可任意配合需求目的作更改,故沒有特定的形式,但仍有幾項重點是製作時應特別注意的。
- (a) 並非一開始即要求完美,可先行參考他人的例子,模仿出新的,使用時如有不理想再行改善。
- (b) 越簡單越好,容易記錄、看圖,以最短的時間將現場的資料記錄下來。
- (c) 一目了然,檢查的事項應清楚陳述,使記錄者在記錄問題的同時,即能明瞭所登記的內容。
- (d) 以團隊的方式集思廣益,切記不可遺漏重要項目。
- (e) 設計不會令使用者記錄錯誤的檢查表,以免影響日後統計分析作業的真實性。
(5-3) 查檢表參考文章
★ 【QC7大手法之查檢表】(按圖超連結)
6. 層別法
層別法,又稱為分層法(圖7),用作分析問題原因用。

(6-1) 作用
分層的目的是把雜亂無章和錯綜複雜的資料,按照不同的目的、性質、來源等加以分類整理,使之系統化、條理化,能更確切地反映資料所代表的客觀事實,便於查明過程波動的實質性原因和變化規律,對症下藥採取措施,解決問題。
不同範圍的比較,使問題明朗化,但要比較我們就得先將比較的事物層別分析後才能進行比較,所以層別圖是一種使問題明朗化的技巧。
(6-2) 方法
發生品質變異的原因很多,有時很單純,有時很複雜,但影響其品質的要因不外乎是人、機、料、法、環,要找出原因,就有分開觀察而收集資料的必要。如果能找出何種原料,那一台機器或那一位原操作員有問題後再加以改善,而杜絕不良品的發生。
- (a) 確定分層的對象。
- (b) 利用檢查表收集資料。
- (c) 根據資料繪成推移圖將其分層比較。
(6-3) 層別法參考文章
★ 【QC7大手法之層別法】(按圖超連結)

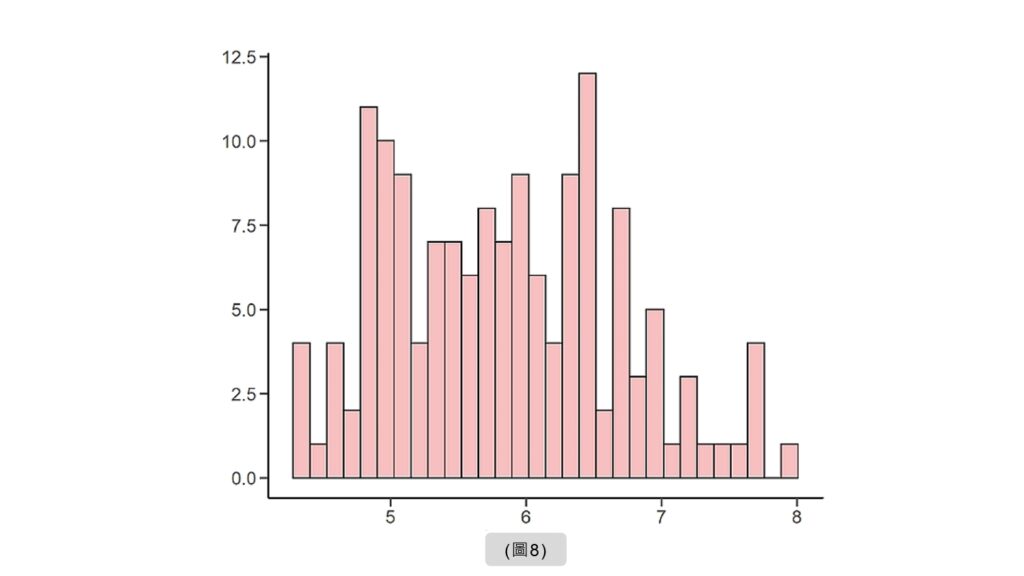
7. 直方圖
直方圖是一種將搜集來的資料分成若干組,在直角坐標系中,以組距為橫軸,以該組距內相應的頻數為高度,按比例畫出來的若干矩形圖(圖8)。
(7-1) 作用
通常用來對某些需要加強控制的過程進行觀察、分析,為過程調整和控制提供依據,其應用目的如下。
- (a) 瞭解資料分佈的形態。
- (b) 研究和分析過程能力。
- (c) 判斷資料的真實性。
- (d) 計畫產品的不良率。
- (e) 求分佈的平均值與標準差。
- (f) 確定控制規格界限。
- (g) 與規格或標準值比較。
- (h) 比較改善前和改善後的效果比較。
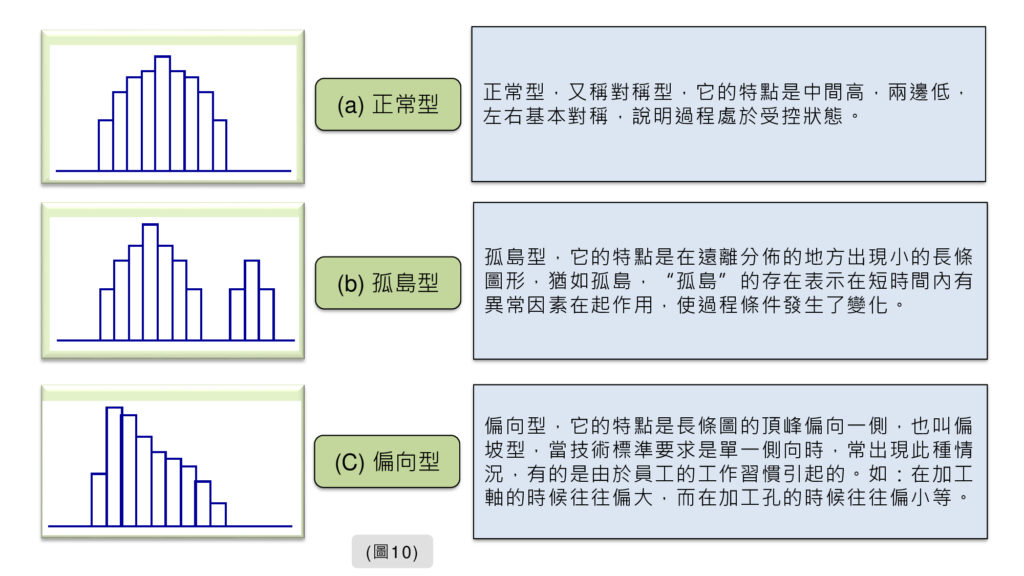
(7-2) 方法
通過直方圖判斷生產過程是否有異常。對直方圖有些參差不齊不必太注意,主要應著眼於圖形的整個形狀。常見的直方圖分布圖形大體上有六種,如(圖9) (圖10) (圖11)所示。


(7-3) 直方圖參考文章
★ 【QC7大手法之直方圖】(按圖超連結)
8. 柏拉圖
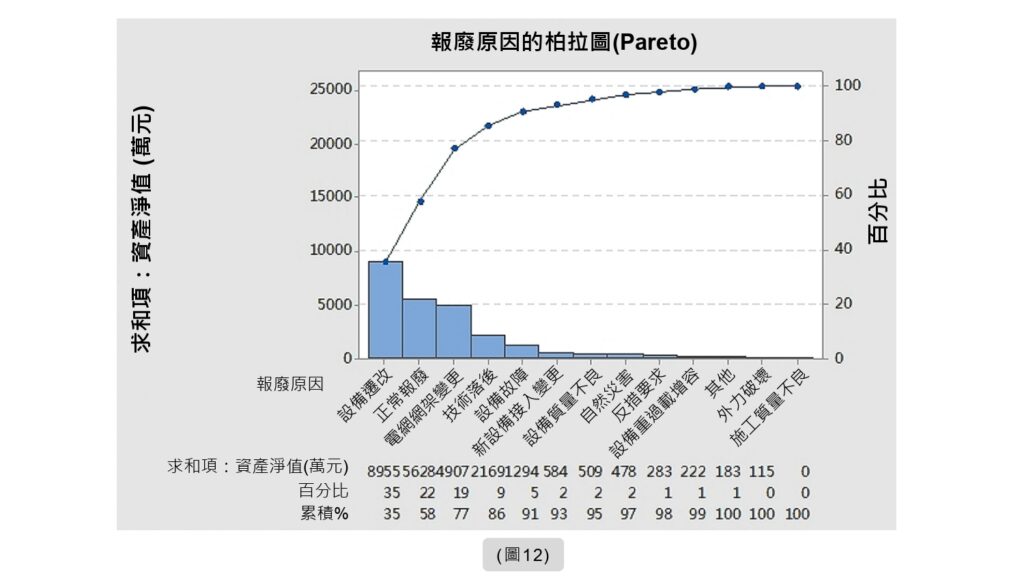
柏拉圖分析(Pareto Chart)是根據所彙集的資料,按照某一角度作適當分類,依照占比大小順序排列,再加上累計值的圖形(圖12)。
(8-1) 作用
柏拉圖是將一定期間所收集的不良數、缺點數…….等資料,依專案類別、原因別(查檢表的項目)加以分類,按其出現大小(大→小)順序排列的圖形。柏拉圖通常用來區分造成品質問題之少數重要原因,及多數不重要原因。它是一個通用工具,亦可使用在其他領域。
- (a)掌握整體不良情況。
- (b)掌握重要不良專案(改善的重點)。
(8-2) 方法
- (a) 確定分類專案,最好不超六項
- (b) 決定資料收集區間,並且按照分類專案收集資料
- (c) 記入圖表紙並且以資料大小排列畫出直條圖
- (d) 點上累計值並用線連接
- (e) 記入柏拉圖的主題及相關資料
其相關應用做法可參考(圖13) (圖14)。


(8-3) 柏拉圖參考文章
★ 【QC7大手法之柏拉圖】(按圖超連結)
9. 散佈圖
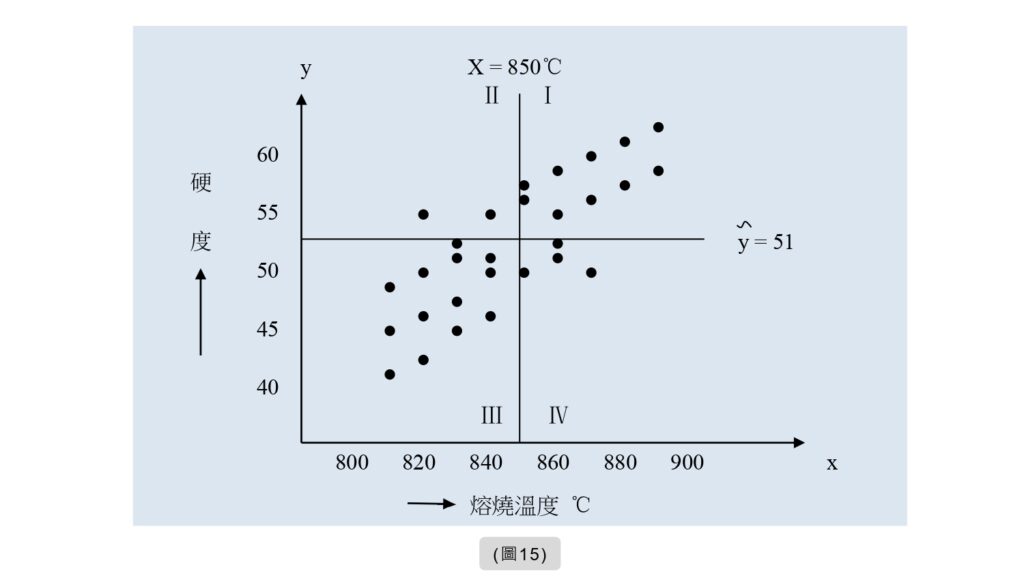
散佈圖是用直角坐標來表示兩個變數之間的相關關係的圖(圖15)。
(9-1) 作用
通常是用來研究兩變數間之相關聯性(正相關、負相關、或無相關),也可以顯示出相異資料之間之層別的情況。如:鋼的粹火溫度和硬度、鏍釘的轉距和抗張力、油的溫度與粘度等。
(9-2) 方法
散佈圖製作的五個步驟。
- (a) 收集相對應數據,至少30組上,並且整理寫到數據表上。
- (b) 找出數據之中的最大值和最小值。
- (c) 輸出縱軸與橫軸刻度,計算組距。
- (d) 將各組對應數據標示在座標上。
- (e) 記入必要事項。
(9-3) 散佈圖參考文章
★ 【QC7大手法之散佈圖】(按圖超連結)

10. 管制圖
控制圖是在1924年美國品質管制大師休哈特博士所發明,它是一種用來監視、控制品質特性值隨時間推移而發生波動的圖表(圖16)。

(10-1) 作用
一種隨著時間的移動,將設定工作推動的專案,結合設定的指標而將實績在成果繪製在圖上,以觀察實際的成果與設定指標的差距,以便採取調整措施的一種圖表。
(10-2) 方法
在控制圖上有三條橫線:中間的一條為中心線(Control line,簡稱CL);在上方的一條線稱為上控制界限線(Upper Control Limit,簡稱UCL)在下方的一條線稱為下控制界限線(Lower Control Limit,簡稱LCL),以表示可接受的變異範圍。至於實際產品品質特性的點大都以黑色連線繪制(圖16)。
(10-3) 管制圖參考文章
★ 【QC7大手法之管制圖】(按圖超連結)

11. 後言
在網路上面,可以看到有些人說日本人的產品品質做的很好有的沒的,甚至我還看過有人在facebook上面留言,為什麼自己不是生在日本或是德國的國家。看到這樣的留言和文章時,還真不好意思酸對方(搞不清楚狀況就想亂投胎)。日本以前做的產品也是跟垃圾一樣,結果卻被一個美國人(戴明博士)救了起來,只是說沒想到幾年的時間,還反超美國,日本人在品質上做的比美國還徹底。這位美國人他證明科學的方法,適用於所有公司,並不只適合特殊的民族。他讓日本能,也讓美國能
有時在一些社群上面可以看到,有些人說要提升台灣的品質,然後走出國外。但是,說實在的,我很懷疑這些人對於品質理解能知道多少。連問題的歸納、整理、判斷的能力都有待提升,這些小廠要怎麼做好品質。看到這種留言真的都只能把他當作笑話看過。品質是要求以及訓練和驗證出來的,不是用嘴巴說出來的。
☆ 其他參考資料及文章
● 戴明的品質精神(按圖超連結)

● 品保七大手法(按圖超連結)
● 想進台積電?必學問題分析的七大手法!
● 八○年NBC播出《日本能,為什麼我們不能?》的紀錄片
☆ 案例及資料下載
● 壓縮檔裡的檔案內容