內容目錄
1. 前言
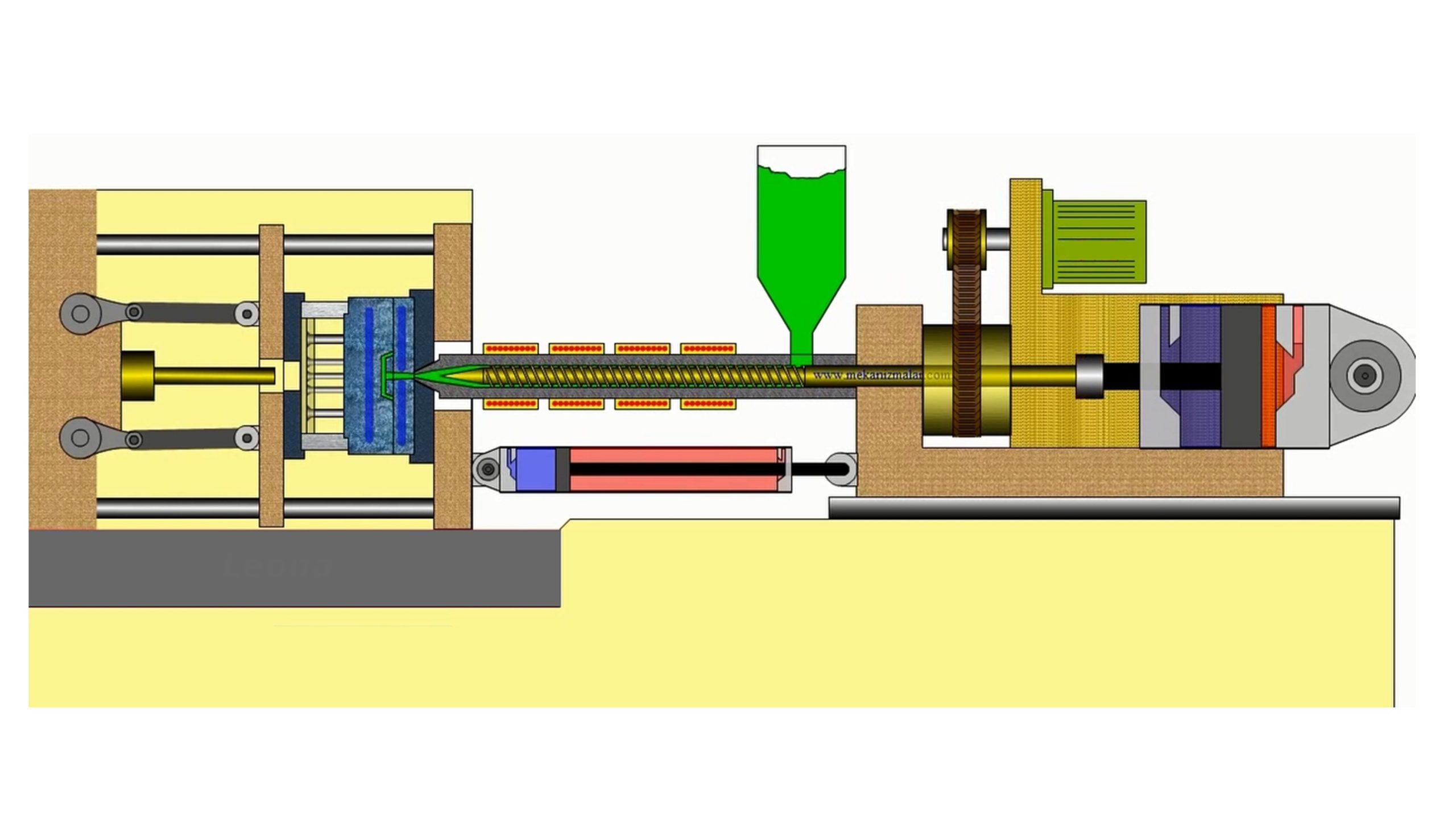
聚合物熔體在模具型腔中的流動是塑料成型製程中的關鍵環節,廣泛應用於各類塑膠製品的生產。此過程需先將聚合物加熱至熔融狀態,再在壓力作用下注入模具型腔中,經冷卻固化後形成所需形狀。熔體的流動行為會對最終產品的品質與性能產生深遠影響。
2. 流動型態:層流 vs 湍流(射出多半是層流)
(2-1) 一般流體在管道裡流,有兩種典型型態
- (a) 層流:可以想像成一疊一疊平行的薄片在滑動。同一層裡速度差不多,但不同層速度不一樣,而且整體很「穩」、看不到亂流擾動。
- (b) 湍流:速度和方向會一直亂跳、產生擾動,流動變得不穩定。
要判斷是哪一種,常用一個指標叫雷諾數(Re)。你可以把它理解成:「流體想靠慣性往前衝」和「黏度把它拉住」兩股力量在拔河,Re 就是在看誰比較大。
★ 【層流與紊流的區別與工業應用】
(2-2) 為什麼射出成型大多是層流?
為什麼射出成型中的熔膠流動大多屬於層流?主要原因在於塑膠熔體本身具有以下特性:
- (a) 黏度很高(很稠)。
- (b) 所以 Re 通常很小。
- (e) 結果就是:在模具型腔中 大部分時間都以層流為主。
不過,實務上還是可能出現類似湍流的狀況,原因之一是:塑膠熔體不只是「稠」,還有一點像橡皮筋的特性—具有彈性(可回彈)。當熔體在流動時,某些可逆的彈性變形會慢慢回復;如果回復得太快或太大,就可能引發流動擾動,看起來像「亂流」的效果。
另外,射出填充多半也屬於穩定流(穩定流動):也就是在一段時間內,流動速度不會因時間而大幅忽快忽慢(當然,實際射出速度切換/保壓階段另當別論)。
3. 射出最經典的行為:噴泉流動(Fountain Flow)
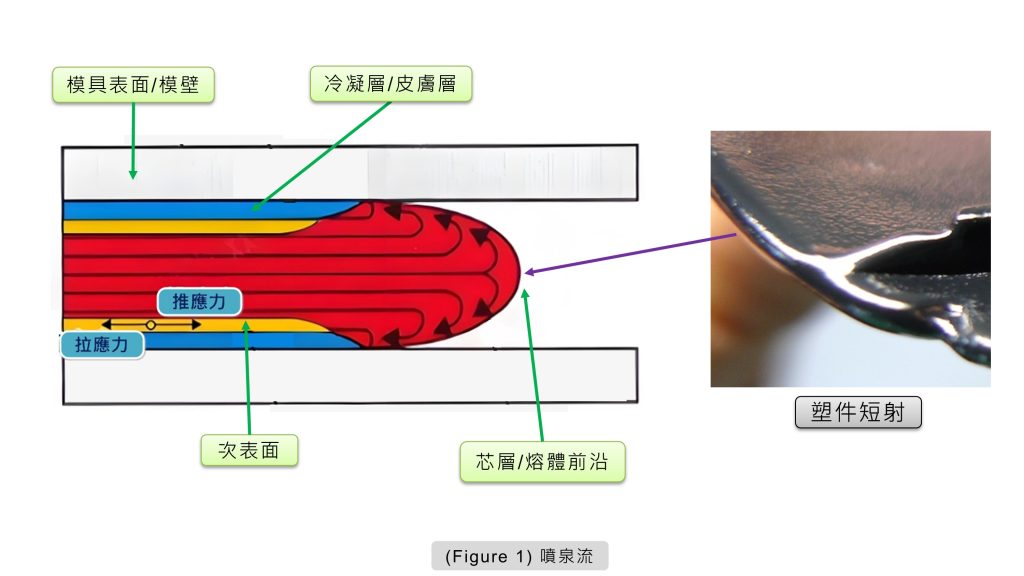
不管你用的是冷流道還是熱流道,塑膠在模具裡通常都會出現一種很有代表性的流動方式,叫做噴泉流動(Fountain Flow)(Figure 1)。
(3-1) 噴泉流動(噴泉狀前緣)
你可以想像:熔體前緣像一個「噴泉」一樣,中間的料往前衝,同時被推往兩側,再貼到模壁。它怎麼形成的?重點有三句話:
- (a) 先進模的料先碰到比較冷的模壁。因為模具溫度比熔體低,最外層的料會比較快「慢下來」甚至黏在壁面附近。
- (b) 後面的熱料會從中間繼續往前推。後進來的料會「跨過」前面慢下來的那層,變成新的流動前沿。
- (c) 模壁附近的料被拖曳,中心層反而跑更快。這種拖曳效應讓速度分佈看起來像「拋物線」或「噴泉形」。
(3-2) 噴泉流動帶來的結果是什麼?
- (a) 前緣中心的料會一直被推向周邊,最後跑到表層。
- (b) 表層那一圈材料因為靠近模壁,受到的剪切相對小。
- (c) 在塑膠與模具接觸的界面,常被視為剪切速率接近 0。
(3-3) 冷流道 vs 熱流道
熔膠在流道壁面接觸模具後,容易因冷卻而形成凝固層。冷流道系統與熱流道系統的主要差異,在於流道內凝固層的形成程度與其對熔膠流動的影響不同;但無論採用冷流道或熱流道,當熔膠進入模穴並接觸模壁後,噴泉流現象仍然會存在。
- (a) 冷流道系統:模壁比較冷,靠壁的熔體會開始形成凝固層(凍層),而且會逐漸長厚。
- (b) 熱流道系統:通常不太會形成明顯凝固層(或形成很少),但噴泉流動依然會發生,因為它的本質是流動前緣的推進方式與層間拖曳所造成的。
4. 什麼是熔接線?什麼情況最容易出現?
當塑膠熔體在充模時,前端料流(流動前峰)被迫分開、繞路,或由不同方向進來的料流重新碰在一起,就會在交會處形成一條線狀痕跡——這就是熔接線。
(4-1) 常見原因包含
- (a) 型芯/障礙物/嵌件:料流被迫分成兩股繞過去,最後再合流。
- (b) 壁厚差(像分層、厚薄突然變化):流速不同,造成前端分裂或匯合。
- (c) 多澆口(多注入口):兩股甚至多股熔體從不同位置進來,正面相遇。
- (d) 流道分支:分流後再合流。
- (e) 模具表面紋路:也可能誘發熔接線形成。
此外,這類問題並不僅限於射出成型製程,在吹塑、壓鑄等其他成型加工中,也可能因材料流動前緣匯合、溫度差異等因素,產生類似的接合痕跡或外觀缺陷。
(4-2) 熔接線 vs 熔合痕
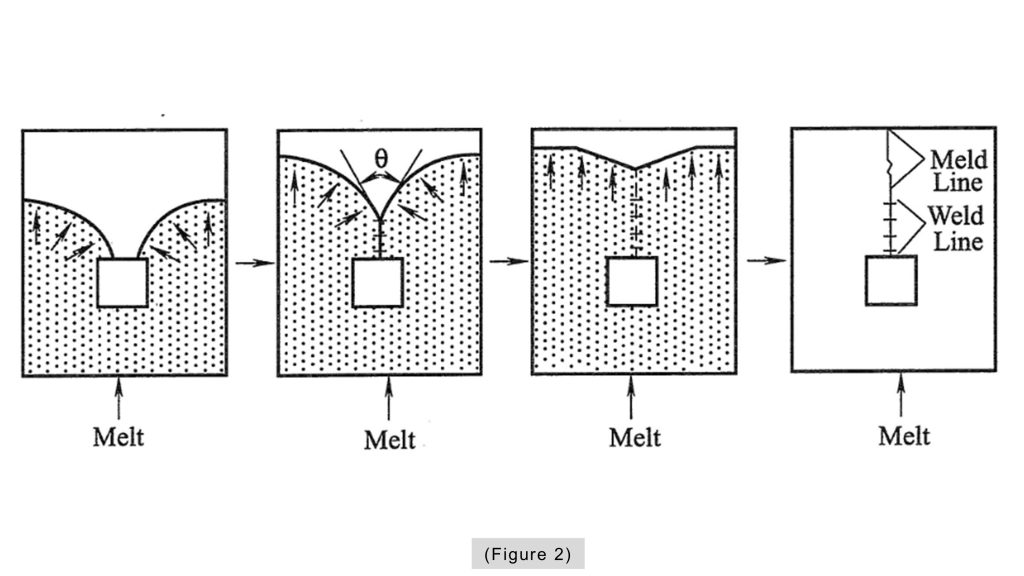
熔接線與熔合痕的主要差異在於熔膠前緣的「相遇角度」。在實際射出成型現場,兩者有時不會特別細分,通常會統稱為「熔接線」(Figure 2)。你可以簡單理解成:
- (a) 熔接線:兩股料幾乎「正面撞上」或交會角比較小,線感更明顯、強度更容易掉。
- (b) 熔合痕:交會角比較大,看起來像「合流痕」,視覺與強度通常稍好。
(4-3) 冷熔接線 vs 熱熔接線
兩股熔膠前緣相遇後,會形成結合線;而結合線依其後續流動狀態,可分為冷熔接線(Figure 3-1)與熱熔接線(Figure 3-2)兩種類型。兩者的主要差異在於:熔膠合流後是否仍會繼續流動。透過以下分類說明,對現場問題分會很實用。
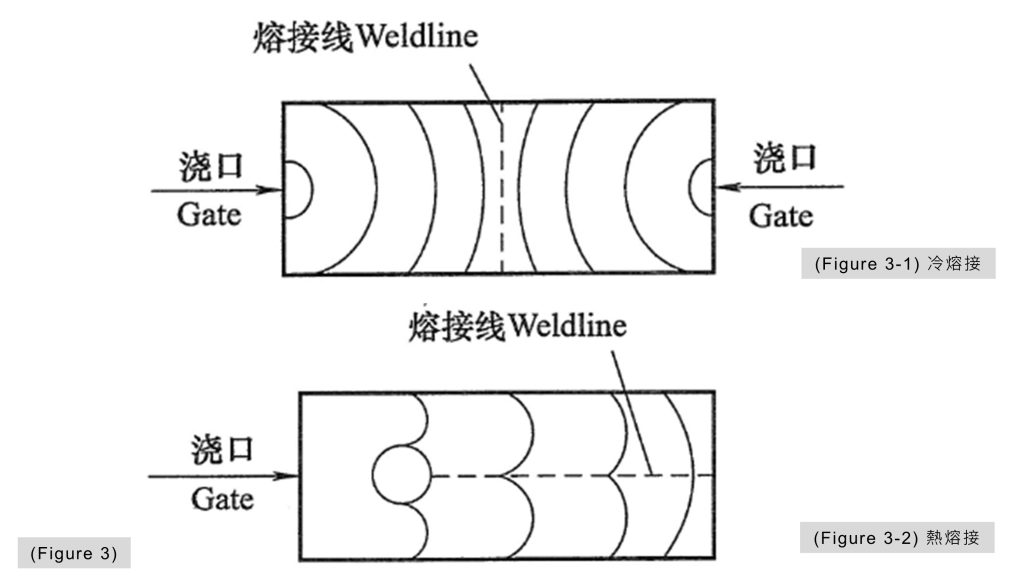
(3-3-1) 冷熔接線(Cold weld line)
- (a) 常見於大件為了縮短填充時間,用多澆口。
- (b) 兩股熔體面對面相遇後,前端不再往前推進(沒有新的前鋒形成)。
- (c) 因為「停在那裡合起來」,所以更容易弱。
(3-3-2) 熱熔接線(Hot weld line)
- (a) 熔體遇到障礙物/嵌件分流,繞過去再合流。
- (b) 合流後還會繼續往前流動。
- (c) 通常比冷熔接線「好一點」,但仍可能影響外觀與強度。
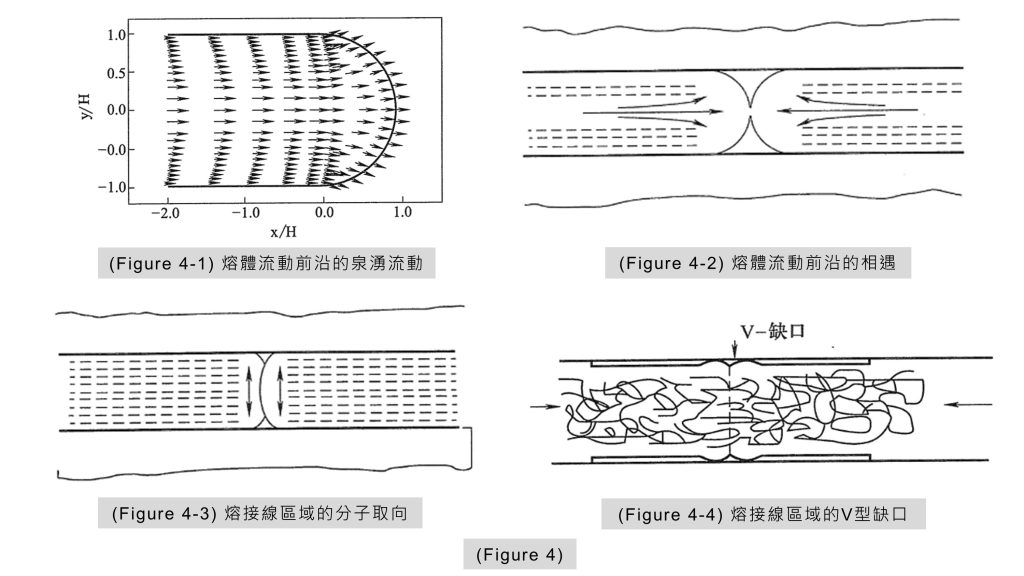
(4-4) 熔接線形成的 5 個關鍵階段
(4-4-1) 還沒碰到之前:前端分子被「拉直」並沿流向排列
兩股熔體前沿還沒接觸前,前端壓力接近 0,因為有噴泉流動,前沿分子會被拉伸(Figure 4-1),分子鏈取向大多沿著流動方向。同時,靠冷模壁形成的凍層會把這種取向「凍住」,造成局部各向異性(方向性差異)。
(4-4-2) 一接觸:壓力上升、流動停止,兩個自由表面貼在一起
一旦兩股前沿匯合(Figure 4-2),壓力上來,前端不再是自由流動狀態,會發生一些黏彈性變形(你可以想像成兩坨黏稠物互相擠壓貼合)。
(4-4-3) 要變強就靠這步:分子互相「穿插纏在一起」
接觸後要變牢固,關鍵在:分子要能擴散、鬆弛、互相穿插纏結(像兩把梳子互插)。纏結越多,熔接區的鍵結強度越高;反之就容易弱。
(4-4-4) 熔接處的取向可能被擠壓成「垂直於流向」
在匯合處受擠壓,熔接區的分子排列方向可能轉變(Figure 4-3),形成不利於強度的結構分佈(尤其在受力方向剛好不利時更明顯)。
(4-4-5) 最討厭的一點:排氣不良會形成 V 形缺口
模腔裡的空氣、或充模時產生的揮發物如果排不出去,常在熔接處形成V 形缺口(Figure 4-4)。這種缺口本質上就是「天然應力集中點」,對強度非常傷。
(4-5) 為什麼熔接線又醜又脆?
(5-5-1) 外觀
表面常像一條裂縫,用肉眼就看得到,很多外觀件直接 NG。
(5-5-2) 強度
更嚴重的是:熔合區局部機械強度常明顯低於其他位置。如果產品會承受動態負荷(震動、反覆彎折、衝擊),熔接線位置就變成高風險斷裂點,結構件尤其要小心。
(4-6) 熔接線成為薄弱點的 4 大原因
- (a) 分子擴散/纏結不夠(融合不完全)。
- (b) 取向被凍結(尤其靠模壁的凍層,結構不利)。
- (c) V 形缺口存在(排氣不良,應力集中)。
- (d) 介面有異物或空隙(髒污、氣泡、微孔洞)。
實際上,哪一項因素最致命,會受到材料種類、產品結構、模具設計與加工條件共同影響,因此不能單獨判斷,必須依實際成型狀況進行分析。
(4-7) 最重要的設計原則:先「把熔接線放對地方」
各位可以將這句話視為設計鐵則:加工條件可以改善熔接線的外觀與強度,但熔接線的位置才是更關鍵的因素。因此,在產品與模具設計階段,最重要的策略通常是:
- (a) 讓熔接線出現在不影響外觀的地方(背面、內側、遮蔽處)
- (b) 讓熔接線避開承受主要載荷的位置(螺絲柱、卡扣根部、薄弱轉角等)
- (c) 必要時透過以下方式調整它的位置:
- (c-1) 改幾何形狀。
- (c-2)改壁厚分佈。
- (c-3)改澆口數量/位置/方案(含流道分配)。
☆☆☆ 延伸閱讀 ☆☆☆
(☆) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(☆) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。



