
▲ 2025/10/12更新
內容目錄
1. 雙色射出成型
雙色射出成型(Double-Shot Injection / Two-Shot Injection)是一種利用兩組或以上射出系統組合而成的特殊模具技術,能在同一生產流程中將兩種不同的塑膠材料或顏色射入同一產品。該技術可有效提升產品的品質、功能性與外觀美感,廣泛應用於需要複合結構或多色設計的塑膠製品中。
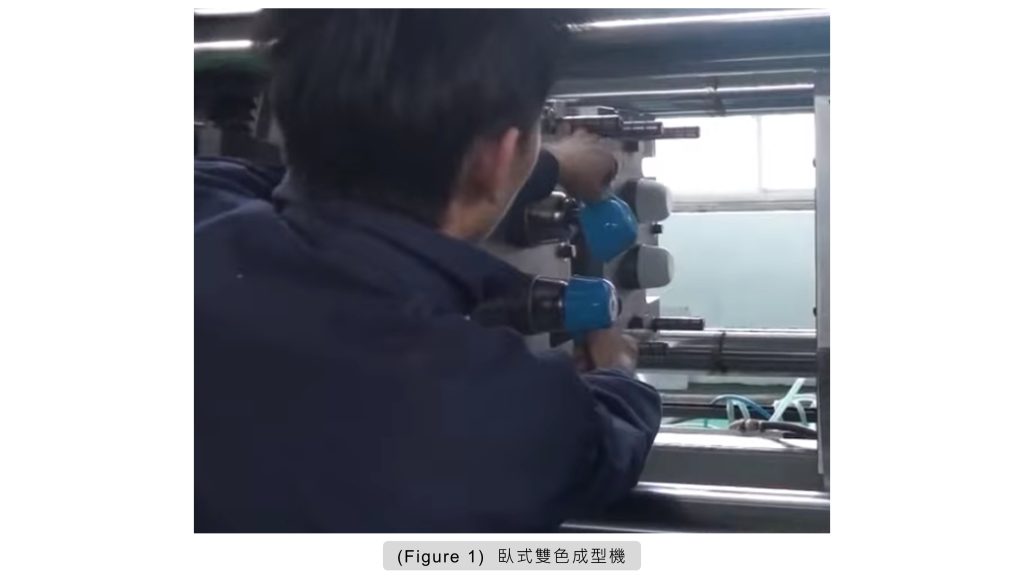
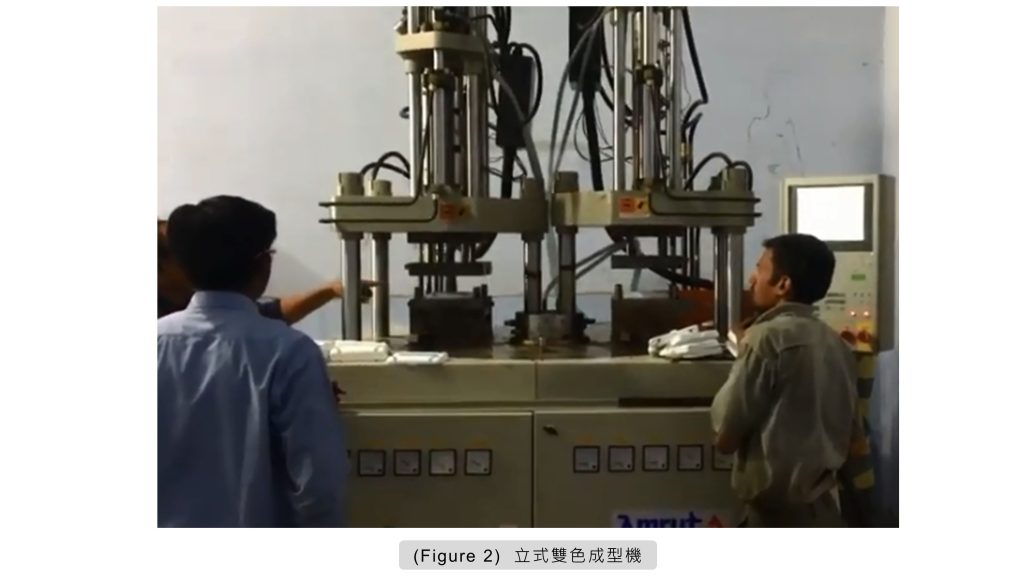
雙色射出機主要分為兩種結構類型:臥式(Figure 1)與立式(Figure 2)。這類設備專為製造具有多色或多材質特性的產品所設計,透過配置兩套或以上的模具系統,並利用機台旋轉180度的機構,實現兩次射出成型的工序。
在雙色射出成型的過程中,首先將第一種材料射入模具,形成產品的基本結構。隨後,機台旋轉180度,使第二套模具移至射出位置,再將第二種材料射入,與第一種材料結合。經此工序,即可製造出同時具備不同顏色或材料特性的複合產品。
雙色射出機的基本結構與傳統單色射出機相似,但為實現雙色射出功能,機台配備了兩個獨立的塑化單元(Figure 3),分別負責加熱、塑化及射出不同的材料。根據產品需求與生產規模,可選擇不同結構配置的雙色射出機,以達到最佳的製程效率與產品品質。

★ 【雙色射出成型機的種類】
2. 雙色產品的應用
雙色產品指的是由兩種不同顏色或材料特性的塑料組成的產品。這些產品在各行各業中都有廣泛應用,其說明如下。
(2-1) 軟硬膠結合
此類雙色射出結構常用於需兼具結構強度與舒適手感的產品,例如手工具握把、遙控器外殼、旋鈕與運動器材把手等。在製程上,第一層以剛性塑料(如 ABS 或 PC)形成結構基底,第二層再以柔性材料(如 TPE、TPR 或 TPU)包覆於外表面,達到防滑、防震與舒適觸感的效果。
(2-2) 防水產品應用
相較於單射成型,雙色射出成型能在一次成型中完成密封結構,提升防水與氣密性能。此特性廣泛運用於防水電子裝置、戶外照明設備與穿戴式裝置外殼。由於雙色成型採用一體成型結構,可有效避免傳統組裝或黏合造成的縫隙問題,使產品在機械強度、防滲性能與耐用性方面表現更佳。
(2-3) 透明與非透明件結合
透明與不透明雙色成型應用於汽車內裝面板、指示燈罩、照明外殼與視覺顯示元件等產品。透過透明塑料(如 PC、PMMA)與不透明基材的結合,不僅能實現視覺層次感,也能有效防止外界汙染物進入透明區域,提高產品的透光均勻性與外觀品質。
3. 模具結構
(3-1) 包膠方式決定雙色模具的基本結構
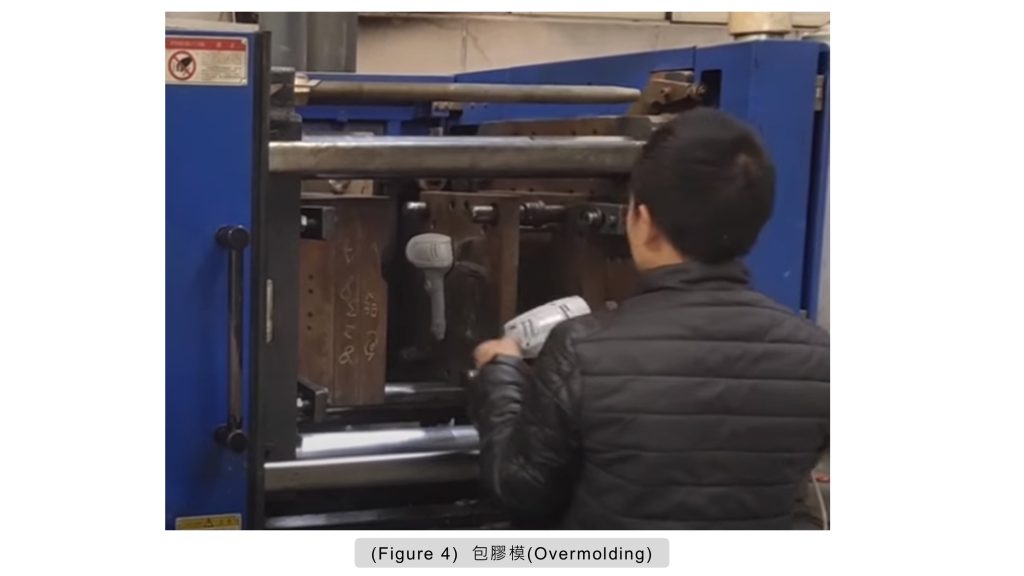
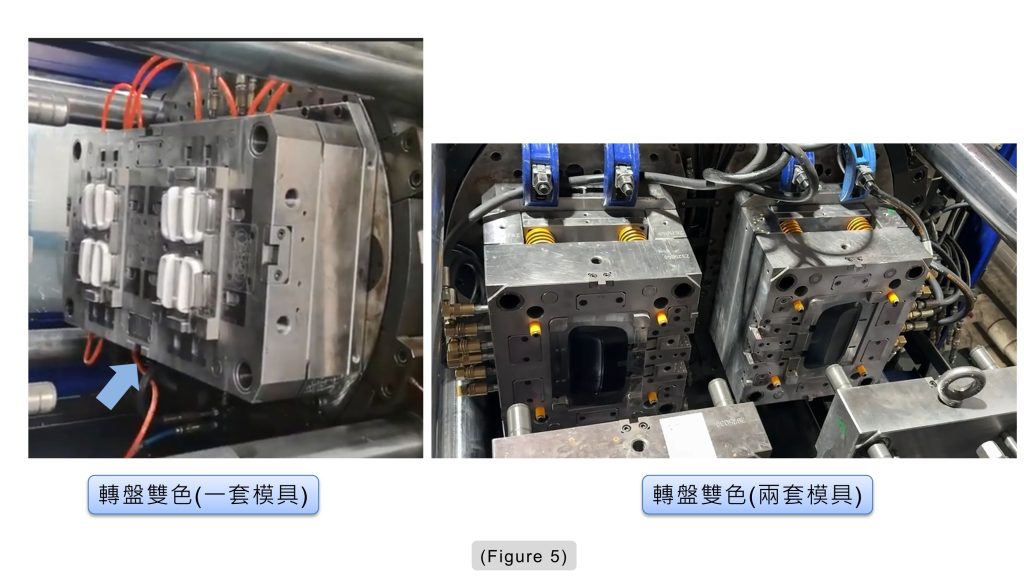
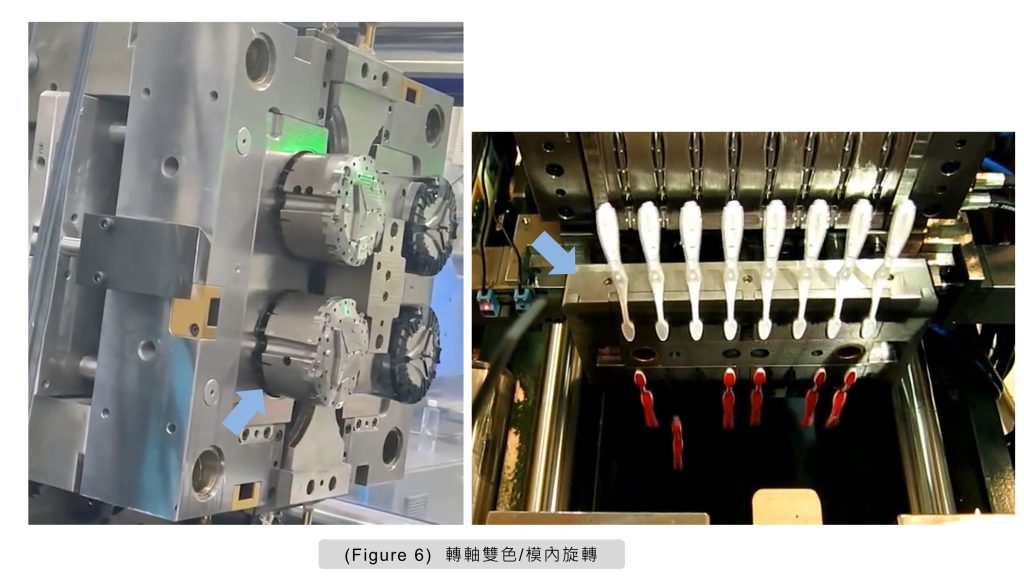
一般可分為三大類:包膠模(Figure 4)、轉盤雙色模(Figure 5)以及轉軸雙色/模內旋轉模(Figure 6)。
(3-2) 模具成本較高
由於雙射模具的結構比單射模具更為複雜,需在同一射出機上配置兩組模具。同時,兩組模具需精密配合,對尺寸精度的要求更高,因此雙射模具的製造成本通常高於兩套單射模具的總成本。
★ 【雙色模具設計經驗總結與雙色模具總類】
✰✰✰ 延伸閱讀 ✰✰✰
(✰) 雙色產品設計與雙色射出模具設計指南
以下文章連結整理了部落格中與雙色產品設計、雙色模具相關的文章內容,包含設計觀念、模具結構與實務應用說明,方便有興趣的讀者集中瀏覽與參考,也能更快速了解雙色產品開發與雙色模具設計的基本概念。(按圖超連結文章)
(✰) 射出模具 – 包膠模具 | 包覆成型 | Overmolding-播放清單
包膠模具(Overmolding)是一種應用於雙物料射出成型的專業模具技術。其常見的製程方式,是先在第一台射出機中成型硬膠基材,取出後透過人工或機械手臂,將其放入第二台射出機的另一副模具中進行二次注塑,使其兩種塑料完美結合。這種工藝的設備入門成本較低,但相對的人工成本較高且生產效率較低。以下影片播放清單詳細說明了包膠模具的相關設計規範與要點,提供給各位參考。
(✰) 雙色產品結構設計 | 雙色射出成型 | 包膠射出-播放清單
這份影片播放清單完整介紹了『雙色產品設計』與『雙色射出模具』、『包膠射出模具』的設計方法、實務要點與案例分析。透過系統化的影片講解,各位不僅能掌握各類製程的特性與差異,也能清楚了解其在產品開發中的適用範疇。內容涵蓋從前端產品設計、材料選用、結構配置,到後端模具設計思維,協助各位建立從雙色、包膠的完整設計觀念。這些內容能幫助工程師更有效地應用於產品開發與模具設計中。



