內容目錄
1. 前言
絕大多數塑膠熔體在流動時,都屬於假塑性(剪切變稀)的非牛頓流體:也就是你射得越快、流道越窄造成的剪切越大,熔體反而會變得比較好流。
在射出成型中,熔體黏度不是固定值,而是一個會跟著條件變動的「動態數值」。它不只受加工條件影響(例如剪切速率、溫度、壓力),也跟材料本身有關(例如分子量、分子量分布、支化程度),甚至連填料、短纖、增塑劑、潤滑劑等添加劑都會讓流動性差很多。
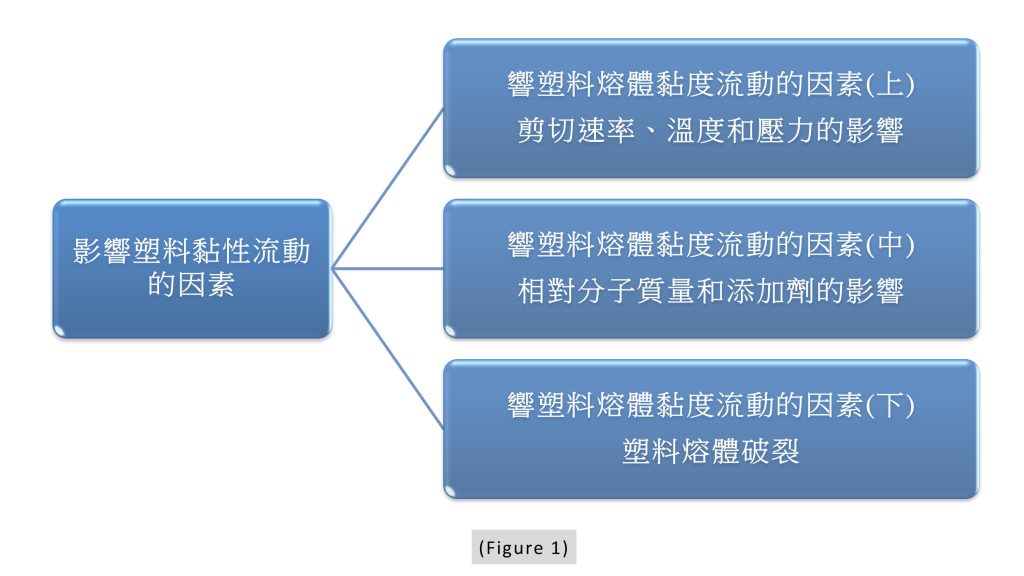
這篇文章將分為 3 個部分進行說明(Figure 1),內容會依序帶你了解塑膠熔體的流動特性、影響流動行為的主要因素,以及這些變化在實際射出成型過程中對實際射出成型品質所造成的影響。
2. 射出成型時,熔體黏度到底在受誰影響?
射出成型在「看起來」像是把塑膠打進模具,但本質上是:塑料熔體在流動。而熔體「好不好流」最核心的指標就是——黏度。黏度不是固定值,它會被三大條件左右:
- (a) 剪切速率(流動被「擠壓/拉扯」的程度,跟射出速度、流道截面有關)。
- (b) 溫度(熔體越熱通常越好流)。
- (c) 壓力(壓力越高,熔體越容易被壓得更「緊密」,反而更黏)。
3. 剪切速率對黏度的影響
剪切速率:為什麼射快一點反而更好充填?
(3-1) 剪切變稀
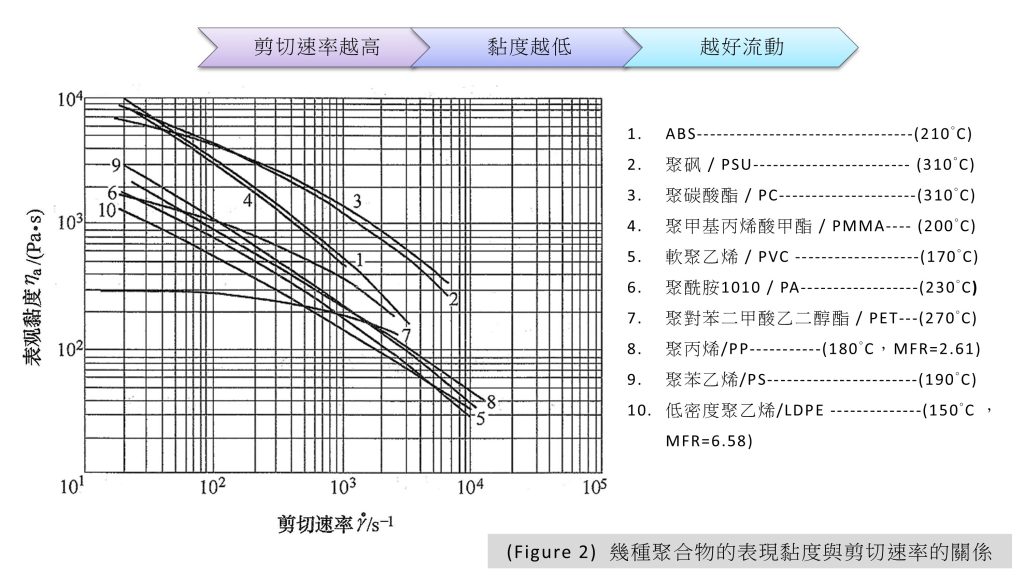
聚合物熔體有個非常重要的特性:它不是牛頓流體(不是像水那樣黏度固定)。大多數塑膠熔體會出現「剪切變稀」(Figure 2)。這就是為什麼很多時候你會發現:
- (a) 同一支料,射出速度拉高,反而更容易充填薄肉。
- (b) 澆口做得更小(例如針點澆口),在澆口位置剪切速率變超高,料會「突然變好流」。
(3-2) 白話解釋「非牛頓指數 n」
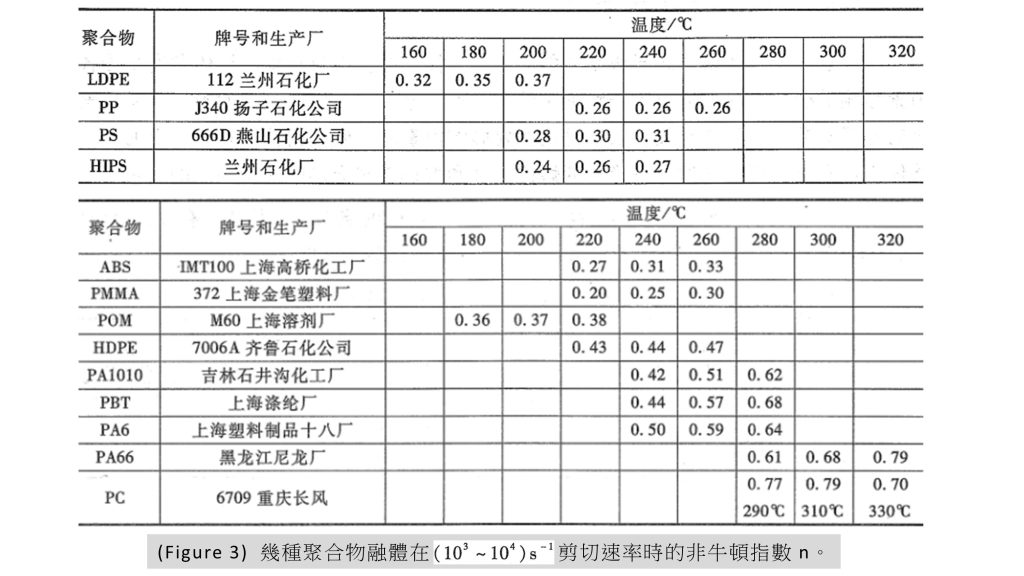
n 越小,非牛頓性越明顯(Figure 3)。簡單的說就是:
- (a) n 越小:越吃剪切速率(射快一點黏度掉很兇,效果明顯)。
- (b) n 越大:比較不吃剪切速率(射快對黏度改善有限)。
(3-3) 根據n的大小比較對材料趨勢可以這樣記
- (a) 對剪切速率很敏感(射快改善明顯):LDPE、PP、PS、HIPS、ABS、PMMA、POM。
- (b) 一般:HDPE、PA1010、PBT。
- (c) 最不敏感(射快幫助較小):PA6、PA66、PC。
(3-4) 射出現場的意義是什麼?
射出模具的流道/型腔中,剪切速率常落在 10²~10⁴ s⁻¹,黏度可能差到「幾倍~幾十倍」。所以工程上常用兩招來「借力使力」:
- (a) 用截面設計創造剪切(例如針點澆口)。
- (b) 用高壓高速射出(薄壁成型就是靠剪切變稀撐出來的)。
3. 溫度對黏度的影響
(3-1) 溫度:升溫真的都有效嗎?要看材料「吃不吃溫度」
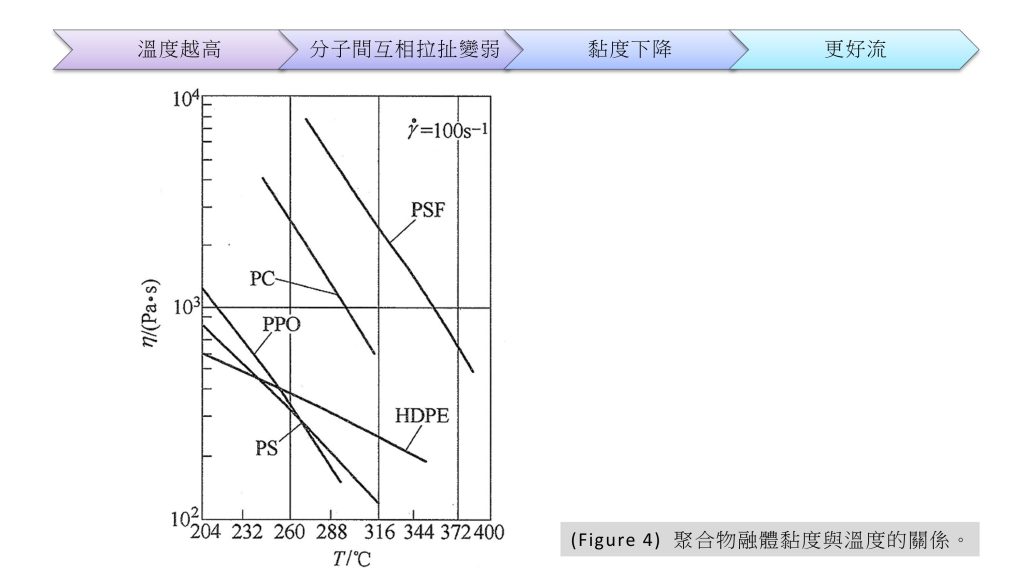
第二個最常用的調整手段就是溫度,原理很直覺(Figure 4)。但重點來了:不同塑膠對溫度的敏感度差很多。
(3-2) 什麼是 Arrhenius 方程
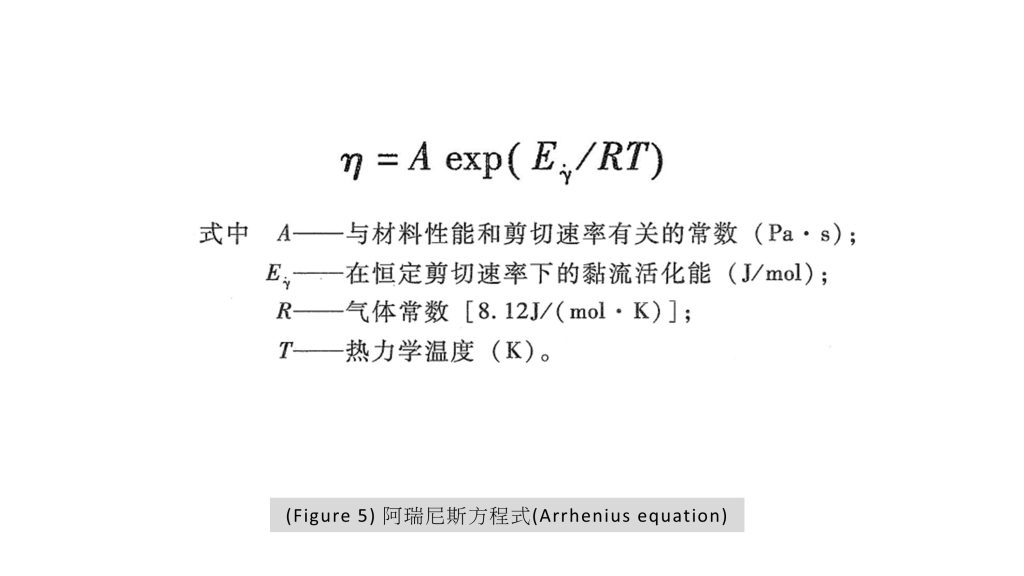
當溫度高到某個程度,黏度對溫度的關係常用 Arrhenius 模型描述(Figure 5)。你可以把它理解成:
- (a) 某些材料要讓分子「動起來」需要更多能量。
- (b) 這個「需要多少能量」就是活化能。
(3-3) 活化能越大代表什麼?
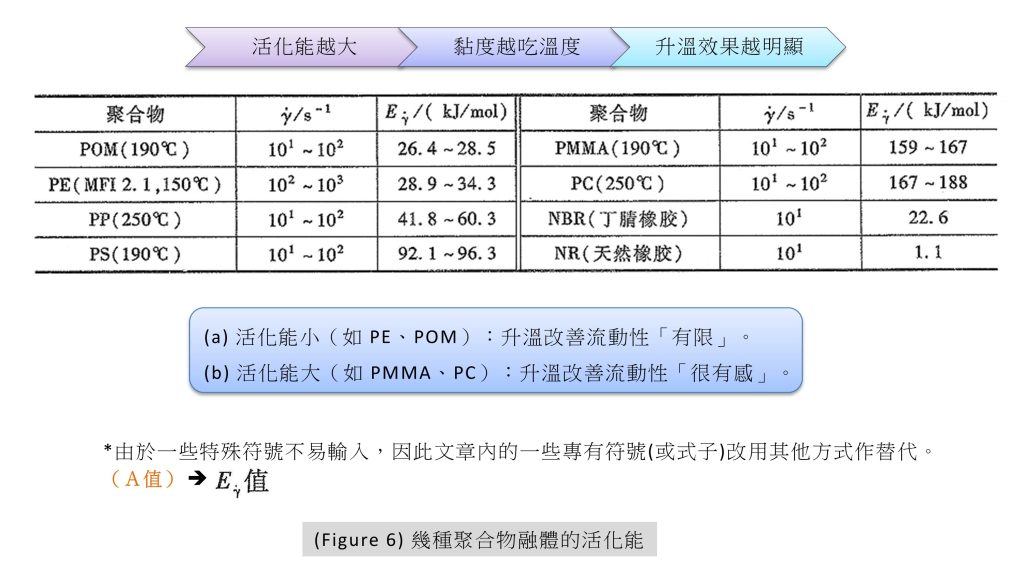
活化能是高分子鏈流動時用於克服分子間作用力,以便更換位置所需的能量,也就是每摩爾運動單位流動時所需要的能量。幾種聚合物熔體在一定剪切速率下的活化能如(Figure 6)所示,該表為特定材料在某溫度下、恆定剪切率下的(A值)(解釋請參考Figure 6))。
比較(A值)大小可知,對於活化能較小的聚合物(如PE、POM等),透過升高溫度來提升成型時的流動性效果有限;而對於活化能較高的塑膠(如PMMA、PC等),提高溫度來改善其流動性則是可行的。
4. 壓力對黏度的影響
(4-1) 為什麼壓力一高,流動性反而變差?
第三個常被忽略但很關鍵:壓力會讓黏度變大。其原因是聚合物熔體其實可被壓縮。壓力一高:
- (a) 熔體被「壓緊」➡ 自由體積變少。
- (b) 分子距離更近 ➡ 分子間阻力變大。
- (c) 結果就是:黏度上升、流動性下降。
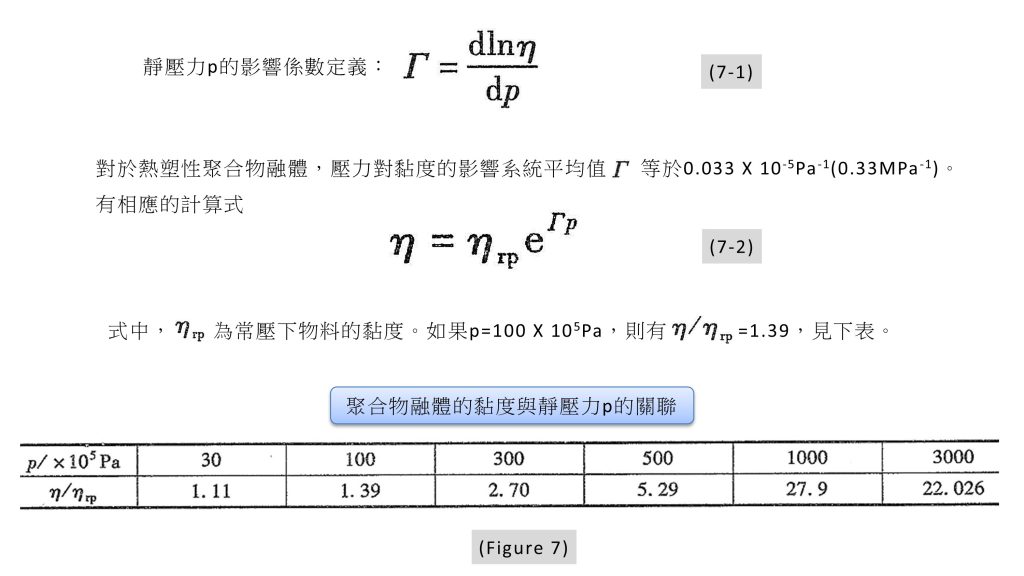
聚合物熔體在壓力0.1~10Mpa下成型,與體積壓縮量小於1%。射出加工時,施加壓力可達100MPa,此時會有明顯的體積壓縮。隨著壓力的提高,黏度以指數關係下降。靜壓力p的影響係數定義為(Figure 7)。
在測定恆定壓力下黏度隨溫度的變化和恆溫下黏度隨壓力的變化後,得知壓力△p增加與溫度下降△T對黏度的影響是等效的。在塑料加工工程中,以此來考慮靜壓力對黏度的影響。
(4-2) 壓力跟溫度居然可以互相「抵消」?
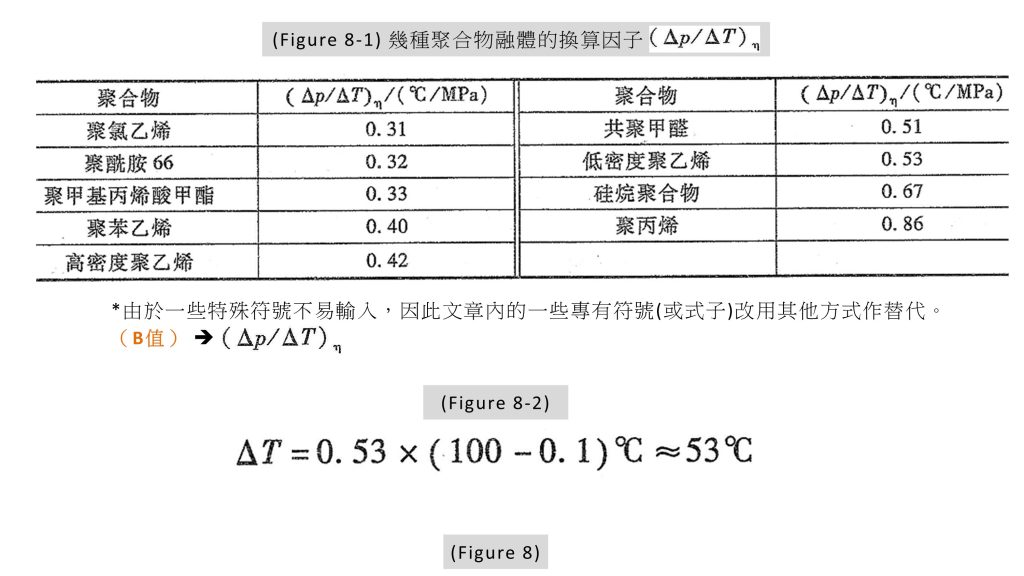
在聚合物熔體成型過程中,黏度的變化往往同時受到壓力與溫度的影響。這兩者之間存在一種等效關係,讓我們可以透過「換算因子」(B值)來處理。以此來確定與產生黏度變化所施加的壓力增量相當的溫度下降量。幾種聚合物熔體的換算因子見(B值) (Figure 8-1)。
以低密度聚乙烯(LDPE)為例,在常壓(約0.1 MPa)與 167°C 條件下的熔體黏度,若希望在 100 MPa 的高壓下維持不變,需升高多少溫度。根據(Figure 8-1)中換算因子為0.53°C/Mpa,溫度升高為(Figure 8-2)。
☆☆☆ 延伸閱讀 ☆☆☆
(☆) 熱塑性塑膠的成型特性(上)
熱塑性塑膠是一種具備良好可塑性與加工性的材料,只需加熱至特定溫度即可熔融流動,冷卻後則可恢復為固態,並能多次加熱重塑,因此廣泛應用於射出成型與擠出加工等製程中。相較之下,熱固性塑膠在高溫加熱時會發生不可逆的交聯反應,固化後結構穩定,無法再度熔融成型,適用於需高耐熱性與機械強度的應用場景。(按圖連結文章)

(☆) 熱塑性塑膠的成型特性(中)
熱塑性塑膠具有一定程度的機械強度,且可藉由纖維增強改質技術,例如添加玻璃纖維或碳纖維,有效提升材料之強度、剛性、抗衝擊性及耐疲勞特性。經增強改質後,其力學性能可大幅改善,進而擴展於結構件及工程應用領域之使用範圍。(按圖連結文章)
(☆) 熱塑性塑膠的成型特性(下)
熱塑性塑膠種類繁多,通常依據其性能特性、應用領域及成型加工需求進行分類。一般可分為通用塑膠、工程塑膠及特殊工程塑膠三大類,其中各類材料在力學性能、耐熱性、耐化學性及加工性等方面具有不同特性,以滿足多樣化的產品設計與工程應用需求。(按圖連結文章)
(☆) 塑膠材料的特性與使用性能
塑膠材料的特性可以用「可設計、好加工、應用廣」來概括。它通常重量輕、容易成型,適合大量生產;同時具備不易生鏽、耐多數化學品、絕緣性佳等優點。更重要的是,塑膠的性能很「可調」:透過樹脂種類、添加劑與纖維填充等配方設計,可以在硬度、韌性、耐熱、耐磨、透明度與尺寸穩定性之間做出不同取捨,滿足從日用品到工業零件的各種需求。以下的的播放清單是有關塑膠材料的特性與使用性能說明提供給各位參考。
☆☆☆ 參考文獻及資料下載 ☆☆☆
★★★★★【案例及資料下載】★★★★★
● 縮檔裡的檔案內容




