內容目錄
1. 射出成型溫度的控制
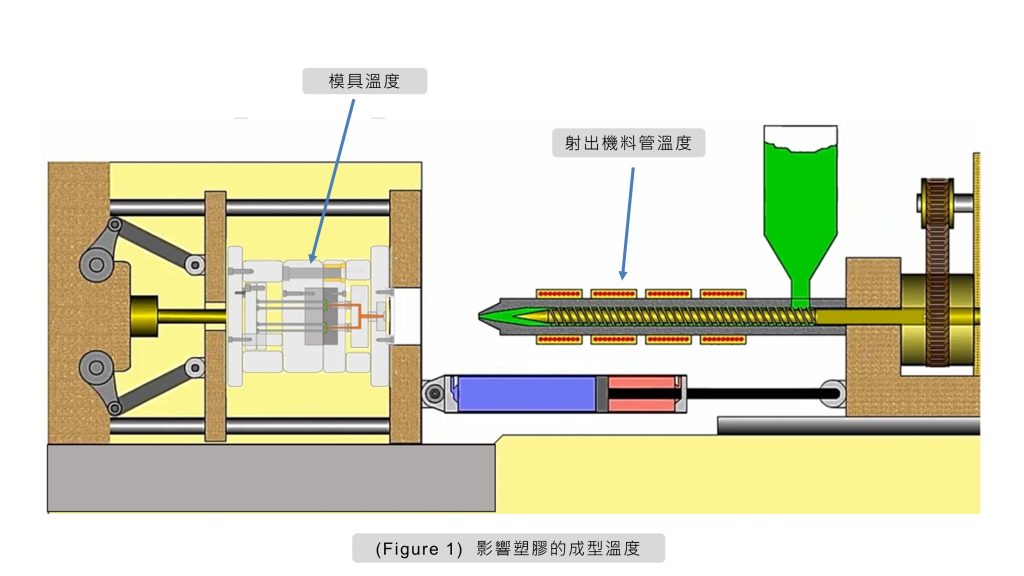
射出成型過程中的主要溫度參數包括熔體溫度與模具溫度(Figure 1)。其中,熔體溫度是指塑膠在料管(料筒)與射嘴中的實際溫度。料管通常分為後段、中段與前段三個加熱區,而射嘴溫度則控制在接近前段溫度的範圍內。模具溫度則指模腔表面的溫度,直接影響熔體的充填性、表面品質與冷卻固化速度。熔體溫度與模具溫度是影響成型品質的兩項關鍵因素:
- (a) 熔體溫度主要決定塑膠的塑化效果與流動性能。
- (b) 模具溫度則主導熔體充填、冷卻速度及結晶行為。
2. 熔體溫度控制與影響因素
(2-1) 熔體溫度
熔體溫度是射出成型中關鍵的製程參數之一,主要影響塑料的塑化效果與射出充模行為。熔體溫度可區分為兩部分:
- (a) 塑化溫度:指塑料在料管內受熱與剪切作用後達到的溫度;
- (b) 射出溫度:指熔體自射嘴射出時的實際溫度。
這兩者的變化主要由料管各加熱區段溫度與射嘴溫度共同決定。當熔體溫度過低時,塑料塑化不足、黏度偏高,導致充填困難、熔接痕明顯、表面光澤不良及缺料等成型缺陷。
相對地,適度提高熔體溫度可促進塑化、降低熔體黏度與流動阻力,減少射出壓力損失,使熔體流動性改善、流速增加、充模時間縮短,進而提升塑件品質。然而,若溫度過高,塑料易發生熱降解,造成物理與力學性能下降。
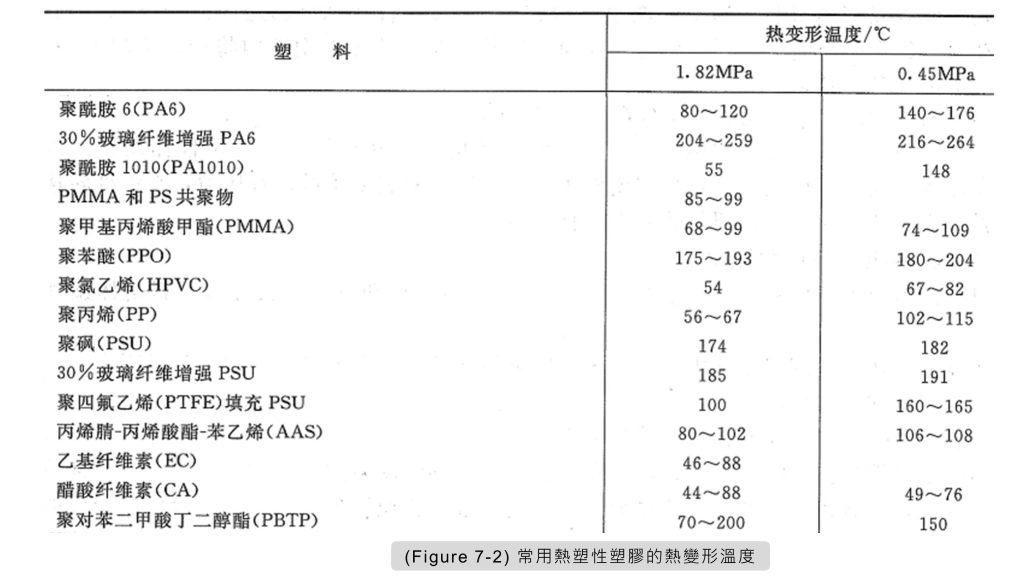
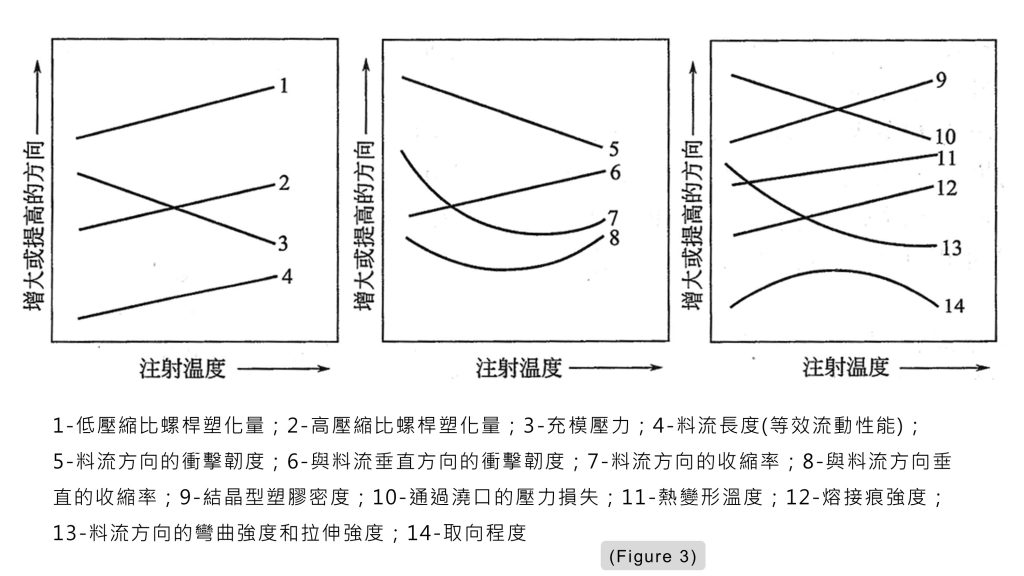
(Figure 2)列出了常用塑膠的建議射出與模具溫度範圍;(Figure 3)則示出熔體溫度對塑化能力、充模壓力、流動性與製品性能的關係曲線。

(2-2) 熔體溫度設定原則
- (a) 當型腔射出量超過射出機額定射出量的75%,或成型塑料未經預熱時,料管後段溫度應比中段、前段低約5~10°C。若塑料含水量偏高,可適度提高後段溫度;而對螺桿式料管,為防止熱降解,前段溫度可略低於中段。
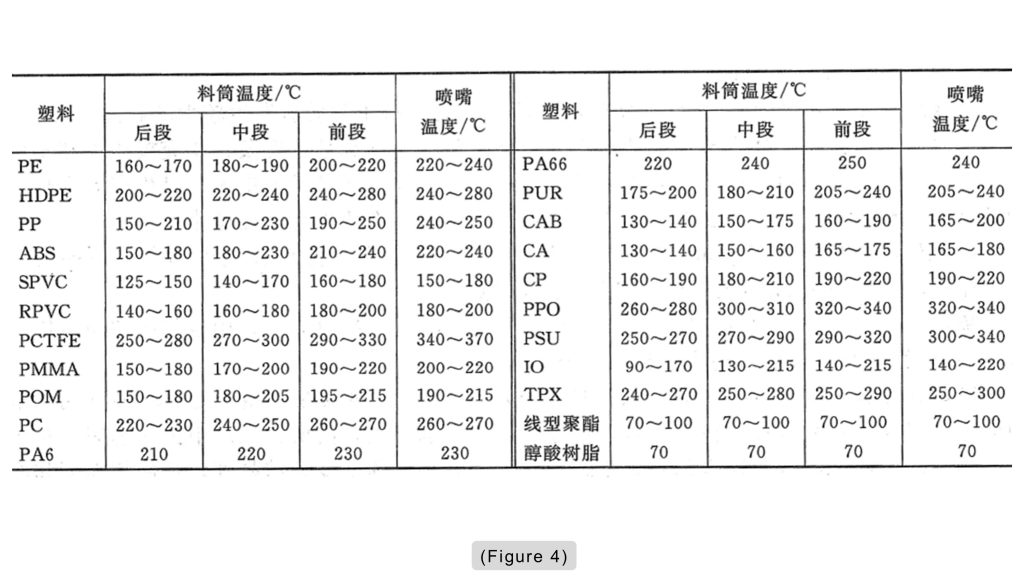
- (b) 料管溫度應維持在塑膠的黏流溫度θf (θM)以上、熱分解溫度θd以下的適當範圍內。對於熱敏性塑膠或分子量較低、分佈較寬的材料,宜選較低的料管溫度(略高於θf即可),以避免熱降解。常見塑膠的料管與射嘴溫度設定原則可參見(Figure 4)。
- (c) 料管溫度還與射出機型式及塑件、模具結構相關:
- (c-1) 對同一種塑膠,螺桿式料管的溫度通常比柱塞式低約10~20°C。
- (c-2) 對薄壁件、形狀複雜或含嵌件製品,因流動阻力大、冷卻快,應採用較高的料管溫度。
- (c-3) 對厚壁、結構簡單或無嵌件製品,則可適度降低料管溫度。
- (d) 為避免塑料在料管中過熱降解,除應嚴控最高溫度外,還需限制熔體在料管內的停留時間。特別是對熱敏性塑膠,當料管溫度提高時,應同步縮短停留時間。
- (e) 為防止流延現象,射嘴溫度應略低於料管最高溫度。但若溫度過低,熔體會提早凝固,導致射嘴堵塞或冷料進入模腔,最終產生成型缺陷。
- (f) 熔體溫度的合適與否可透過對空注射試驗或觀察成品品質來判斷。對空注射時,若料流光滑均勻、無氣泡、色澤一致,表示溫度合適;若出現料流粗糙、銀絲或變色現象,則需調整熔體溫度。
3. 模具溫度控制與其影響
模具溫度(Mold Temperature, 簡稱模溫)是射出成型中的重要參數之一,指的是模腔表面與塑件接觸區域的溫度。模溫直接影響熔體的充模行為、冷卻速率與塑件性能。
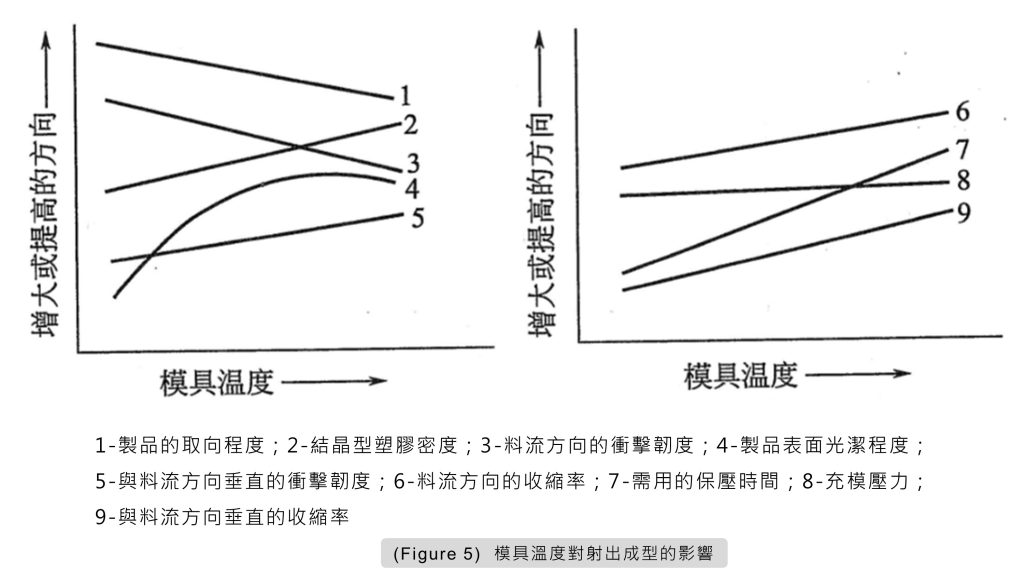
(Figure 5) 定性說明了模溫對保壓時間、充模壓力及塑件品質的影響。模溫的選擇需依據塑膠品種、製品形狀及成型要求綜合考量。
(3-1) 模溫對成型品質的影響
- (a) 合理且均勻的模溫。模溫設定適當且分佈均勻,能有效提升熔體充模流動性,改善塑件表面品質(Figure 6),並穩定其物理與力學性能。
- (b) 模溫穩定性。模溫波動幅度小,有助於塑件收縮均勻,降低翹曲變形與脫模應力,確保尺寸穩定。

(3-2) 模溫變化的利弊分析
(3-2-1) 提高模溫
有助於提升熔體流動性、減少充模壓力、促進結晶與提高塑件密度。適度升高模溫還能降低表面粗糙度值,使外觀更佳。然而,過高的模溫會導致冷卻時間延長、生產效率下降,並可能引起塑件收縮率與翹曲變形增加。
(3-2-2) 降低模溫
能縮短冷卻時間、提高產能,但若溫度過低,熔體流動性下降,易產生熔接痕、內應力或短射缺陷。模溫一般透過模具內部的冷卻或加熱介質(如水、油、電熱或空氣)控制。當成型要求不高時,也可使用自然空冷方式。
(3-3) 冷卻方式與材料特性
冷卻速度可分為三類:
- (a) 緩冷θf (θM) (θM ≈θcmax)、
- (b) 中速冷卻(θM≈θg)
- (c) 急冷(θM<θg)
各類塑膠的模溫設定原則可參考 (Figure 2)。冷卻方式的選擇需依據塑膠性質、塑件形狀與使用要求決定:
- (a) 結晶性塑膠(如PP、PA、POM)。適合採用緩冷或中速冷卻,以利結晶發展,提升密度、結晶度、強度與剛性;但韌性與伸長率會降低,收縮率則增加。若採用急冷,則結晶度降低、韌性提升、尺寸穩定性改善。
- (b) 非結晶性塑膠(如PC、PMMA、PS)。因流動性較佳,通常可採用急冷方式(例如RHCM模具),以縮短冷卻時間、提高生產效率。
(3-4) 模溫設定原則
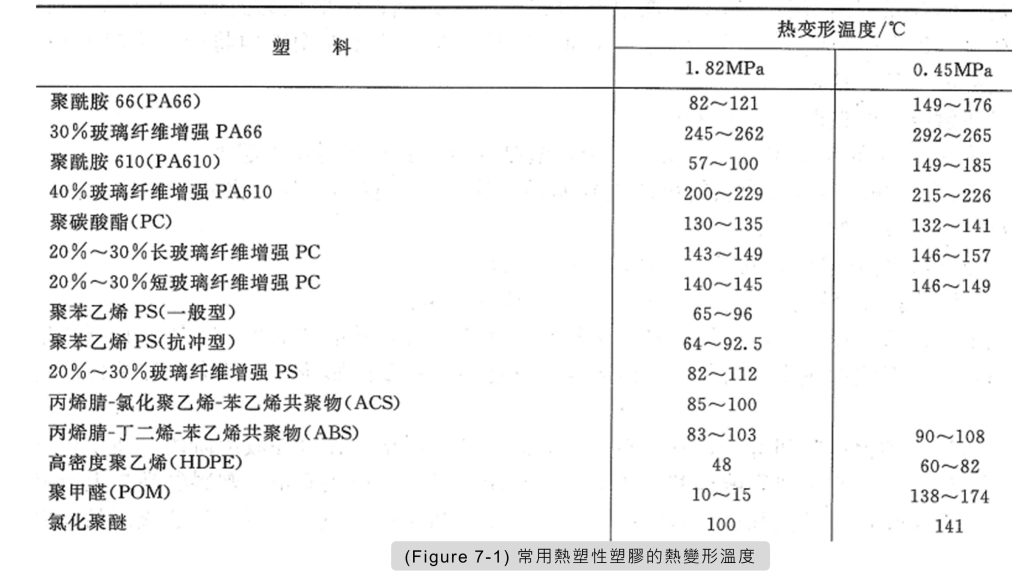
- (a) 為確保塑件的形狀與尺寸精度,並避免頂穿或翹曲,模溫應低於該塑膠的熱變形溫度(Figure 7-1)(Figure 7-2)。
- (b) 對於高黏度塑膠(如 PC、PSU、PPO),應採用較高模溫以改善流動性與充模性,並促進材料組織緻密化。相對地,黏度較低的塑膠(如 PE、PP、PVC、PS、PA)可採用較低模溫,以縮短冷卻時間、提高生產效率。
- (c) 厚壁製品因充模與冷卻時間長,若模溫過低,容易在內部形成真空泡與殘餘應力,因此不宜設定過低模溫。
- (d) 為縮短成型週期,可採以下兩種模溫控制策略:
- (d-1) 採低模溫方式,加快冷卻速度以縮短週期;
- (d-2) 使模溫略低於材料熱變形溫度,使製品在較高溫度下脫模,之後自然冷卻,同樣可縮短冷卻時間。具體方法需依塑料種類與製品複雜程度靈活選擇。