
內容目錄
1. 加強筋(肋)
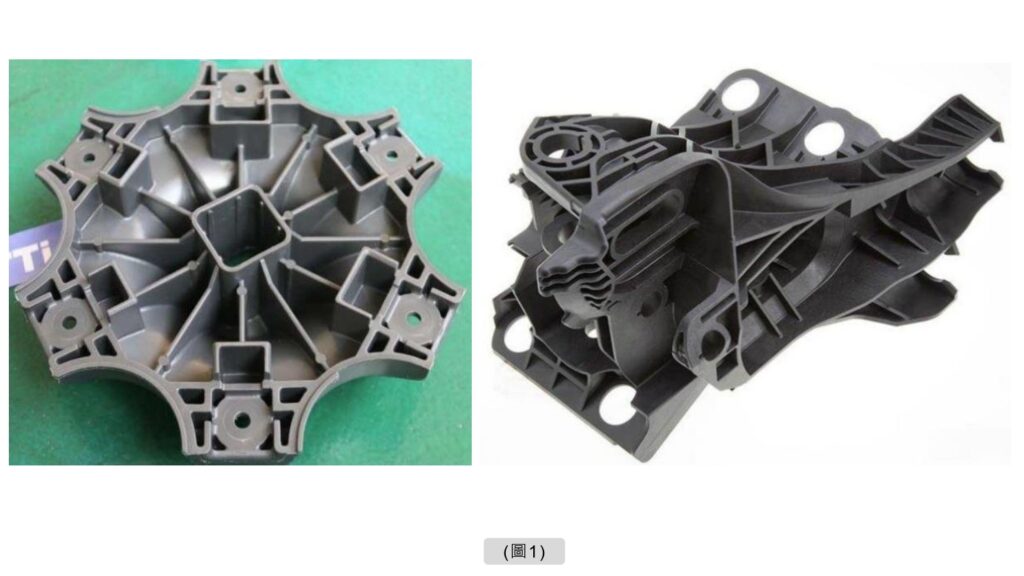
塑膠的強度並不隨其壁厚的增大而提高。反而會因壁厚增大而導致收縮時產生內應力,降低其強度。塑膠製件應採取薄壁的網路組合結構,在薄壁的相應部位設置加強筋(肋/Rib) (圖1),以提高截面的慣性矩。
2. 加強筋(肋)設計值
由於加強筋與本體垂直相貫,銜接處的厚度增大,以致該處收縮凹陷,影響強度及外觀。加強筋的厚度應小於其相鄰的本體壁厚。
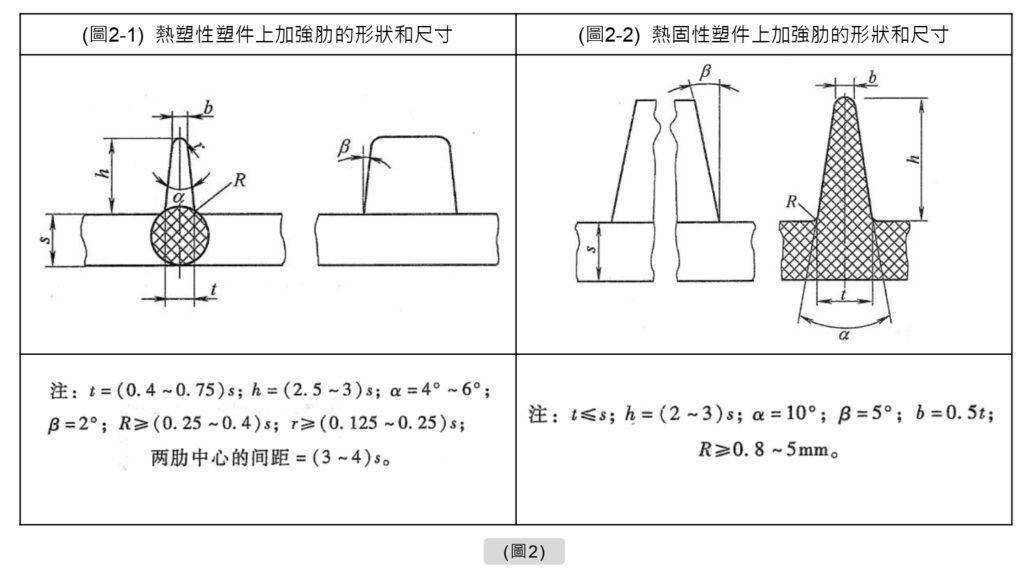
加強筋的設置,其形狀要正確,尺寸要與壁厚s成一定比例。如(圖2-1)所示為熱塑性塑膠的肋的設計。肋的高度不超過3s;肋的根部厚度不超過0.75s。肋的根部過厚會在塑件外表面產生凹陷,在材料中央產生真空泡。
如(圖2-2)所示為熱固性塑膠的肋的設計。肋的底寬t不超過製品壁厚s。底寬t小於 1.6mm時,肋的h高度不超過2s;通常肋的高度不超過3s。對於纖維充填熱固性塑膠,加強筋的內圓角R按肋的高度大小取R=0.8~5mm,以改善熔體的流動性,提高肋的根部強度。
3. 多肋加強版的結構尺寸
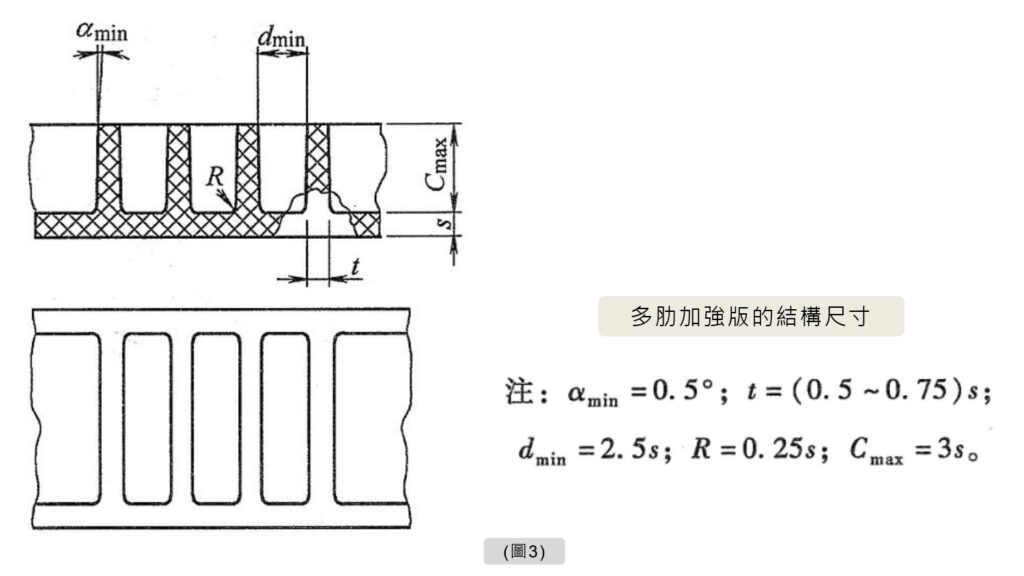
還有一種並列多條的框式結構塑件,如(圖3)所示,兩肋之間的間距d至少為2.5s。這種結構相當於中空的矩形截面梁,用料不多,但有較大的抗彎截面模量,能承受較大的彎曲負載。
4. 四種結構形式的加強筋
如(圖4)所示,加強是常用的剛性結構設計方法。圖示的塑件有四種結構形式的加強筋。
- (a) 第一種是全長加強筋。肋的方向應沿著彎曲梁的縱向平面。
- (b) 第二種是部分長度的肋,它與側壁沒有交匯。
- (c) 第三種是低於側壁的全長肋。
- (d) 第四種是角板式加強筋,它的設置是為了增強側壁。
在射出模具設計時,澆口位置要加強的布排沿著塑料熔體充模時的流向,要有利排氣,還要考慮到易於脫模頂出。

5. 加強筋的合理分佈
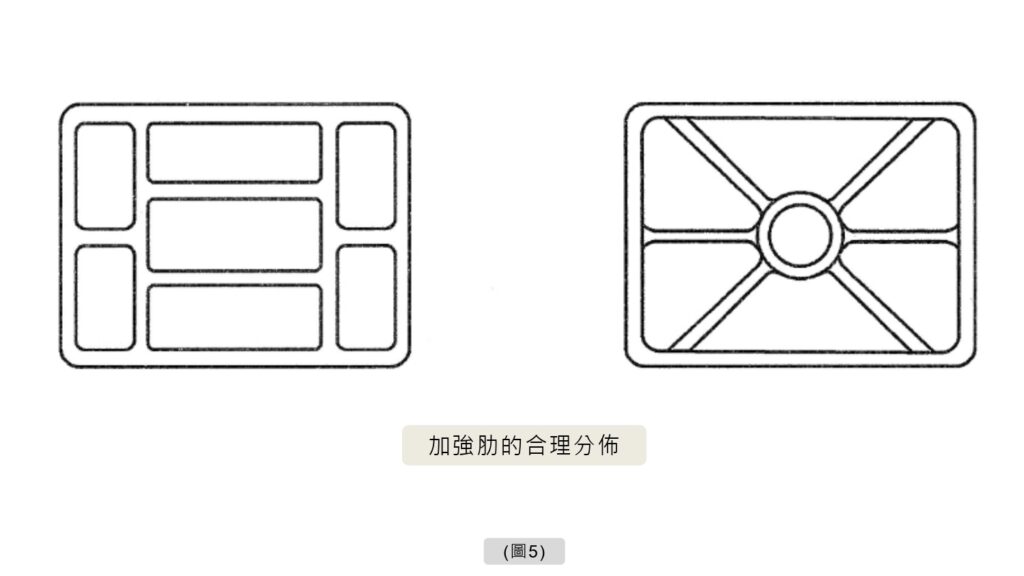
加強的分佈應該相互錯開,儘量避免兩條十字交匯。(圖5)所示的佈置,減少了塑膠在局部彙集過多而形成凹陷和真空泡的可能。
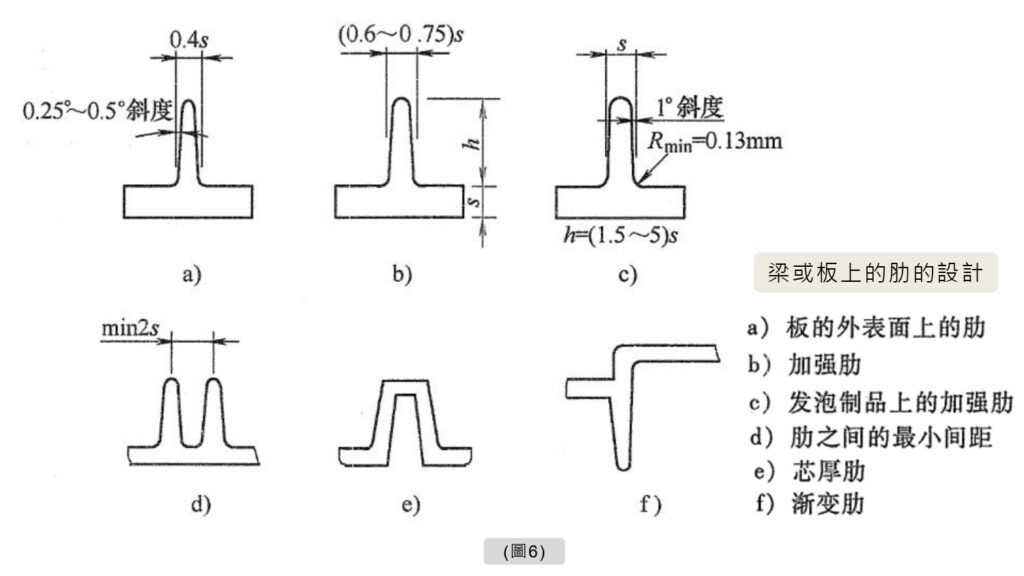
6. 梁或板上的肋的設計
側長邊與短邊接近的大面積平板,如(圖7)所示,常用網狀肋條板。肋條的合理佈置和結構、提高剛性和節省體積用料,是肋條板設計的目標。先分析如(圖6)所示的單個肋條:
- (a) 梁或板的外表面上佈置的肋應該輕薄,肋寬是底板壁厚的0.4s。
- (b) 泡沫塑料的加強力寬度,等於底板厚度。
- (c) 一般加強力的寬度為(0.6~0.75)s。
- (d) 假定寬等於底板s、肋的高度h從(1.5~5)s,h越大,板的剛度增大,但肋條板成型困難,射出成型時熔體流動充模和固化後脫模困難。
7. 圓筒粧頭為節點的網格肋
在網狀交叉肋板基礎上,又發展了圓筒粧頭為節點的網格肋條板,如(圖7)所示。圓樁頭改善了交叉肋條匯合部位的工藝性,減少射出成型時產生凹陷和真空泡,容許十字網格肋再增對角肋,提高了肋條板的剛性。

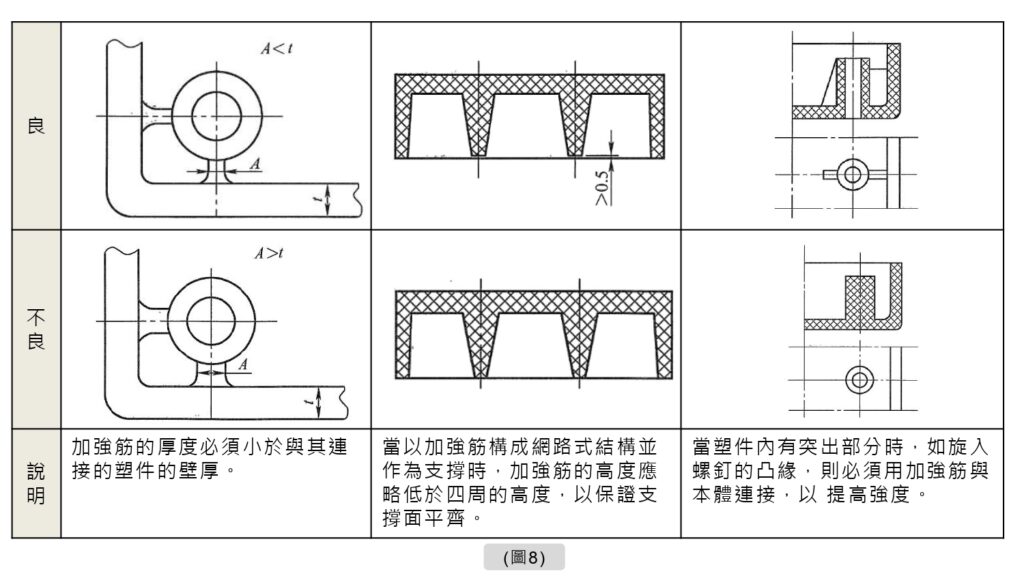
8. 其他加強筋(肋)設計
其他設計加強筋的注意事項見(圖8)。
9. 加強筋設計案例
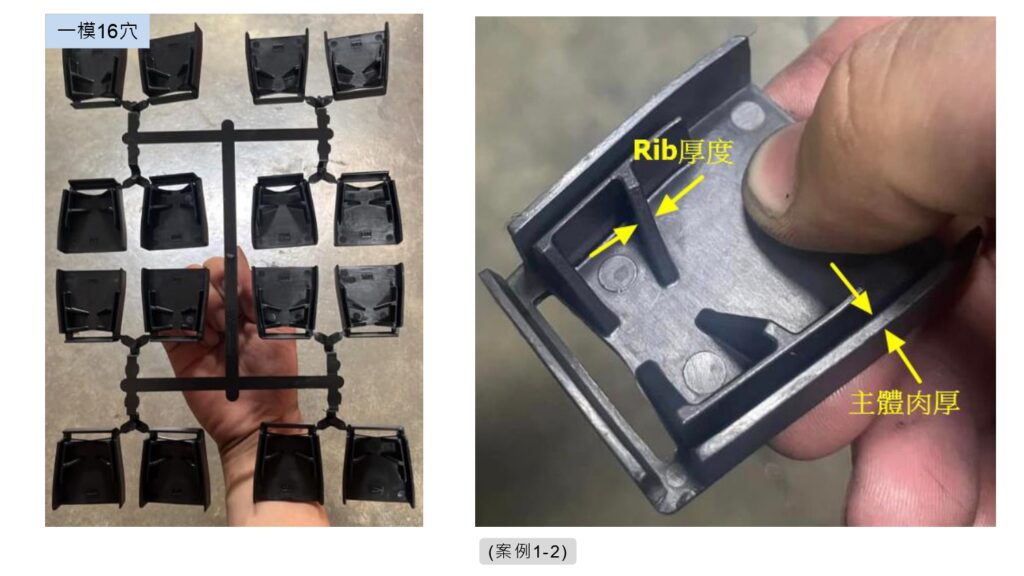
(9-1) 案例1
從(案例1-1)的圖片,可以從下列幾點探討其原因。
- (a) 從圖(案例1-2)可以觀察到。可以發現部件的主體厚度與Rib的厚度差不多。
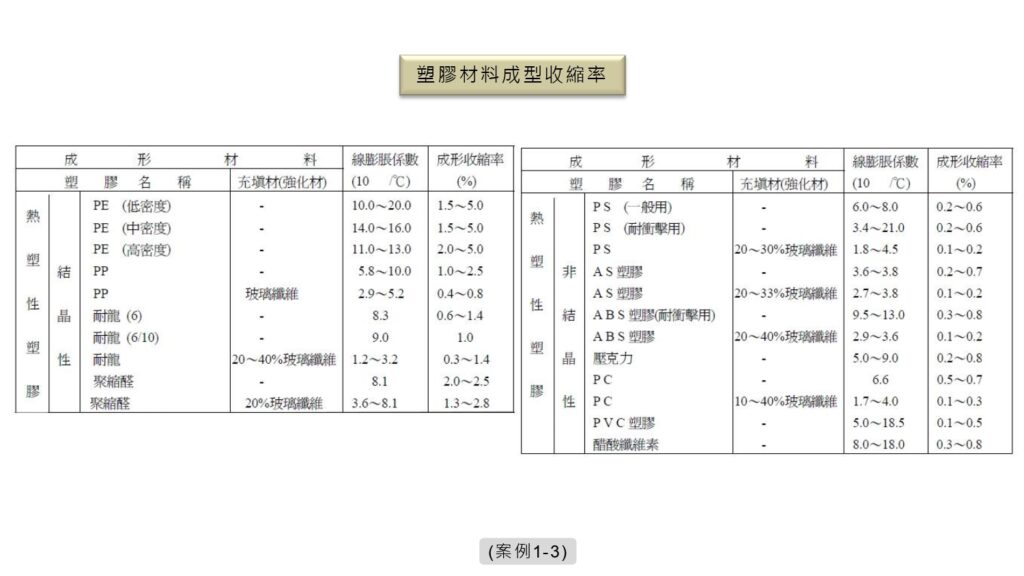
- (b) 此件部件使用的塑料是PP塑料(案例1-1),這種材料屬於結晶性塑膠(案例1-3),其收縮率通常高於非結晶性塑膠。
基本上這樣的rib設計,要靠射出條件來解決問題是沒有多大的幫助,就算將進澆點加大或用保壓壓力去撐,也不會有太大的效果。
通常,Rib的設計厚度應該是主體厚度的0.5~0.7t,但是此部件所使用的塑料是PP結晶性塑膠(不含玻纖維),縮水率高,所以外觀更容易縮水,所以肉厚比例要做更小。
在我之前其他的文章有提到,對於不確定的設計,應先嘗試減膠設計,以這個部件來說,先設計Rib厚度為0.5倍主體厚度,然後試模觀察效果,然後根據需要再去加膠做調整。這個案例做1:1的厚度比例,現階段只能通過焊補模具來調整,先把肉厚比例做小。從產品的外觀可以看出,雖然外觀做粗咬花(大概有MT11015以上),但還是無法避免肉厚差所產生的收縮痕,更何況是做一模16穴。這個部件的產品工程師和模具設計師都該檢討了。

10. 延伸閱讀
(10-1) DFM評估報告之產品結構分析(按圖超連結)
(10-2) 塑膠件加強筋(Rib)結構設計
☆ 其他參考資料及文章
★ 【DFM評估報告之產品結構分析】(按圖超連結)



