
內容目錄
1. 模溫機的用途
模溫機是用來調節模具溫度的平衡模度,可以升溫也可以降溫。模溫機利用高熱傳性的導熱媒體(例如水或油),以便在很短的時間內將模具內多餘的熱送走。在設定好熱平衡溫度後,能自動控制其溫度在極小誤差之內,且能維持定值。在設定好熱平衡溫度後,能自動控制其溫度在極小誤差之內,且能維持定值。
模溫機的作用就是用來加熱模具並保持它的工作溫度,保證塑膠件品質穩定和優化加工時間。在射出工業中,模具的溫度對塑膠件的品質和射出時間有著決定性的作用。
(1) 射出模具熱平衡控制對於射出機和模具的熱傳導是生產塑膠件的關鍵。在模具內部,由塑料熔膠帶來的熱量,會經由熱傳導的方式,傳遞至模具鋼材。除此之外,熱量亦會經由熱輻射將熱量散發至大氣。而被導熱流體(例如水或油)所吸收的熱量,將由模溫機負責帶走,確保整個生產過程的熱量平衡。
(2) 在射出工藝中,控制模具溫度的主要目的一是將模具加熱到工作溫度,二是保持模具溫度恒定在工作溫度。
以上兩點做的成功的話,可以把生產時間最優化,進而保證塑膠件穩定的高品質。模具溫度會影響表面品質,流動性,收縮率,射出週期以及變形等幾方面。模具溫度過高或不足對不同的材料會帶來不同的影響。對熱塑性塑膠而言,模具溫度高一點通常會改善表面品質和流動性,但會延長冷卻時間和射出週期。模具溫度低一點會降低在模具內的收縮,但會增加脫模後塑膠件的收縮率。而對熱固性塑膠來說,高一點的模具溫度通常會減少成型時間,且時間由零件冷卻所需時間決定。
(3) 有效控制模具溫度的控制系統由模具、模溫機、導熱流體(例如水或油)三部分組成。為了確保熱量能加給模具或移走,系統各部分必須滿足以下條件:
- (a) 首先是在模具內部,冷卻通道的表面積必須足夠大,流道直徑要匹配泵的能力(泵的壓力)。型腔中的溫度分佈對零件變形和內在壓力有很大的影響。合理設置冷卻通道可以降低內在壓力,從而提高了塑膠件的品質。它還可以縮短成型週期時間,降低產品成本。
- (b) 其次是模溫機必須能夠使導熱流體的溫度恒定在1℃-3℃的範圍內,具體根據塑膠件品質要求來定。
- (c) 第三是導熱流體必須具有良好的熱傳導能力,最重要的是,它要能在短時間內導入或匯出大量的熱量。從熱力學的角度來看,水明顯比油好。
2. 模具加熱的必要性
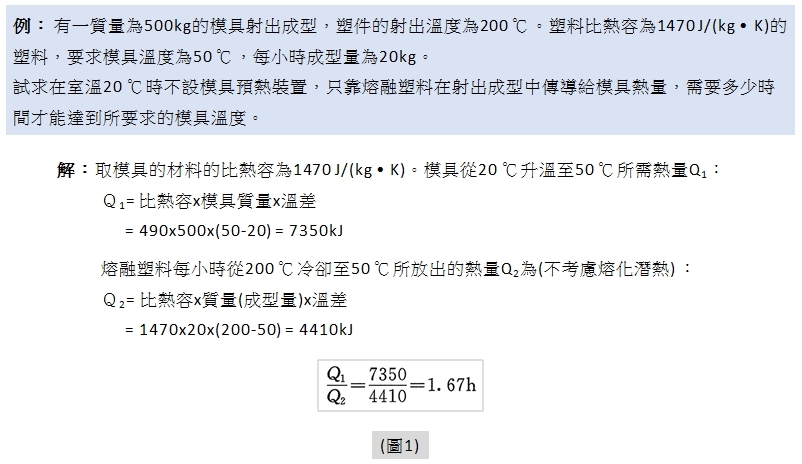
大型模具在初始成型時其模溫與室溫相同,要靠熔融塑料的傳導達到塑料物性表的建議溫度是十分困難的,只有在成型前對模具進行預熱才能使成型順利進行。
從(圖1)的算式可了解到,如果模具沒有預熱,僅靠射出過程中熔融塑料傳導給模具熱量,要經過1.67h才能達到標定的模具溫度。由於在這個階段模具溫度低,將很難成型或出現多種成型缺陷,不能正常工作。可見對模具進行適當的預熱的必要性和重要性。
3. 模具加熱裝置的設計
(1) 模具的加熱方式
(a) 用加熱介質加熱
利用冷卻水路通入熱水、熱油、熱空氣及蒸汽(RHCM)等加熱介質進行模具加熱。其裝置和調節方法與冷卻水路基本相同,結構比較簡單適用。
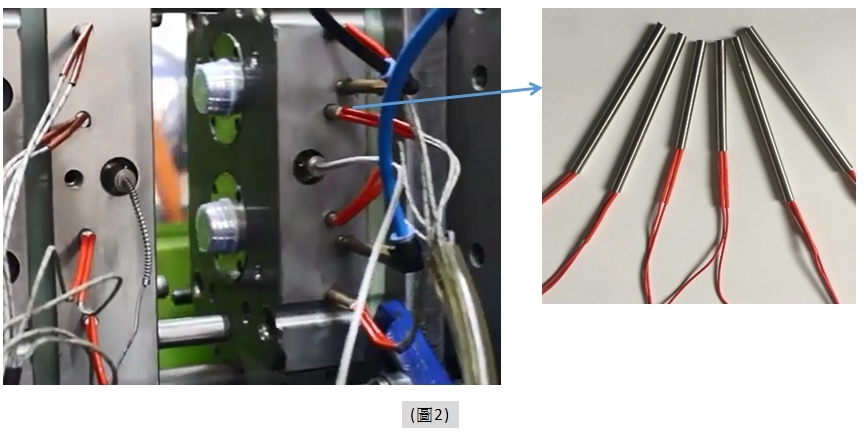
(b) 電流加熱
用電熱棒或電熱環作為加熱元件進行模具加熱(圖2)。由於電加熱具有清潔、簡便、可隨時調整溫度等優點,在大型模具和熱流道模具中逐漸得到廣泛的應用。
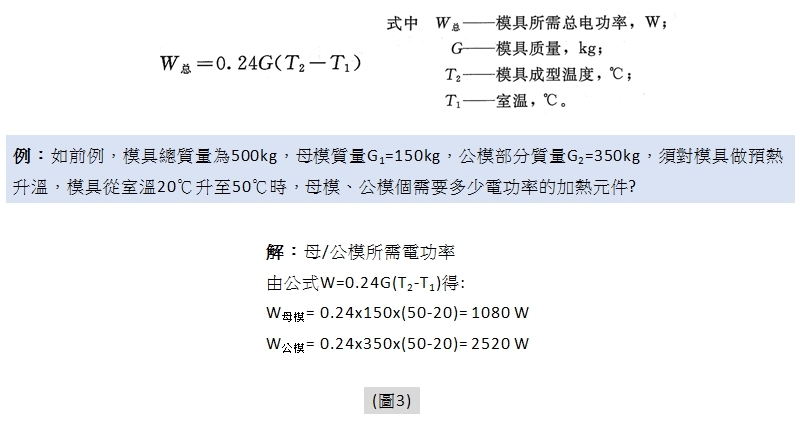
(2) 電熱計算
電流加熱模具所需電功率按下式計算(圖3)。
4. 模具加熱注意事項
在選擇和安裝加熱元件時應注意的問題如下。
- (a) 如果沒有所計算出來的電功率的電熱元件,可以選用稍大於計算電功率的電熱元件(盡量選用標準件)。在實踐中可以採用降低電壓的方法將所用電熱元件的電功率調節到所需要的數值,或採用縮短加熱時間的方法進行調節。
- (b) 電熱元件應擺布均勻,以利於模具的均衡加熱。
- (c) 注意絕緣措施,防止漏電、漏水等現象發生。
- (d) 當模具溫度升高時會使模具局部區域產生熱膨脹現象,特別是相對滑動的部位的間隙過小時,會因為熱膨脹造成無法滑動的現象。因此在模具設計時應注意在滑動部位預留出熱膨脹的滑動間隙。
5. 水溫機與油溫機的區別在哪?
水溫機與油溫機是以傳熱媒體為分類依據的兩種不同類型的模溫機,採用水或高溫導熱油作為迴圈載體,具有各自的特點和應用優勢。那麼水溫機與油溫機的優缺點是什麼?作為最終用戶,該如何來判斷和選擇哪種設備更符合自己的需求,選擇的依據又是什麼呢?根據最高設計溫度不同,水模溫機一般分為120度水模溫機和180度高溫水模溫機;而油模溫機可以分為180度油模溫機、300度油模溫機、350度油模溫機和400度油模溫機。
油溫機與氺溫機的優缺點:
(1)水模溫機由於使用水作為傳熱介質,具有傳熱速度快,清潔無污染的優點,但溫度範圍較油模溫機要小很多;油模溫機由於使用導熱油作為傳熱介質,溫度範圍較廣,能夠在較低的壓力條件下獲得較高的熱媒溫度,缺點是相對水而言,導熱油會有油氣污染和滲漏著火風險。
(2)油溫機的傳熱媒體是高溫導熱油,導熱油具有熱穩定性好、控溫範圍廣的特點,由於採用的常壓加熱的方式,對機組和被控溫設備的管路耐壓等級要求降低了許多。當然油溫機也有其不足之處,價格比水溫機高、換熱速度較慢、維護保養費用較高,尤其是在一些非規範的操作方式容易引起導熱油管路結焦、積碳的問題,更換和清洗會比較麻煩,而且定期更換導熱油也是一筆不小的開支。
作為使用者,可以結合自身溫度要求及工廠設備狀況來選擇模溫機。如果車間對潔淨要求高,且溫度範圍180℃以下的情況,建議可以選擇水式模溫機。
需要注意,水式模溫機溫度要到120℃~180℃,系統運行壓力範圍為2~11kg/cm2,使用者要注意被加熱設備是否能夠承受對應的壓力。如果設備承壓能力不符合要求,則不適合使用高溫水模溫機。
如果溫度要求180℃以上的情況,則需要使用油模溫機。180度油模溫機和300度油模溫機使用的導熱油類型相同,都是320度規格導熱油。350度油模溫機,必須使用特殊的高溫合成導熱油



