
內容目錄
1. 科學注塑與科學試模
(1) 什麼是傳統射出成型工藝?
為什麼採用傳統成型工藝不能穩定生產,總要不斷調整射出機參數?
傳統工藝是把融化的塑料用螺桿推進型腔,保持一定大小的推力,一直到塑料凝固。也就是壓力和時間來控制整個成型過程,這就是傳統的射出成型工藝。通過壓力控制來完成整個射出成型過程,這種方法的問題在於,塑料黏度的波動(始終存在),也就是流動阻力波動,那麼在固定的壓力下,塑料流動的速率會波動,進一步影響型腔力的波動。最終會造成塑膠製品的品質不穩動。
(2) 什麼是科學注塑(試模)?
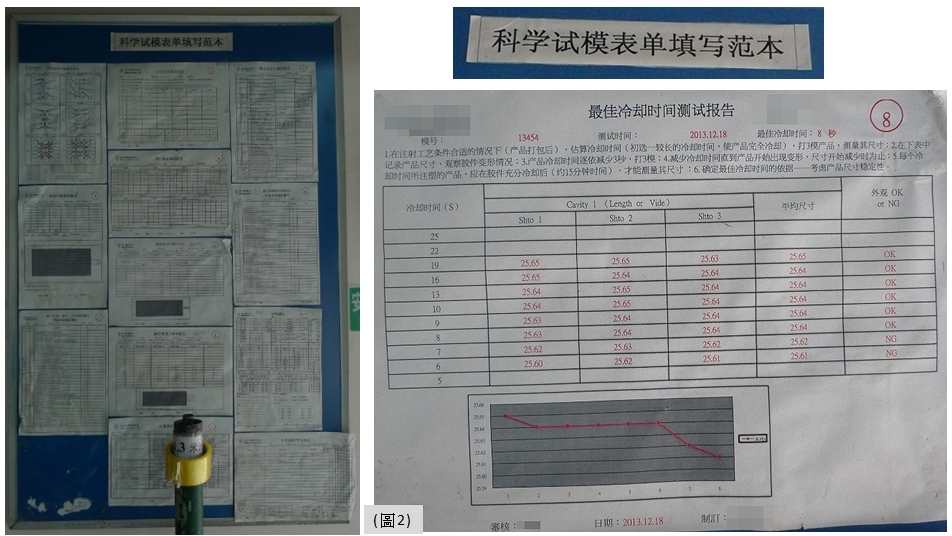
科學成型也可以稱為系統成型,對射出成型過程各個環節的透徹認識,有工藝變量的影響因素明確掌握,全面的工藝文擋紀錄,以及出現問題時的系統解決方法(圖1) (圖2)。科學成型工藝是充分利用射出機的兩階段控制功能(充填和保壓),根據塑料的流變學的特性;針對充填補縮以及保壓的不同需求,採用射出機不同的控制方式,達到穩定製品品質的目的。
● 科學成型-注塑成型專業執照
2. 塑料四變量
(1) 塑料溫度:指塑料在射出過程中的溫度分布。
(2) 塑料流動:指塑料在射出過程中型腔內的剪切速率分布。
(3) 塑料壓力:指塑料在射出過程中型腔內的壓力分佈。
(4) 塑料冷卻:指塑料在射出結束後型腔內的冷卻速率分布和冷卻過程持續的時間。
如果這四個關鍵的工藝變量在每個成型中保持不變,那麼每模做出來的產品品質就不會變化,保持產品穩定的關鍵。
所以關鍵點是,一致的射出機工藝參數並不能保證生產出品質一致的塑膠產品;一致的塑料四變量才能確保生產出品質一致的塑膠產品。
3. 射出波形曲線的重要性
射出曲線在射出成型過程中具有至關重要的作用,它以圖形方式展示了如壓力、速度和時間等關鍵參數,對於指導生產過程、確保產品品質和安全性具有不可或缺的意義。射出成型是一個涉及許多參數和變量的高度複雜過程,技師需掌握各種技能和知識,其中包括對射出曲線的深入理解與應用。
● 注塑波形圖管理(以下影片若是手機無法播放,請至電腦桌機觀看)。
4. 不會看射出波型曲線的影響
(1) 生產效率下降:
無法正確閱讀射出曲線的技師可能會對射出成型過程的控制產生困難,從而導致生產效率下降。
(2) 產品品質問題:
射出曲線反映了射出過程中的壓力、速度等重要參數,對保證產品品質具有關鍵作用。不懂得閱讀射出曲線的技師可能無法確保產品達到預期的品質標準。
(3) 安全隱患:
無法理解射出曲線的技師可能無法及時發現潛在的安全問題,從而導致生產事故的風險增加。
5. 射出成型波形曲線解析
以下是有關於射出波型曲線的相關教學影片(以下影片若是手機無法播放,請至電腦桌機觀看)。
● 幾種不正常的注塑波形圖解析
● 注塑監控要會看,射出曲線更要認真看
● 注塑曲線的解讀
● 簡單的注塑曲線解讀
● 射出機台響的應時間
● 如何讓注塑回應時間刹住車,關鍵方法是這三點



