◎ 內容更新
▲ 2024/01/07
內容目錄
1. 射出背壓的形成
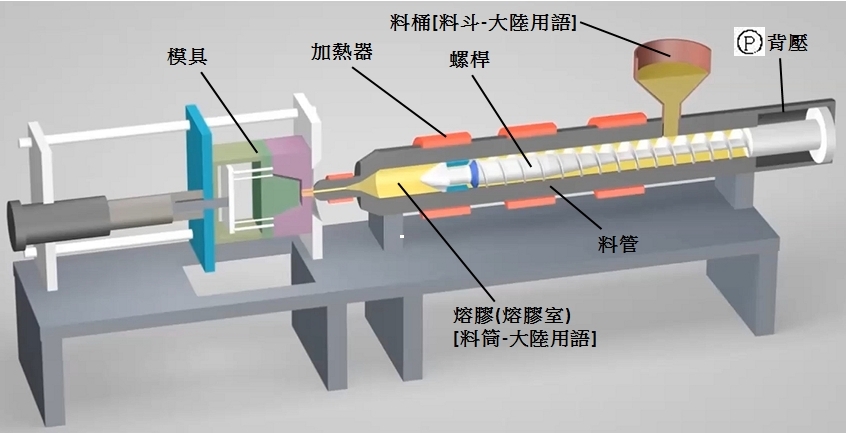
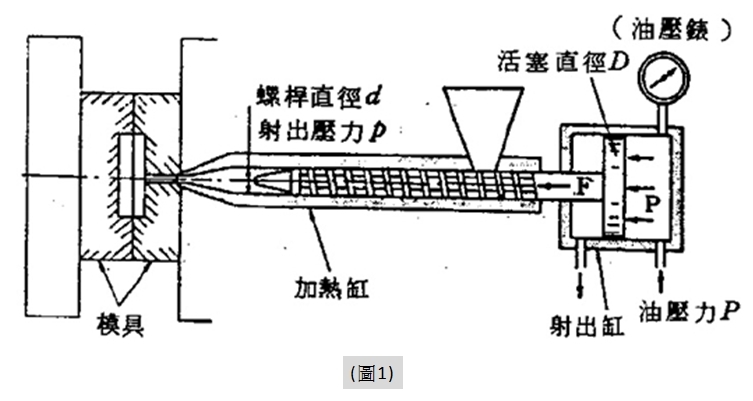
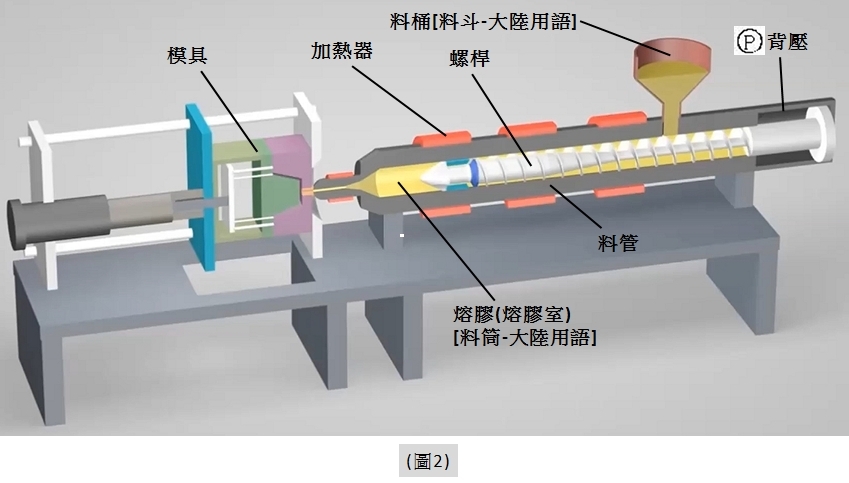
背壓(Back pressure)亦稱塑化壓力,它的控制是通過調節注射油缸之回油節流閥實現的。預塑化螺桿射出機注射油缸後部都設有背壓閥 ,調節螺桿旋轉後退時射出油缸泄油的速度,使油缸保持一定的壓力(圖1)(圖2);全電動機的螺桿後移速度(阻力)是由 AC伺服閥控制的。
背壓可以有兩種,它們分別被稱為油路背壓和熔體背壓,通常人們說的背壓大都是指油路背壓,它的應用對成品質量的保證是必須的(壓力範圍可以調校至最高油路壓力的25%)。油路背壓產生自射出用的油壓汽缸,它在儲料階段時作用在螺桿上,減慢了螺桿後退速度。所以油路背壓越高,螺桿的復位時間越長,螺桿前面熔體所產生的壓力必須大過油壓背壓才可以使螺桿向後移動。
在熔膠(熔膠室)前端不斷增多的熔體產生使螺桿後退的壓力,被稱為熔體背壓,它與油路背壓有著直接的關係;此關係和射出機的構造有關(例如螺桿直徑和射出油壓汽缸的活塞直徑),一般的設計習慣是油路背壓所產生的熔體背壓的1/10。
★ 【射出機背壓的作用與案例討論】
2. 調校背壓的影響
(2-1) 適當調校背壓的好處
適當調校背壓對射出質量有很大的好處。在射出成型中,適當調整背壓的大小可以獲得以下好處。
- (a) 背壓被運用來提高料管溫度,其效果最為顯著。
- (b) 能將熔膠室內的熔料壓實,增加密度,提高射膠量、製品重量和尺寸的穩定性。
- (c) 可將熔料內的氣體“ 擠出 ”,減少製品表面的氣花、內部氣泡、提高光澤均勻性。
- (d) 減慢螺桿後退速度,使熔膠室內的熔料充分塑化,增加色粉、色母與熔料的混合均勻度,避免製品出現混色現象。
- (e) 適當提升背壓,可改善製品表面的縮水和產品周邊的走膠情況。
- (f) 能提升熔料的溫度,使熔料塑化品質提高,改善熔料充模時的流動性,使製品表面無冷膠紋(流紋)。
(2-2) 過高背壓易產生的問題
- (a) 熔膠(熔膠室)前端的熔料壓力太高、料溫高、熔體粘度下降,熔體在螺桿間產生逆流增大,從而會降低塑化效率(單位時間內塑化的料量)。
- (b) 對於熱穩定性差的塑膠(如:PVC、POM等)或著色劑,因熔體的溫度升高且在料管中受熱時間增長而造成熱分解,或著色劑變色程度增大,產品表面顏色/光澤變差。
- (c) 背壓過高,螺桿後退慢,預塑回料時間長,會增加成形週期時間,導致生產效率下降。
- (d) 背壓高,熔料壓力高,射出後噴嘴容易發生熔體流涎現象,下次循環射出時,流涎產生的冷料會堵塞澆口或是產品中出現冷料斑。
- (e) 在射出過程中,常常會因背壓過大,噴嘴出現熔體洩漏(漏膠)現象,浪費原料並導致射嘴附近的發熱圈燒壞。
- (f) 預塑機構和螺桿管機械磨損增大。
(2-3) 過低背壓易產生的問題
- (a) 背壓太低時,螺桿後退過快,流入熔膠(熔膠室)前端的熔體密度小(較鬆散),帶入空氣增多。
- (b) 會導致塑化品質差、射膠量不穩定,產品重量和尺寸變化增大。
- (c) 產品表面會出現縮水、冷料紋、光澤不勻等不良現象。
- (d) 產品內部易出現氣泡,產品周邊及加強筋(rib)等處容易充填不足。
3. 螺桿鬆退的定義及作用
螺桿鬆退的定義:
(3-1) 前鬆退
保壓結束,螺桿旋轉儲料開始前,使螺桿適當抽退,也就是螺桿先後退一段距離再進行加料,此為前鬆退,一般情況很少用前鬆退。
(3-2) 後鬆退
螺桿旋轉儲料結束後,使螺桿適當抽退,可以使螺桿前端熔膠壓力降低,此為後鬆退,後鬆退是較常用的一個參數,其作用可防止噴嘴的流涎及料頭的抽絲。
★ 【射出機鬆退(射退)的應用說明】
4. 鬆退對成型工藝及產品品質的影響
- (a) 鬆退過小,噴嘴及澆口易出現流涎,料頭抽絲嚴重,造成下次射膠時冷料堵塞澆口,或產品表面出現冷料痕,但螺桿抽退時不會吸入大量的空氣,不會在產品表面形成網狀的散射狀銀紋。
- (b) 鬆退過大,噴嘴及澆口不會出現流涎及料頭抽絲,但螺桿抽退時又會吸入大量的空氣,極易造成產品表面尤其是在澆口附近產生網狀銀紋。
5. 鬆退與熱澆道的影響
螺桿旋轉進料開始前,使螺桿適當抽退,可以使模內前端熔膠壓力降低,此稱為前鬆退,其效果可防止噴嘴部的熔膠對螺桿的壓力,多用於熱流道模具的成型。
前鬆退釋放熱澆道內壓,避免垂涎(俗稱流鼻涕),因為熱澆道模具一開模,冷卻後的塑膠脫離熱澆道,熱澆道的內壓會把熱澆道內熔融塑膠擠出。
★ 【射出機鬆退的作用與熱澆道的影響】
6. 背壓與鬆退的調整關係
- (a) 在增加背壓時,觀察母(定)模出澆口是否有流涎或料頭是否抽絲現象嚴重,若有就要適當的增加鬆退位置,但又要防止產品表面澆口附近出現銀紋。
- (b) 在增加鬆退位置時,就要觀察產品表面澆口附近是否存在網狀散射的銀紋,若有就要適當的增加背壓,但又要防止澆口流涎及料頭抽絲。
因此,背壓與鬆退大小的調整是一個成正比的關係。
☆ 其他參考資料及文章
☆ 案例及資料下載
● 壓縮檔裡的檔案內容




