▲2025/04/30更新(第三版)
內容目錄
1. 咬花的種類
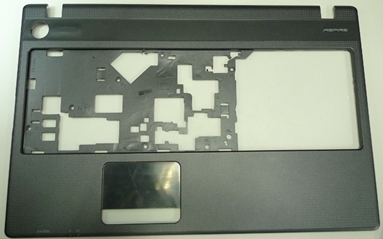
咬花(Texture)是一種以化學蝕刻技術處理模仁(母模仁表面)的加工方式。與其他表面處理較大的差異是,咬花是針對模具本身進行處理,從而在產品生產中賦予塑件表面獨特的質感和功能特性。這項技術不僅能提升產品的視覺與觸覺體驗,還具有多種實用功能,例如防滑效果、增強表面積(以提高散熱性能),甚至可用於優化生產過程。比如,在產品內側(公模仁)進行咬花處理(如圖1),能有效幫助模具抓住塑膠成品,使脫模過程更加順暢。
模具表面加工常見的方法有三種,分別是蝕刻咬花、雷射咬花、VDI放電紋,這三種各有優劣,應根據產品需求選擇適合的技術。以下是這三種模具表面紋路的介紹說明。

2. 蝕刻咬花
(2-1) 蝕刻咬花的用語差異
蝕刻咬花(Texture)是一種常見的模具表面處理技術,不同地區對此的稱呼略有不同。在台灣,大多稱為「咬花」;而在中國大陸,常見的說法則有「曬紋」與「皮紋」兩種。曬紋的用語我是比較常聽到,皮紋則是在文章上面看到的,我是自己還沒有聽過。在實務上,這些用語雖有差異,但所指工藝本質相同,皆為藉由模具表面處理來達成紋理效果的技術。
(2-2) 蝕刻工藝與常見規格
傳統蝕刻咬花是透過濃硫酸等化學藥劑對模具鋼材進行腐蝕處理,控制反應條件以形成如蛇紋、犁地紋、岩紋等各式紋路,使塑膠成型品具備對應質感。常見的蝕刻規格主要有兩大類:歐美系客戶偏好使用的Mold Tech Texture系列(圖2) (圖3),以及日系客戶偏好的妮虹紋路(圖4)。另外有德國標準和部分品牌以及咬花廠自訂的專屬紋理規格。



(2-3) 延伸閱讀-模具咬花與模具化學蝕紋
模具咬花(Etching Texture for Mold)是一種常見的模具表面加工技術,能在塑膠製品上呈現多樣紋理,提升產品的視覺美感與觸覺質感。同時,此技術具備實用功能,如增強防滑效果、改善導熱特性、降低光線反射及輔助脫模,因此被廣泛應用於工業與消費性產品設計中。(按圖連結文章)

3. 雷射咬花
雷射咬花(Laser Texturing)是一種利用高能量密度雷射與鋼材表面進行反應的加工技術,通過精準控制雷射光束,能夠在金屬表面創造出多種紋路效果,例如蛇紋、蝕紋、犁地紋等。這些紋路不僅提升了材料的美觀性,也對功能性如防滑性能、摩擦係數等提供了技術優勢。
隨著全球環保意識的逐步抬頭,傳統的高耗能、高污染加工技術逐漸受到挑戰。市場對低耗能、低污染的綠色加工工藝需求日益增加,雷射咬花正因其環保性和高效率,逐漸成為加工產業的新趨勢。以往,由於成本高昂,雷射設備在許多產業中無法大規模普及。但近年來,技術進步和設備成本下降,使得雷射加工技術得以更廣泛應用,並顯示出取代傳統加工方式的潛力。然而,台灣目前的雷射咬花設備大多仰賴國外進口,這使得國內相關技術的推廣受到一定限制。
不過,雷射咬花技術若要完全取代傳統的化學蝕刻咬花,仍面臨一定挑戰。化學蝕刻工藝因其低成本、高效率和成熟技術,依然在許多應用場景中占有一席之地。例如,對於某些大規模生產或特定材料處理,化學蝕刻仍具備不可忽視的優勢。因此,在可預見的未來,雷射咬花與化學蝕刻將以共存的形式,在各自適用的市場中發揮作用。
(3-1) 雷射咬花的設備應用與選擇
從下面的影片可以看到,雷射咬花設備的設計其實並不複雜,且價格相對合理。對於一些需求較簡單的應用,例如紋路較淺的模仁或表面造型不複雜的產品,如手機保護殼、滑鼠和家用五金等,以及對咬花品質要求不高的產品,其實不需要使用高階的雷射咬花設備。這是因為高階設備的成本動輒數百萬甚至上千萬,而中低階設備僅需上百萬,兩者在成本和性能上的差異,直接影響到企業的選擇。
(3-2) 5軸雷射咬花設備
5軸雷射咬花設備是一種集高精度、高效率於一體的先進加工技術,其核心特點在於同時控制五個運動軸,實現對複雜曲面與多角度結構的精準加工。此外,5軸設備能夠在更短時間內完成高品質的紋路處理,特別適用於高端產業的需求。
這類設備的最大優勢在於其靈活性與精密性。由於5軸運動的特性,可以直接在不規則的曲面上進行加工,而無需額外的工件固定或重新定位。這對於例如汽車零件以及高端電子產品等對表面細節要求極高的產品尤為重要。
(3-3) 延伸閱讀-雷射咬花與化學蝕刻咬花技術的探討
雷射咬花透過高能量密度雷射與鋼材表面進行精密反應處理,可直接雕刻出蛇皮、蝕紋、梨地等多樣紋理。此技術具有高精度與穩定性,能展現細膩效果,並依設計需求靈活調整,廣泛應用於塑膠模具、汽車零件及消費性產品外觀加工。(按圖連結文章)

4. VDI放電紋
VDI(德國工程師協會,Verein Deutscher Ingenieure)制定了一系列關於放電紋的標準,其參考內容是VDI 3400。這套標準廣泛應用於模具加工與塑膠產品製造領域,是放電紋技術的重要依據。
在不同地區,放電紋的用語略有差異。台灣稱其為「放電紋(Spark Erosion)」,而在中國大陸則多稱為「火花紋」。這種紋路是通過銅電極進行放電加工所形成的(圖5),常被稱為「放電花」。放電花的最大特徵是其表面呈現霧面效果,紋路種類相對單一,不如咬花技術能展現多樣的紋路變化。VDI放電紋具有標準化樣板可供參考(圖6) (圖7)。
放電花的紋路結構是咬花難以模仿的。經過放電加工後,模仁表面的硬度會顯著提高。此外,放電加工能創造出綿密、細緻的紋路,所以射出成型後的塑件很怕三傷(碰傷、刮傷、壓傷),尤其是VDI-24(含)以下時,所以塑件在周轉和組裝過程中需要作保護。



● 放電加工可參考以下影片內容
5. 會員文章
(5-1) 模具咬花DFM檢討及模具開發過程注意事項
這兩篇文章會分成上下兩篇,我將分享產品和模具在進行咬花處理時的經驗與注意事項。此外,我會不定期製作相關影片,並結合自身的工作案例進行深入講解。這將幫助各位在產品開發的早期階段,提前發現並解決潛在問題,從而提高開發效率並避免後期的設計修正。(按圖連結文章)

(5-2) 咬花的目的及應用
☆ 其他參考資料及文章
★ 【永達金屬雕刻股份有限公司】(按圖超連結)

★★★★★【案例及資料下載】★★★★★
● 壓縮檔裡的檔案內容